
Fターム[4E068CB02]の内容
Fターム[4E068CB02]に分類される特許
121 - 140 / 547
レーザ加工装置
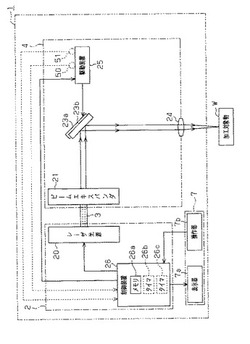
【課題】ガルバノミラーの駆動系の寿命を容易に認識することができるレーザ加工装置を提供する。
【解決手段】レーザマーキング装置1は、軸を中心として回動可能なガルバノミラー23a,23bを回動させて、レーザ光源20から出力されたレーザ光を走査しつつ加工対象物Wに照射して加工する。制御装置26は、ガルバノミラーの累計の使用回数を計数して、累計の使用回数を記憶する。表示手段としての表示器7aにおいては、記憶した累計の使用回数に基づいてガルバノミラーの寿命に関する情報を表示する。
(もっと読む)
金属薄板パネルのレーザ切断時にパーツと格子状残材とを分離する方法

【課題】手動で取り扱うことができない金属薄板パネルも加工することができるようにするとともに、加工時のパーツの損傷をできる限り回避する。
【解決手段】パーツ21のレーザ切断後、金属薄板パネル2を、少なくとも部分的に格子状残材22内を延びる少なくとも1つの切断部26a,26bにより、より小さな金属薄板パネル部分2a〜2dに切断し、かつ切断部26a,26bを、切断部26a,26bにより互いに分離された金属薄板パネル部分2a〜2dの格子状残材部分22a〜22dの少なくとも1つが格子状残材部分22a〜22dの切断部側の格子縁部27で少なくとも1つの台要素11上に支持されたままであるように形成する。
(もっと読む)
レーザ加工装置
【課題】サブビームを使用することなく加工ビームのみを用いた簡素な構成で、レーザ照射効率が高く、加工時間の短縮化が図られるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、レーザ光を発生するレーザ発振器1と、レーザ発振器1からのレーザ光を被加工物Wに照射するためのレーザ光学系6と、レーザ光および被加工物を相対移動させるためのステージ7と、レーザ光の照射時に被加工物Wからの反射光の強度を測定するための光強度測定器11と、ステージ7の動作を制御するための制御部12などで構成される。制御部12は、被加工物Wの加工中に光強度測定器11で測定された反射光強度に基づいて、レーザ光および被加工物Wの相対移動経路を制御する。
(もっと読む)
レーザ照射装置及びレーザ照射方法
【課題】 レジストパターンを形成するために用いる高品質のレーザ照射装置を提供する。
【解決手段】 基板を保持するステージと、ステージに保持された基板上に、レジスト材料を塗布する塗布装置と、レーザビームを出射するレーザ光源と、レーザ光源を出射したレーザビームを集光して、基板上に伝搬し、伝搬された位置のレジスト材料を硬化させる伝搬光学系とを有するレーザ照射装置を提供する。
(もっと読む)
被加工物の加工方法および被加工物の分割方法
【課題】加工痕における光吸収が低減され、しかもサファイアからの光の取り出し効率が高められるとともに高速処理が可能な、被加工物に分割起点を形成する加工方法およびこれを実現するレーザー加工装置を提供する。
【解決手段】超短パルスのパルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工物において離散的に形成されるようにパルスレーザー光を被加工物に照射し、個々の単位パルス光が被照射位置に照射される際の衝撃もしくは応力によって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
レーザ加工装置、レーザ加工データ設定装置、レーザ加工データ設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】加工面の立体形状の指定を容易に行えるレーザ加工装置を提供する。
【解決手段】加工対象面の3次元形状と加工パターンとを設定するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のレーザ加工データを生成する加工データ生成部と、加工データ生成部で生成されたレーザ加工データのイメージを2次元的及び/又は3次元的に表示可能な加工イメージ表示部とを備え、加工条件設定部がさらに、加工パターンを2次元情報として入力する加工パターン入力手段と、加工対象面の3次元形状を示すプロファイル情報を入力するための加工面プロファイル入力手段とを備え、加工面プロファイル入力手段が、加工パターン入力手段から入力された加工パターンの2次元情報を3次元的な加工対象面に従った3次元レーザ加工データに変換するための基準となる、3次元的な加工対象面を表す基本図形を指定可能に構成している。
(もっと読む)
被加工物の加工方法および被加工物の分割方法
【課題】加工痕における光吸収が低減され、しかもサファイアからの光の取り出し効率が高められるとともに高速処理が可能な、被加工物に分割起点を形成する加工方法およびこれを実現するレーザー加工装置を提供する。
