
Fターム[4E068CA14]の内容
Fターム[4E068CA14]に分類される特許
121 - 140 / 394
応力処理装置および施工システム

【課題】構造体に形成された孔内面の応力腐食割れの発生が低減できるとともに、疲労強度を向上することができる応力処理装置および施工システムを提供する。
【解決手段】応力処理装置は、構造体に形成された孔内15をレーザ照射するピーニングを施し、前記孔内に圧縮応力領域を形成するヘッド部と、前記レーザを前記ヘッド部に導光する光ファイバ42を有するレーザ部と、前記孔内に液体を噴射する噴射部と、前記噴射された液体を流通可能に前記光ファイバ42を支持し、かつ前記ヘッド部内に固定される支持部と、を備える施工部29を具備する。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法

【課題】 搬送装置の停止と駆動とを繰り返すと、レーザ溶接のためのタクトタイムが長くなってしまう。
【解決手段】 レーザ照射装置が、レーザビームを出射し、走査可能範囲内で該レーザビームを走査する。搬送機構が、レーザ溶接すべき溶接経路が画定された対象物を、走査可能範囲を通過するように搬送する。制御装置が、レーザ照射装置によるレーザビームの走査を制御する。制御装置は、溶接経路の形状、及び搬送機構により搬送される搬送速度とに基づいて、レーザビームを走査すべき軌跡を算出する。搬送機構によって搬送速度で搬送されている対象物に、算出された軌跡に沿って入射位置が移動するようにレーザビームを走査することにより、溶接経路に沿って溶接を行う。
(もっと読む)
層内及び/又は層上にパターンを生成するパターニング装置
本発明は、集光ビーム(40)を介して層(32、34)内及び/又は層上にパターン(20、22、24)を生成するパターニング装置(10、12)に関する。パターニング装置は、集光ビーム(40)を生成する光源(50)、集光ビーム(40)を複数の集光サブビーム(40A、40B、40C)に分光する回折光学要素(60)、及びパターンを生成するために複数の集光サブビームに対して層を位置決めする位置決め手段(70)を有する。集光サブビームは、層内及び/又は層上にパターンを生成するよう構成される。複数の集光サブビームのうちの少なくとも2つのサブビームは、実質的に等しい強度を有する。本発明によるパターニング装置の効果は、単一の集光ビームが複数の集光サブビームに分光され、複数の集光サブビームを用いて比較的大面積をパターニングするマルチスポットのパターニングを生成することである。従って、このような領域をパターンで満たすため及び層内及び/又は層上にパターンを生成するためのパターニング時間は、大幅に短縮される。 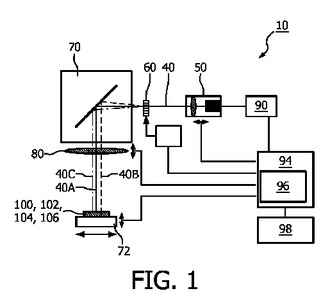 (もっと読む)
(もっと読む)
レーザ狭開先溶接装置および溶接方法
【課題】厚板のレーザ狭開先溶接において、溶接ビードと開先側壁との間に生じる融合不良を防止し、溶加材が開先の側壁に接触して溶着し次層以降の溶接において溶加材の送給不具合や融合不良が生じることを抑制する。
【解決手段】狭開先内に固形溶加材を送給しながらレーザ光を溶接進行方向に走査して溶接を行うレーザ狭開先溶接に用いる溶接装置及び溶接方法であって、レーザ光の照射位置を開先の底部で所定の振幅で周期的に揺動させる機構を有したレーザ光照射ヘッドと、該レーザ光によって開先の底部に形成される溶融プールに固形溶加材を供給し、検出した固形溶加材の先端位置が常に開先の中央にあるように前記レーザ光照射ヘッドの動作とは独立して送給位置の調整を行う固形溶加材供給部を有する溶加材制御装置を備えた狭開先溶接装置および溶接方法を提供する。
(もっと読む)
レーザアニール方法及びレーザアニール装置
【課題】搬送される基板の動きに追従してマイクロレンズアレイを移動してレーザ光の照射位置精度を向上する。
