
Fターム[4E068CC06]の内容
Fターム[4E068CC06]に分類される特許
161 - 180 / 251
レーザ加工装置
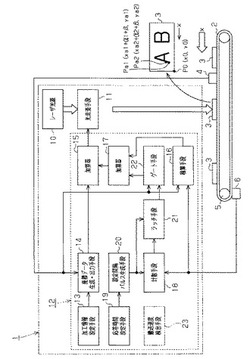
【課題】応答時間の異なるセンサを用いても、加工対象物に対する加工位置精度を向上することのできるレーザ加工装置を提供する。
【解決手段】応答時間設定手段19にてトリガセンサ4の応答遅れ時間が設定され、設定した応答遅れ時間が設定間隔パルス生成手段20や計数手段18等で構成される応答時間補正手段にて加工対象物3の移動量に変換・出力され、その移動量を加味した加工パターンの座標データが生成されて、加工パターンの位置が補正されることとした。
(もっと読む)
測定スケールのための精密マーク生成方法、測定スケール形成装置およびマーキング装置

【課題】測定スケールの精度を改善する。
【解決手段】ステンレス鋼製のリボン(1)の形態をもつ測定スケールのための精密マーク(28)を生成する方法および装置を開示する。レーザ(21)を用い、リボン上にアブレーションを生じさせるフルエンスをもつ超短パルスを発生する。スキャナ(25)を介してレーザ光を走査することができ、マーク(28)のピッチを制御する。これらにより、スケールの精度が改善される。
(もっと読む)
基板分割方法、及び表示装置の製造方法
【課題】接着剤層を介して石英基板を貼り合わせた分割対象基板に対して、気泡を発生さ
せることなく分割することが可能なレーザスクライブ方法を提供する。
【解決手段】接着剤層3を介して石英基板1,2を貼り合わせて分割対象基板4とし、主
として、その石英基板1,2の部分にレーザビーム照射装置10からレーザビームを照射
して改質領域を生成し、その改質領域を所定の範囲に形成することで分割対象基板4を分
割可能とするレーザスクライブ方法にあって、レーザビーム照射装置10からレーザビー
ムを照射する以前に石英基板1,2の厚さを非接触に検出し、検出された石英基板1,2
の厚さから接着剤層3の位置を検出し、検出された接着剤層3の位置に集光領域がかから
ないレーザビームの集光位置及び収差補正を設定し、その集光位置及び収差補正に基づい
てレーザビーム照射装置10からレーザビームを照射する。
(もっと読む)
ノズル検査装置およびノズル検査方法
【課題】加工ノズルを損傷させることなく簡易な構成で正確な加工ノズルの検査を容易に行なうことができるノズル検査装置を得ること。
【解決手段】加工処理の種類に応じた加工ノズルで被加工物のレーザ加工を行なうレーザ加工機の加工ノズルを検査するノズル検査装置において、上端部が下端部よりも細いテーパー状のゲージ32と加工ノズルとの間の静電容量を測定する静電容量測定部14と、ゲージ32がレーザ出射口に挿入されるよう加工ノズルのゲージ32に対する高さを制御する加工ヘッド制御部12と、静電容量が予め設定した所定値を示す際の加工ノズルの高さを検出するZ座標検出部13と、検出した加工ノズルの高さに基づいて、加工ノズルが装着対象の加工ノズルに対応するノズル内径を有しているか否かを判定するノズル判定部16と、ノズル判定部16の判定結果を出力する判定結果出力部18と、を備える。
(もっと読む)
レーザ加工装置
【課題】ガイドレーザにより加工用レーザが照射される範囲を適切に示すことが可能なレーザ加工装置を提供する。
【解決手段】不可視波長の加工用レーザ光源と、可視波長のガイドレーザ光源とを同軸上に合流させ、ガイドレーザGのビームスポットが常に加工用レーザLのビームスポットをほぼ包含する大きさに設定することにより、作業者がガイド表示動作に基づいて加工を行ったときに、意図しない箇所に加工が施されることを防止できる。
(もっと読む)
レーザ加工方法
【課題】レーザ溶接を安定して行うことができるレーザ加工方法を提供すること。
