
Fターム[4E068CB02]の内容
Fターム[4E068CB02]に分類される特許
201 - 220 / 547
加工制御装置、レーザ加工装置およびレーザ加工システム

【課題】加工ヘッドの適切な移動速度を短時間で設定できるとともに加工不良を低減することができる加工制御装置を得ること。
【解決手段】レーザを照射することによりワークの3次元レーザ加工を制御する加工制御装置において、ワーク上に設定される加工位置でのワークの面方向と加工ヘッドの加工ノズル方向とがなす角度に基づいて、加工位置での角度に応じた加工ヘッドの移動速度を加工位置毎に設定する移動速度設定部33と、設定された移動速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部35と、を備える。
(もっと読む)
パターン生成方法及びパターン生成装置並びにレーザ加工装置

【課題】光を少なくとも2回以上、繰り返し放射して同一のパターンを継続して生成する際にも、パターンの生成を安定化させる。
【解決手段】マイクロミラーデバイスに光源から光を間欠的に少なくとも2回以上、繰り返し放射して同一のパターンを継続して生成する際に、光の放射回数が予め設定された所定回数に達するまでは、光源から1ショットの光が放射された後、次の1ショットの光の放射が行われるまでの間の予め設定されたタイミングで直前に転送されたパターン情報と同一のパターン情報をマイクロミラーデバイスに転送する。
(もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、ビード部の高さが過大となることを防止することができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】二枚の金属板W1、W2のうち上側の金属板表面に向けて第1のレーザー光LB1を照射しつつ該第1のレーザー光を所定の溶接経路に沿って前記二枚の金属板に対して相対的に移動し、該第1のレーザー光によって前記金属板を溶融させて溶融金属Wyが貯留されてなる溶融池WYを形成するとともに、前記溶融池に前記第1のレーザー光よりも溶接進行方向後方側からフィラーワイヤXを供給し、且つ、前記第1のレーザー光に追随しつつ前記溶融池の溶接進行方向後方に溶融金属Wy、Wy’が凝固して形成されるビード部WBの表面を溶融させるように第2のレーザー光LB2を照射する。
(もっと読む)
有益なパルス形状を有するレーザパルスのバーストを使用して薄膜材料にラインをスクライブする方法及び装置
従来のレーザ時間パワー形状ではなく有益な時間パワー形状を各パルスが有するパルス列の形の一連のレーザパルスにより、基板上の材料の薄膜にラインをスクライブする。有益な時間パルス形状は、スパイク部/平坦部を有するいす形状、又は方形パルス形状を有する。薄膜にラインをスクライブするのは、スクライブされるべきライン上に一連のレーザパルススポットを、ラインに沿って隣接するレーザパルススポットの間に重なり領域があるように置くことによって実現される。有益なパルス形状を有する一連のレーザパルスを使用して薄膜にラインをスクライブすると、従来のパルス形状を用いて実現されるものと比較して、品質が良化しスクライブ加工がきれいになる。 (もっと読む)
圧縮応力値の推定方法、圧縮応力値推定装置およびレーザ加工装置
【課題】コモンレールのような開口部を有する被処理部材に対して付与された圧縮応力の大きさを、より正確に推定することが可能な、圧縮応力値の推定方法、圧縮応力値推定装置およびレーザ加工装置を提供すること。
【解決手段】本発明は、開口部を有する被処理部材に対してパルスレーザビームを照射し、当該被処理部材に対して圧縮応力を付与するレーザピーニング処理において、被処理部材に付与された圧縮応力を推定する方法であって、被処理部材の開口周辺部に複数のパルスレーザビームを照射されることで発生した光の発光量の測定結果を取得するステップと、開口部の直径の両端近傍で発生した光の発光強度を、発光量の測定結果に基づいて算出するステップと、発光強度と圧縮応力との相関を示す予め設定したデータベースを参照し、算出した発光強度に基づいて、付与された圧縮応力の大きさを推定するステップと、を含む。