【解決手段】マトリクス状に設定されたTFT形成領域の縦横いずれか一方の配列方向に基板を搬送しながら撮像手段により基板表面を撮像し、該撮像画像に基づいて基板表面に予め設定されたアライメントの基準位置を検出し、複数のTFT形成領域に対応して基板の搬送方向と交差する方向に複数のレンズを配置した少なくとも一列のレンズアレイを基板の搬送方向と交差方向に移動して、レンズアレイのレンズと基板のTFT形成領域とをアライメント基準位置を基準にして位置合わせし、基板が移動してTFT形成領域がレンズアレイの対応レンズの真下に到達したときにレンズアレイにレーザ光を照射し、複数のレンズによりレーザ光を集光して各TFT形成領域のアモルファスシリコン膜をアニール処理する。
【選択図】図6
 (もっと読む)
(もっと読む)
非接触加工機
【課題】一方の駆動軸の動作開始時の移動誤差分が生じさせずに、高精度に制御する。
【解決手段】加工ヘッド(40)を被加工物(W)上で走査させて被加工物を加工する非接触加工機(1)は、加工ヘッドを被加工物の加工領域全体よりも小さい領域において走査させる第一駆動機構部(10)と、第一駆動機構部を加工領域全体にわたって移動させる第二駆動機構部(20)と、加工ヘッドの加工経路を走査する座標軸方向の移動について、速度指令に加えて加減速指令を伴う座標軸移動指令を指令する座標軸移動指令部(71)と、座標軸移動指令部からの座標軸移動指令に基づき、速度指令に加えて加減速指令を伴う移動指令を第二駆動機構部への移動指令として指令する第二駆動機構部移動指令部(73)と、座標軸移動指令と第二駆動機構部への移動指令との差分を、第一駆動機構部への移動指令として指令する第一駆動機構部移動指令部(72)とを含む。
(もっと読む)
電子部品の製造方法
【課題】本発明は、レーザー光照射による改質現象を用いた電子部品の製造方法における加工精度を向上させることを目的とする。
【解決手段】そして、この目的を達成するために本発明は、透明体11の表面に前記透明体11よりも反射率の高い材料からなるパターン12を形成する工程と、前記パターン12に光を照射するとともに前記パターン12からの反射光の強度から前記パターン12の高さ情報を認識する工程と、前記パターン12の高さ情報から前記透明体11の表面あるいは裏面の高さ情報を算出する工程と、前記透明体11の表面あるいは裏面の高さ情報に基づき前記透明体11にレーザー光を照射するとともに前記透明体11を改質させる工程と、を有する電子部品の製造方法としたものである。
(もっと読む)
移動ステージの混成解像度フィードバックのための方法および装置
低解像度/低コストのフィードバックデバイス72を高解像度/高コストのフィードバックデバイス74、76、78、80、82、84、86、88と組み合わせることによって、移動の範囲全体から高解像度の位置フィードバックを提供することに関連するコストを発生することなく、割出しシステム10において移動ステージ52から高解像度の位置フィードバックを取得するための、方法および装置が提示される。 (もっと読む)
レーザビームと対象機能部とのレンズを通した位置合わせを用いるレーザ加工システム
被加工物をマイクロマシニングするためのレーザ加工システムは、被加工物における機能部を加工するためのレーザパルスを生成するレーザ光源と、被加工物の表面に関して加工軌道に沿ってレーザビーム・スポット位置の第1の相対運動を付与する検流計により駆動される(galvo)サブシステムと、音響光学偏向器(AOD)サブシステムとを含む。AODサブシステムは、AODと電気光学偏向器との組合せを含んでもよい。AODサブシステムは、ディザ方向に沿った偏向位置の関数としてのレーザパルスの強度プロファイルを変化させてもよい。AODサブシステムは、加工レーザビームを被加工物機能部と位置合わせするために用いられてもよい。 (もっと読む)
フィルム冷却を高めるためのシステム及び方法
【課題】フィルム冷却を高める少なくとも1つのトレンチ(44)をサンプル(92)内に形成するためのシステム(80)を提供する。
【解決手段】本システム(80)は、少なくとも1つのパルスレーザビーム(84)を出力する少なくとも1つのレーザ発生源(82)を含む。パルスレーザビーム(84)は、約50μsよりも小さい範囲を備えたパルス幅と、約0.1ジュールよりも小さい範囲を有するパルス当たりエネルギーと、約1000Hzよりも大きい範囲になった繰返し速度とを含む。本システム(80)はまた、レーザ発生源(82)に結合された制御サブシステム(98)を含み、制御サブシステム(98)は、サンプル(92)の位置をパルス幅及びエネルギーレベルと同期させて、該サンプル(92)内の断熱皮膜、ボンディングコート及び基体金属の少なくとも1つを選択的に除去して少なくとも1つのトレンチ(44)を形成するように構成される。