【解決手段】超短パルスのパルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工物において離散的に形成されるようにパルスレーザー光を被加工物に照射し、個々の単位パルス光が被照射位置に照射される際の衝撃もしくは応力によって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
レーザ切断加工方法及び装置
【課題】板状のワークのレーザ切断加工を行うレーザ切断加工方法及び装置を提供する。
【解決手段】レーザ切断加工方法であって、板状のワークWのレーザ切断加工を行うに先立って、ワークに対する集光レンズ5の接近位置を種々変更してワークに対する焦点位置を種々変更した複数回のピアシング加工を行い、この複数回のピアシング加工時に検出した散乱光量の検出値が最小値のときの焦点位置を保持してワークのレーザ切断加工を行うレーザ切断加工方法及びその装置である。
(もっと読む)
レーザ加工機
【課題】遮蔽マスクを用いずとも複雑なパターンを好適に形成することのできるレーザ加工機を提供する。
【解決手段】複数本の加工ノズル3の移動を制御する移動機構制御コントローラとは別に、各加工ノズル3からのレーザ光の出射を個別にON/OFF制御するための専用の加工ノズル制御コントローラ8を設けた。加工ノズル制御コントローラ8は、リニアスケール33、34から出力される信号を移動機構制御コントローラを介さず直接に受信する位置信号受信部と、加工ノズル8の加工対象物に対する相対位置と各加工ノズル3毎のレーザ光の出射のON/OFFとの関係を規定する情報を記憶するパターン情報記憶部と、位置信号受信部33、34で受信した信号に基づき、パターン情報記憶部に記憶している情報に対応して各加工ノズル3からのレーザ光の出射を個別にON/OFF制御する照射制御部とを備える。
(もっと読む)
正確に調整されたレーザパルスを円形軌道及びスパイラル状軌道に移動させることによって穿孔処理する方法
【課題】加工物処理を行うための、レーザ放射パターン及びタイミングを制御するための方法を提供すること。
【解決手段】標本からの材料の高速除去は、様々な円形(50)及びスパイラル状(70,90、110)レーザツールパターンに沿ってレーザビーム軸を指向するのにビーム位置決め器を使用する。材料除去の好ましい方法は、ビームの軸と標本との間に相対運動を引き起こすこと、入口セグメント加速度で入口軌跡(18,52)に沿ってレーザビームパルス放射(58)が開始される標本内の入口位置(16,54)へビーム軸を指向すること、標本の円形セグメント(40)に沿って材料を除去するために標本内の円形周囲加速度でビーム軸を移動すること、そして入口セグメント加速度を2倍未満の円形周囲加速度に設定することを要する。
(もっと読む)
レーザーマーキング装置、レーザーマーカ用の加工条件設定装置及びコンピュータプログラム
【課題】 ワークの材質に応じた適切な加工条件を容易に探知することができるレーザーマーキング装置を提供する。
【解決手段】 加工条件設定装置11は、加工パラメータとして、異なるパラメータ値を指定してマーキングされた複数のシンボル31で構成されるサンプルパターン30をワークW上に形成させる装置であって、2以上のワーク材質のいずれかを選択するワーク材質選択部21と、互いに異なる2以上の探索範囲をワーク材質に対応づけて記憶する探索範囲記憶部20と、選択されたワーク材質に基づいて、探索範囲のいずれかを選択する探索範囲選択部23と、選択された探索範囲内の異なる2以上のパラメータ値を加工パラメータとして順次に指定してレーザー光を照射させるためのサンプル加工データを生成するサンプル加工データ生成部24と、サンプル加工データをレーザーマーカ12へ送信するサンプル加工データ送信部25により構成される。
(もっと読む)
レーザ照射位置情報取得方法及びレーザの焦点合わせ方法
【課題】レーザヘッドを移動させることなくXY方向とZ方向の正確なレーザ照射位置情報を取得すること。
【解決手段】定位置に固定したレーザヘッド22からレーザを発射して樹脂プレート30Aの同一表面に複数点照射することにより、XY方向におけるレーザ照射位置情報を得る。次に、樹脂プレートの高さを2回変えてレーザヘッド22からレーザを発射して樹脂プレート30B,30Cの同一表面に複数点照射することにより、XY方向におけるレーザ照射位置情報を得ると共に、高さの異なるZ方向におけるレーザ照射位置情報を得る。その得られたZ方向におけるレーザ照射位置情報に基づき、レーザヘッド22のZ方向における位置を微調整することにより、レーザの焦点合わせをする。
(もっと読む)
レーザー加工装置
【課題】加工痕における光吸収が低減され、しかもサファイアからの光の取り出し効率が高められるとともに高速処理が可能な、被加工物に分割起点を形成する加工方法およびこれを実現するレーザー加工装置を提供する。
【解決手段】超短パルスのパルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工物において離散的に形成されるようにパルスレーザー光を被加工物に照射し、個々の単位パルス光が被照射位置に照射される際の衝撃もしくは応力によって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