(もっと読む)
プレフォームを加熱する方法
本発明は、半径R、材料厚t及び材料吸収スペクトルにより特徴づけられるプレフォーム1を加熱する方法を説明する。当該方法は、所望の温度プロフィールTdに依存して、プレフォームの半径R及び材料厚tに基づいてプレフォーム1に対する所望の実効吸収係数αeffを選択するステップと、実効吸収係数αeffを満たすための吸収スペクトルの吸収係数に基づいて編集される波長スペクトルを持つ放射線を有するレーザ放射ビームLを生成するステップと、プレフォーム1を加熱するためにレーザ放射ビームLをプレフォーム1に向けるステップとを有する。本発明は、更にプレフォーム加熱システム10のレーザ放射生成ユニット9を制御するための駆動装置7及びプレフォーム加熱システム10を説明する。 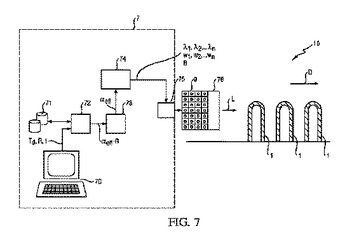 (もっと読む)
(もっと読む)
レーザーマッチホーニング加工システムおよび方法
本発明は、互いに整合する整合部分(12、22、16、26)を有する1組の機械的に整合する部品(1、2)のうちの一つを加工するレーザーマッチホーニング加工システムとその方法を提供する。前記第1の部品(1)の整合部分(12、16)の寸法を測定し、次に前記第2の部品(2)の対応する整合部分(22、26)の望ましい寸法の計算に利用する。前記第2の部品(2)の前記整合部分(22、26)の実際の寸法も測定する。前記第2の部品(2)の前記整合部分(22、26)を、前記実際の寸法が前記望ましい寸法ではない状態のときにレーザー光によりホーニング加工する。 (もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、溶融池の内部形状が変化する場合においても、フィラーワイヤを溶融池内の好適な位置に供給することができ、溶接を安定化させ、二枚の金属板を良好にレーザー溶接することができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】フィラーワイヤXを供給しながら上下に重ね合わせられた二枚の金属板W1、W2をレーザー溶接する際に、溶融池の上面と溶融池の下面とをそれぞれ撮像し、撮像された溶融池の上面形状と溶融池の下面形状とに基づいて、溶融池の内部形状を推定し、推定された溶融池の内部形状に基づいて溶融池に対するフィラーワイヤXの進入位置及び進入角度を調整するようにしたことを特徴とする。
(もっと読む)
加工方法
【課題】加工位置を適正に検出しながら被加工物に対して分割予定ラインに沿った高精度なレーザー加工を施すこと。
【解決手段】ある実施の形態における加工方法において、ズレ量算出工程は、加工対象の第1の分割予定ライン11に沿って最も表面側の改質領域を形成する前に、被加工物1を透過させて内部を撮像する撮像ユニット255によって加工対象の第1の分割予定ライン11に対して形成済みの改質領域17bを撮像し、その加工位置を検出して加工対象の第1の分割予定ライン11のY座標上の位置とのズレ量L21を算出する。そして、位置付け工程は、レーザー照射ユニットをY座標方向に割り出し送りして次に加工対象とする第1の分割予定ライン11に位置付ける際に、第1の分割予定ライン11間の距離によって定まる割り出し送り位置をズレ量L21分ずらして割り出し送りする。
(もっと読む)
レーザ加工機システム
【課題】 冷却水温度が上昇し続けることによるレーザ発振器の出力低下アラームによるレーザ発振停止や、負荷過大に伴う冷却装置異常停止等が回避され、加工を継続することが可能となるレーザ加工機システムを得る。
【解決手段】 レーザ加工機システムの有する冷却能力が、レーザ発振器を含むレーザ加工機を構成する機器を冷却するために必要な熱量と同程度あるいは少ない場合において、冷却能力を超える負荷により冷却水温度が上昇する時には、加工条件設定を高い負荷のかかる高出力加工条件から低出力加工条件へ変更する。
(もっと読む)
ガラス基板のレーザ切断方法