【解決手段】レーザ加工方法は、断面円弧状の円弧部をそれぞれ含む一対のワークについて、円弧部の外周面側同士を当接させ、この当接した部分に、レーザ光を照射して溶接する。このレーザ加工方法は、一対のワークの断面を仮想平面上に生成するステップST1と、仮想平面上に所定半径の円を生成するステップST2と、この生成した円を、ワーク同士の当接した部分に向かって移動して、一対のワークの両方に当接させ、この円と前記一対のワークとの接点を求めるステップST3と、円の中心と接点とが成す角度を二等分する角度を演算するステップST4と、この演算した角度を照射方向としてレーザ光を照射するステップST5と、を備える。
(もっと読む)
レーザ加工システム
【課題】本発明は、搬送される連続の加工媒体にレーザ光を照射して所定数の微小孔を形成する加工を行うレーザ加工システムに関し、連続加工媒体の加工表面に対して傾斜角度毎に制御を必要とせずに各傾斜角度の微小孔形成を容易とすることを目的とする。
【解決手段】連続加工媒体12を懸架する媒体懸架部22〜27における各一組のローラ部のローラ配置で当該連続加工媒体12を水平、右上がり又は左下がりの角度とさせ、これを所望角度毎に配置させてそれぞれの対応する角度の連続加工媒体12の加工領域に対応するそれぞれのレーザ照射手段32A〜32Cにより垂直方向からレーザ照射させて所定数の微小孔を当該連続加工媒体12の厚さ方向に対して対応角度で形成させる構成とする。
(もっと読む)
加工装置および材料加工方法
本発明は、少なくとも1つの高エネルギの加工ビーム(22)、特に電子ビームまたはレーザービームを準備するように形成された、少なくとも1つの加工ヘッド(16)を有する加工装置(10)に関する。この種の加工装置は、工作物(28)において材料を除去するため、あるいは工作物(28)を材料結合で結合するため、特に溶接するために、使用される。本発明によれば、加工ヘッド(16)に、表面走査のために設けられた、光学的な干渉トモグラフとして形成された、少なくとも1つの走査装置(32)が対応づけられていることが提案される。さらに、光学的干渉トモグラフを用いて、工作物の未加工の、加工された、あるいは加工中の表面領域を走査するために、高エネルギの加工ビームを使用しながら、材料を加工する方法が提案される。 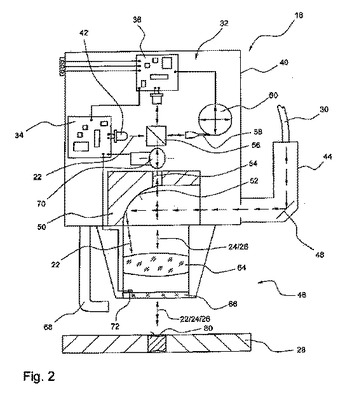 (もっと読む)
(もっと読む)
レーザー加工装置
【課題】被加工物の加工面に被覆された保護膜の厚みを確認することができる機能を備えたレーザー加工装置を提供する。
【解決手段】被加工物の加工面に保護膜を被覆する保護膜被覆手段と、加工面に保護膜が被覆された被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物の加工面にレーザー光線を照射するレーザー光線照射手段とを具備するレーザー加工装置であって、保護膜被覆手段によって被加工物の加工面に被覆された保護膜の厚みを計測する厚み計測手段を備えている。
(もっと読む)
レーザ加工装置及びレーザ加工装置の制御方法
【課題】本発明はワークとレーザ加工ヘッド部との距離調整を高精度且つリアルタイムで行なうことを課題とする。
【解決手段】レーザ加工装置10は、ワーク20が載置されるXYテーブル30と、XYテーブル30上に複数の垂直方向駆動用の圧電素子40が並設され、複数の圧電素子40の上端がワーク20の下面に当接してワーク20の高さ位置を微調整する高さ微調整部50と、ワーク20の加工面に対して上方からレーザ光を照射するレーザ加工ヘッド部60と、XYテーブル30を水平方向(XY方向)に移動させるXYテーブル駆動部70と、レーザ加工ヘッド部60とワーク20の加工面との距離を測定するハイトセンサ80と、ハイトセンサ80により測定された距離データに基づいて圧電素子40を選択的に駆動してレーザ加工ヘッド部60とワーク20の加工面との距離がレーザ加工ヘッド部60の焦点距離または結像距離と一致するように制御する制御装置90とを有する。
(もっと読む)
レーザー加工装置
【課題】ボンディングパッドを溶融することなくウエーハにボンディングパッドに達するビアホールを効率よく形成することができる穴あけ方法を提供する。