レーザ加工装置、レーザ加工データ設定装置、レーザ加工データ設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】加工面の立体形状の指定を容易に行えるレーザ加工装置を提供する。
【解決手段】加工対象面上に、加工パターン入力手段により入力された加工パターンを仮想的に一致させるように、加工パターンをプロファイル情報に基づいて3次元形状に変形し、3次元レーザ加工データを生成する加工データ生成部と、3次元形状に変形された加工パターンを、加工対象面と共に3次元表示する3次元表示手段と、3次元表示手段に表示された加工対象面の配置位置を、第一のスキャナ及び第二のスキャナの可動範囲により定まる作業領域内において調整するための調整手段と、を備え、レーザ制御部は、加工データ生成部により生成された3次元レーザ加工データ、及び調整手段により調整された加工対象面の配置位置に基づいて、レーザ発振部、ビームエキスパンダ、第一のスキャナ及び第二のスキャナを備えるレーザ光走査系を制御するよう構成される。
(もっと読む)
レーザー加工装置
【課題】加工痕における光吸収が低減され、しかもサファイアからの光の取り出し効率が高められるとともに高速処理が可能な、被加工物に分割起点を形成する加工方法およびこれを実現するレーザー加工装置を提供する。
【解決手段】超短パルスのパルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工物において離散的に形成されるようにパルスレーザー光を被加工物に照射し、個々の単位パルス光が被照射位置に照射される際の衝撃もしくは応力によって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
被加工物の加工方法および被加工物の分割方法
【課題】加工痕における光吸収が低減され、しかもサファイアからの光の取り出し効率が高められるとともに高速処理が可能な、被加工物に分割起点を形成する加工方法およびこれを実現するレーザー加工装置を提供する。
【解決手段】超短パルスのパルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工物において離散的に形成されるようにパルスレーザー光を被加工物に照射し、個々の単位パルス光が被照射位置に照射される際の衝撃もしくは応力によって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
太陽電池パネル製造装置及び太陽電池パネル製造方法並びにレーザ加工装置及びレーザ加工方法
【課題】
本発明は、分岐光学ヘッドの取付け調整の容易な、または分岐光学ヘッドの光軸の位置ズレを容易に検出できる太陽電池パネル製造装置または太陽電池パネル製造方法或いはレーザ加工装置またはレーザ加工方法を提供することにある。
【解決手段】
本発明は、複数のレーザ光に分岐する分岐光学ユニットにレーザ光を導入し、太陽電池膜を構成する膜に前記分岐されたレーザ光を照射して前記膜の一部を除去し、前記膜にスクライブを形成する太陽電池パネル製造装置または太陽電池パネル製造方法において、前記導入されたレーザ光の撮像し、撮像結果に基づいて前記導入光軸の位置を検出することを特徴とする。
(もっと読む)
レーザ加工方法および装置
【課題】確実に有機物を加工できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置1は、レーザにより樹脂層を加工する加工部100と、加工中に反応性ガスを供給する反応性ガスソース150と、反応性ガスを閉じ込める閉じ込め部152とを備える。
(もっと読む)
レーザ発振器制御装置
【課題】レーザ発振器からの送信に異常があった場合のレーザ発振器の不所望な動作を防止する。
【解決手段】コントローラ1は、所定周期で変化する交番信号S2を生成し、この交番信号S2をレーザ発振器2に送信する交番信号送信回路11,13を有し、レーザ発振器2は、コントローラ1からの交番信号S2に対応して周期的に変化する戻り信号S3を生成し、この戻り信号S3をコントローラ1に送信する戻り信号送信回路21,26を有する。さらにコントローラ1は、レーザ発振器2からの戻り信号S3を監視し、戻り信号S3が異常であると判定すると、レーザ発振器2によるレーザ照射を停止するための停止制御信号S5を出力する監視回路12,15を有する。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】レーザ加工方法において、加工速度の向上を図る。
【解決手段】本レーザ加工方法では、レーザ光を照射し、マスク501に形成されたパターンを介し、結像レンズ506を経て、基板600上に像を照射する。なお、一度のパルス照射で、基板600上には、複数の像が投影される。そして、一度に基板600上に照射される像間の間隔を調整し、マスク501と基板600の、1パルス間の相対移動量を当該間隔にあわせて調整し、そして、スキャン速度を調整する。これにより、スキャン速度を向上でき、生産性の向上に寄与できる。
(もっと読む)
121 - 140 / 547
[ Back to top ]