表面圧縮層と引張層とを含む強化ガラス基板からガラス物品を切断する方法は、強化ガラス基板の第1エッジの表面圧縮層にエッジ傷を形成するステップを含む。この方法は、エッジ傷の位置で、表面圧縮層と引張層とを貫通する貫通割れ目を伝播させるステップをさらに含む。この貫通割れ目は、ガラス物品と強化ガラス基板との間の切断ラインに沿って分離部を先導する。  (もっと読む)
(もっと読む)
金属板の加工用保持装置
【課題】同一素材で構成されるシート材のスケーリング処理を一回で済ませることができるシート材の加工用保持装置を提供すること。
【解決手段】引張力調整処理において、CPUは、まず、そのXYステージに保持されたシート材の板厚および板長を、板厚検出センサおよび板長検出センサにより取得する(S1)。その後、CPUは、その取得されたシート材の板厚および板長とオペレータにより適宜入力された引張応力とに基づいてシート材の引張力を算出する(S2)。CPUは、シリンダ内の圧力が算出されたエア圧となるようにバルブの開度を調整し(S3)、算出された引張力となるようにシリンダの駆動力(ロッドの伸縮駆動量)が調整される。よって、シート材厚さおよび長さが異なる場合であっても、シート材の引張応力が所定の値になるようにシリンダの引張力が調整される。
(もっと読む)
レーザ加工方法
【課題】 エラーが発生した子基板を容易に識別することができると共に作業能率を向上させることができるレーザ加工方法を提供すること。
【解決手段】
パルス状のレーザ光2をワーク5に照射してワーク5に穴を加工するレーザ加工方法において、 予めレーザ光2の仕様(エネルギ強度の許容範囲やレーザ光2の光軸の傾きの許容範囲等)を定めておき、照射されたレーザ光2が仕様から外れていた場合は、ワーク5に、当該ワーク5が不良であることを示す識別マーク20をレーザ光2により加工する。識別マーク20により、不良のワーク5を容易に識別することができる。また、作業者が介在する必要がないので、作業能率を向上させることができる。
(もっと読む)
チャックテーブルに保持された被加工物の計測装置およびレーザー加工機
【課題】被加工物の上面高さを計測する計測装置および計測装置を装備したレーザー加工機を提供する。
【解決手段】被加工物Wに向けて白色光を発光する白色光源61と、発光した光が有する各波長を回折する回折手段62と、回折された光の中央部を遮蔽して光を環状に形成するマスク手段63と、形成された環状の光の像をリレーするリレーレンズ64と、伝達された環状の光を集光して被加工物に照射する対物レンズ65と、マスク63手段とリレーレンズ64との間に配設され被加工物に照射された光の反射光を分光するビームスプリッター66と、分光された反射光における光軸を通る波長の反射光を通過させる光分別手段67と、通過した反射光を回折光に変換する回折格子68と、回折された回折光の波長を検出する波長検出手段69と、波長検出手段69からの波長信号に基いて被加工物Wの高さ位置を求める制御手段とを具備している。
(もっと読む)
加工ヘッド落下防止機能を備えた数値制御装置
【課題】加工ヘッドに備えられた変位センサからの出力信号に基づいて、加工ヘッドの先端側にワークが存在しなくなった時に該加工ヘッドが急激に落下することを防止する。
【解決手段】変位センサの検出値から算出した加工ヘッドの移動速度、あるいは加速度のいずれか1つの値が予め設定された落下と判断するそれぞれの基準値を超えた時、加工ヘッドの先端側にワークが存在しないと判断し、予め設定された落下マシンロック状態を解除する基準検出値を超えた時、ワークが存在すると判断するワーク検出手段と、ワーク検出手段により加工ヘッドの先端側にワークが存在しないと判断された場合、加工ヘッドの落下方向の移動を禁止する落下方向マシンロック手段と、ワーク検出手段により加工ヘッドの先端側にワークが存在すると判断された場合、落下方向マシンロック手段により落下方向の移動を禁止した状態を解除する落下方向マシンロック解除手段と、を有する。
(もっと読む)
レーザ加工方法
【課題】加工対象物に精度よい改質領域を安定して形成することができるレーザ加工方法を提供する。