【解決手段】パルスレーザー光照射手段と、コントローラを具備するレーザー加工装置であって、レーザー光照射手段は、パルスレーザー光を発振するレーザー光発振手段と、レーザー光発振手段が発振したパルスレーザー光の光軸を加工送り方向に偏向する光軸変更手段と、光軸変更されたレーザ光を集光する集光器9とを具備し、コントローラは、被加工物に設定された複数の加工位置座標を記憶するメモリを具備しており、パルスレーザー光の周波数に対応して光軸変更手段を制御し、所定の加工位置座標に1パルスずつ順次レーザーパルスを複数回照射する際に、同一の加工位置座標にパルスレーザー光線を照射する時間間隔が所定時間以上になるように加工すべき所定の加工位置座標を決定する。
(もっと読む)
チャックテーブルに保持された被加工物の計測装置およびレーザー加工機
【課題】チャックテーブルに保持された半導体ウエーハ等の被加工物の上面高さや厚みを確実に計測することができる計測装置および計測装置を装備したレーザー加工機を提供する。
【解決手段】被加工物を保持するチャックテーブルに保持された被加工物の高さを計測する計測装置であって、白色光源と白色光を音響光学変更手段によって分光された回折光の一部の波長の光を通過せしめる第1のピンホールマスクと、第1のピンホールマスクを通過した光を集光して被加工物に照射する色収差レンズと、被加工物に照射された光の反射光を偏向するビームスプリッターと、ビームスプリッターによって偏向された反射光を通過せしめる第2のピンホールマスクと、第2のピンホールマスクを通過した反射光の受光信号を出力する受光素子と、音響光学偏向手段の制御信号と受光素子からの受光信号に基いて被加工物の高さ位置を求める制御手段とを具備している。
(もっと読む)
レーザ描画方法及びレーザ描画装置
【課題】音響光学回折素子を用いたレーザアニール等のレーザ描画において、被処理物上での回折光の到達位置を一定に変化させ、又は/及び回折光強度を回折角度によらず一定に維持する。
【解決手段】レーザ描画装置1は、レーザを出射する光源2と、光源2からのレーザ光を回折光として出射させる音響光学回折素子4と、音響光学回折素子4で偏向される回折光を被処理物上に集光させる、第1のfθレンズ群6aと第2のfθレンズ群6b及び対物レンズ7と、回折光強度検出部9及び位置検出部10と、強度信号補正用テーブル11及び回折角度補正用テーブル12とを有する。そして、強度信号補正用テーブル11及び回折角度補正用テーブル12を参照して、音響光学回折素子4に入力する高周波信号の振幅及び周波数を制御し、音響光学回折素子4が出射する回折光の回折光強度及び回折角度を補正する。
(もっと読む)
DOE調整方法およびレーザ加工装置
【課題】光軸に対するDOEの傾きの調整を容易に行なうことができるDOE調整方法およびレーザ加工装置を得ること。
【解決手段】レーザ加工装置の光源から出射されたレーザ光を分光して被加工物側へ送るDOEを、当該DOEへ入射するレーザ光の光軸に対して位置調整するDOE調整方法において、DOEを配設したレーザ加工装置が実際にレーザ加工した後の加工穴の位置ずれを測定する位置測定ステップと、位置ずれの測定結果に基づいてレーザ光の光軸方向と垂直な方向の回転軸でDOEを回転させ、当該DOEの回転によってDOEの位置調整を行なう位置調整ステップと、を含む。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】効率的な倣い制御による高精度なレーザ加工を実現する。
【解決手段】光学系ユニットを通過して加工対象物の予め設定された加工対象領域に照射されるレーザ光の焦点を制御して、倣い制御によるレーザ加工を行うレーザ加工装置において、前記光学系ユニットを前記レーザ光の光軸方向に移動させる光学系ユニット駆動手段と、前記加工対象物を保持したステージを前記光軸方向に対して垂直方向に移動させるステージ駆動手段と、前記加工対象領域をライン毎に加工するために前記ステージが移動する方向に対して、前記レーザ光が照射される前に前記加工対象物の照射面の位置を計測する第1の位置計測手段と、前記第1の位置計測手段により得られる計測結果と予め蓄積された補正情報とに基づいて、前記光学系ユニット駆動手段により前記光学系ユニットを所定位置に調整させるための制御手段とを有することにより、上記課題を解決する。