(もっと読む)
半導体装置の製造方法
【課題】コストの大幅な上昇なしに、加工位置の精度を高めることができる半導体装置の製造方法を提供する。
【解決手段】基板SB上に、第1方向に沿う少なくとも1つの寸法を示す形状Tnが形成される。基板SB上に被加工膜32が堆積される。少なくとも1つの寸法を測定することによって、少なくとも1つの測定値が得られる。少なくとも1つの測定値に基づいて加工ピッチPDUが算出される。加工ピッチPDUで被加工膜32が加工される。
(もっと読む)
シートフレーム及びレーザ昇温接着を使用した形成方法。
車両において使用されるシートフレームが与えられる。シートフレームは第1シートフレーム部材及び第2シートフレーム部材を有する。第1シートフレーム部材及び第2シートフレーム部材の少なくとも一方には、接着剤が配置される。接着剤は、レーザ溶接機からの拡散レーザビームが生成する熱で硬化される。第1シートフレーム部材の一部と第2シートフレーム部材の一部とが互いに近接して配置される。これにより、接合部が形成されて接着剤が第1シートフレーム部材の当該一部と第2シートフレーム部材の当該一部との間に配置される。シートフレームは、接着剤を加熱するべく拡散レーザビームが当該接合部に向けられるように構成される。これにより、第1シートフレーム部材と第2シートフレーム部材との結合部が形成される。  (もっと読む)
(もっと読む)
レーザ加工装置、レーザ加工装置におけるキャリブレーション方法及びキャリブレーションプログラム
【課題】所要数の加工ヘッドを有し、各加工ヘッドを固定し被加工物を平面内で動かすことによってレーザ光照射位置を制御して加工するレーザ加工装置において、各加工ヘッドのキャリブレーションを簡単に行うことができるようにする。
【解決手段】レーザ加工装置(L)は、照準を合わせることができる原点カメラ(7)と、原点カメラに対し移動調整ができる加工テーブル(1)と、加工テーブルに対し位置調整ができる複数の加工ヘッド(8,8a,8b)と、レーザ光の照射点に対し照準を合わせることができる加工ヘッドカメラ(9,9a,9b)を備え、加工テーブルは、その基準位置を調整する基準となる原点カメラ基準点(5)と、各加工ヘッドの加工テーブルに対する基準位置を調整する基準となる加工ヘッドカメラ基準点(6,6a,6b)を備えている。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】プリント配線基板の中央部分は製品取りの領域でありここに基準マークを設置すると製品の取数が減るため、周辺の基準マークのデータのみで高精度の加工位置補正を実現する。
【解決手段】被加工物の穴加工位置の多数を囲む基準マークを印し、穴加工工程において前記基準マークの位置を計測し、規定された基準マーク位置データに対する測定された基準マーク位置データの誤差をそれぞれの基準マークに対して求め、誤差を変数のべき乗と係数の積で表される複数の項で関係付けし、基準マークに対し誤差の2乗の総和が最小となるように係数を求め、前記式と算出された前記係数から構成される補正量算出式と前記加工穴位置データとから加工すべく穴位置に対する補正量を求め、前記穴加工位置データに前記補正量を加算した新穴加工位置データを求め、前記穴加工位置データを新穴加工位置データに置き換えて加工することによる。
(もっと読む)
レーザ加工方法
【課題】 レーザ照射位置にずれを生じさせる可能性のある全ての要因を含めてのずれ量を求めることで、精度のよいレーザ加工を実現することを課題とする。
【解決手段】 加工物20の非加工領域20bにレーザ加工機16からレーザ光を照射してレーザ加工跡を形成する。非加工領域20bに設けられている位置決めマークの座標位置とレーザ加工跡の座標位置との差を求め、求めた差に基づいて加工物20上のレーザ照射位置を補正して加工物20をレーザ加工機16でレーザ加工する。
(もっと読む)
パルスレーザ加工装置およびパルスレーザ加工方法