【解決手段】本実施形態では、レーザ光Lを空間光変調器で変調し、このレーザ光Lを加工対象物に集光させる。このとき、レーザ光Lの位置を検出すると共に、検出したレーザ光Lの位置に基づいて空間光変調器における変調パターンHの位置を変化させる。そのため、例えば空間光変調器に入射するレーザ光Lの位置がズレた場合等においても、かかるズレに応じて変調パターンHの位置を変化させることができ、空間光変調器でレーザ光Lを常に好適に変調させることが可能となる。よって、加工対象物に集光されるレーザ光Lの収差を安定して抑制することが可能となる。
(もっと読む)
レーザ加工方法及びレーザ加工装置並びにソーラパネル製造方法
【課題】レーザ加工箇所へ搬入される基板の欠けや曲がり(反り)などの状態を検査し、それに応じてガラス基板の姿勢を調整して最適な状態でレーザ加工を行なう。
【解決手段】この発明は、基板をレーザ加工位置に搬入する際にエア浮上させているので、基板の曲がり(反り)が下に凸となるように基板の表裏反転を行なうようにしたものである。基板の曲がり(反り)を下に凸としてエア浮上を行なうことによって、基板が十分に浮上し、ステージに接触することがなくなる。レーザ加工前の成膜装置によって形成された膜面の外側方向に基板は曲がる傾向があるので、膜面側を下側となるようにしてもよいし、また、基板の四隅付近の画像を取得し、取得された四隅付近の画像に基づいて基板が上下いずれの方向に凸に曲がって(反って)いるかを検出し、その検出結果に応じて、基板の曲がり(反り)が下に凸となるようにしてもよい。
(もっと読む)
レーザ加工装置
【課題】 レーザ光が光ファイバーケーブルを通過する際の非線形光学効果に起因する拡がり角の変化の影響を抑制することができるレーザ加工装置を提供する。
【解決手段】 本体部2と、本体部2から光ファイバーケーブル3を介して伝送されたレーザ光を走査させるヘッド部4により構成され、ヘッド部4が、光ファイバーケーブル3の端面から出射されるレーザ光の光軸方向の焦点位置を調整可能なZスキャナ27を有し、本体部2が、コアにレーザ媒質が添加された光ファイバーを用いてレーザ光を増幅するレーザ光増幅器15と、レーザ光増幅器15を制御するためのレーザ出力制御情報を保持するワーク加工情報記憶部12と、レーザ出力制御情報に基づいて、光ファイバーケーブル3の端面から出射されるレーザ光の拡がり角の変化に伴う焦点位置のずれを補正するように、Zスキャナ27を制御するメイン制御回路11を有する。
(もっと読む)
非接触加熱装置
【課題】回路基板と実装部品との加熱接合部分の温度を正確に測定し且つ良好に回路基板と実装部品とを加熱接合することができること。
【解決手段】本発明にかかる非接触加熱装置1は、レーザ光L1を射出するレーザ光源2と、レーザ光源2が射出したレーザ光によって加熱処理される加熱目的部位10から放射された赤外線L2を検出して加熱目的部位10の温度を測定する放射温度測定部3と、かかるレーザ光L1を照射し且つ赤外線L2を集光する光路合成集光部4とを備える。光路合成集光部4は、加熱目的部位10に照射したレーザ光L1の光軸と同じ光軸の赤外線L2を放射温度測定部3に集光する。
(もっと読む)
レーザ加工ヘッドおよびレーザ加工ヘッドの焦点位置の変化を補償するための方法
本発明は、加工レーザビーム108により工作物を機械加工するためのレーザ加工ヘッド100に関し、このヘッド100は、カメラ102を備え、ビーム経路内において前記カメラの正面に撮像レンズユニット116が、工作物レーザビーム108により機械加工される工作物の機械加工領域を監視するために配置され、更に工作物表面104上又は該表面104に対し規定された位置の上に加工レーザビーム108の焦点合わせのためのフォーカシングレンズユニット114と、集束レンズ系114の焦点シフトが生じた場合にカメラ画像の焦点を再度合わせるための光学軸方向の撮像レンズ系116の調節移動量ΔdKLを用いて補正調節移動量ΔzOS、ΔzBを計算するように設計された評価ユニット122とを備え、この補正調節移動量が工作物表面104又は該表面104に対して規定された位置に対する集束レンズ系114の焦点変位を補償する。  (もっと読む)
(もっと読む)
201 - 220 / 547
[ Back to top ]