【課題】大型の被加工物表面の安定した微細加工とその高速化が容易にするパルスレーザ加工装置を提供する。
【解決手段】クロック信号を発生する基準クロック発振回路と、クロック信号に同期したパルスレーザビームを出射するレーザ発振器と、クロック信号に同期してパルスレーザビームを1次元方向のみに走査するレーザ・スキャナーと、被加工物を載置可能で1次元方向に直交する方向に移動するステージと、レーザ発振器とレーザ・スキャナーとの間の光路に設けられ、クロック信号に同期してパルスレーザビームの通過と遮断を切り替えるパルスピッカーと、を備えることを特徴とするパルスレーザ加工装置。
(もっと読む)
基板固定装置
【課題】所望の形状に基板を変形でき且つ固定できる基板固定装置を提供する。
【解決手段】吸引孔12が形成された基板支持面15を覆うように載置板2を取り付けるとともに、吸引孔12が連通する減圧室11a〜11cを負圧にする真空ポンプPを設ける。そして、調整弁Va〜Vcの開度を調整することによって、減圧室11a〜11c内を異なる負圧とし、吸引孔12の吸引力を部分的に異なるものとして、基板を変形させた状態で載置板2上に吸着固定する。ここで、所望形状に滑らかに基板を変形させる観点からは、前記弾性多孔質部材の厚みは0.1mm〜5mmの範囲であるのが好ましい。また、前記弾性多孔質部材の弾性率は10〜25N/mm2の範囲であるのが好ましい。さらに、前記弾性多孔質部材の気孔率は20〜50%の範囲であるのが好ましい。
(もっと読む)
レーザ処理装置
【課題】レーザ処理装置における被処理体配置台の平面度を容易かつ正確に調整することを可能にする。
【解決手段】被処理体配置台の下方に複数備えられて被処理体配置台を支持し、支持位置の昇降が可能な支持部と、支持部の昇降を行う駆動部と、被処理体配置台の上面形状を測定する変位測定部と、駆動部を制御するとともに変位測定部の測定結果を取得可能な制御部と、各駆動部を動作させた際の被処理体配置台の上面形状の変位から各駆動部の動作量と被処理体配置台変位量との関係データを記憶する記憶部と、を備え、制御部は、変位測定部による測定結果を受けて被処理体配置台上面を所定の平面度に調整するために各駆動部の動作によって変位すべき被処理体配置台の変位量を求め、該変位量から記憶部に記憶された関係データを参照して各駆動部の動作量を決定し、該動作量に基づいて各駆動部を動作させる。
(もっと読む)
スクライブ加工方法及び装置
【課題】 各スクライブ加工工程における基材の歪み量が、製造工程中の熱応力や機械的応力を原因として大きく異なるものであったとしても、2以上のスクライブ加工工程のそれぞれにおいて形成されるスクライブ線同士の位置的相関を設計通りの位置的相関に維持することを可能とする。
【解決手段】 1の成膜工程が完了した中間品シート乃至プレート上から、前記基材に直接に刻設されたパンチ孔やアライメントマーク等の位置合わせシンボルの位置を光学的に検出し、前記シンボルの検出された位置と、前記シンボルの位置とそれに対応するスクライブ線上の位置との設計上の位置関係とに基づいて、設計上のスクライブ加工位置を補正し、前記補正後のスクライブ加工位置に対してレーザ光を照射してスクライブ線を形成する。
(もっと読む)
板材保持装置、板材保持方法、レーザ溶接システム、およびレーザ溶接方法
【課題】板材間の隙間を容易に把握することができる板材保持装置を提供する。
【解決手段】本発明の板材保持装置10は、押圧部材111、駆動手段120、移動量検出手段123、反力検出手段122、および判定手段30を有する。押圧部材は、隙間を空けて重ねられている複数枚の板材41,42,43のうち最外部に配置される板材を押圧する。駆動手段は、押圧部材を押圧方向に移動させて、板材間の隙間を矯正する。移動量検出手段は、駆動手段により移動される押圧部材の押圧方向における移動量を検出する。反力検出手段は、押圧部材により押圧されて変形した板材から押圧部材が受ける反力を検出する。判定手段は、移動量検出手段により検出された押圧部材の移動量と、反力検出手段により検出された板材からの反力とに基づいて、板材の接触状態を判定する。
(もっと読む)
121 - 140 / 394
[ Back to top ]