(もっと読む)
捺印装置及び捺印方法
【課題】生産効率の向上を図って、短時間に大量の製品(ワーク)に順次、補正用爪等の機械的な位置決め手段(補正手段)を用いることなく正確に捺印していくことができる捺印装置及び捺印方法を提供する。
【解決手段】ワーク捺印位置Bに搬送されるワークWにレーザーマーカー2にて捺印する。ワーク捺印位置Bより上流側のワーク検出位置Aでワーク位置情報を検出する。ワーク検出位置Aからワーク捺印位置Bに搬送されている間において制御手段3に送信されるワーク位置情報に基づいて、ワークWが捺印位置に搬送されて直ちにレーザーマーカー2を制御してワーク正規位置に捺印する。
(もっと読む)
レーザ加工装置
【課題】 レーザ加工の精度を向上できるレーザ加工装置を提供すること。
【解決手段】 レーザ加工装置1は、レーザ光源を含むレーザ発振部2と、レーザ光源から発振されるレーザ光の光軸上に配置された集光光学系3と、レーザ加工装置1が所定の加工予定線SSに沿って移動する際に、集光光学系3と加工予定線SSとのずれ量を検出する倣い機構4とを備え、集光光学系3は、当該検出したずれ量に基づいて、レーザ光の光軸をレーザ発振部2に対して相対的に調整する。
(もっと読む)
レーザ加工装置
【課題】加工ヘッドとワークの衝突を回避してワークの安定したレーザ加工を行なうレーザ加工装置を得ること。
【解決手段】レーザ加工装置において、ワーク104と加工ヘッド3の相対位置を制御するNC制御部7と、NC制御部7が加工ヘッド3を退避位置から次の加工ポイントへアプローチさせる際にワーク104の加工面と加工ヘッド3との間の最短距離を距離情報として検出する距離検出部と、を備え、NC制御部7は、加工ヘッド3を退避位置から次の加工ポイントへアプローチさせる際に距離検出部が検出した距離情報に基づいて加工ヘッド3の倣い制御を行なうとともに、アプローチの際には加工ヘッド3を退避位置から次の加工ポイントへ斜め下降させる斜め下降制御を用いてアプローチさせる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】加工ノズルの交換を行う場合でも加工品質に優れたレーザ加工装置を提供する。
【解決手段】交換自在に装着された加工ノズル15を有する加工ヘッド13と、加工ヘッド13に対して加工ノズル15の着脱交換を行う加工ノズル交換手段16と、加工ヘッド13とワーク4とXYZ軸方向の任意の位置に移動するとともに加工ヘッド13を加工ノズル交換手段16まで移動する移動手段30と、複数種の加工ノズル13とワーク4との間隔に応じた間隔信号の校正値をそれぞれ取得し複数種の加工ノズル15に対応させて各校正値を蓄積しレーザ加工に応じて複数種の加工ノズル15から適切な加工ノズル15を移動手段30および加工ノズル交換手段16を制御して加工ヘッド13に装着させて装着された加工ノズル15に対応した校正値に基づいて移動手段30を制御して加工ヘッド13の位置を制御してレーザ加工を行う制御手段18とを備える。
(もっと読む)
レーザ加工装置
【課題】滑らかな曲面にて、所望のビーム形状に素早く変化させるようにする。
【解決手段】レーザ発振器から出射されたレーザビーム2を、集光レンズ3を介して被加工物1の表面に照射し、所定の加工を行なうレーザ加工装置である。レーザビーム2における、例えば縦方向と横方向のビーム形状を変化させる微小変形レンズ4,5と、レーザビーム2のビーム形状を所定の形状に変化させるべく、前記微小変形レンズ4,5の変形量を制御するレンズ変形量制御装置を備える。前記微小変形レンズ4,5は、レンズの外周部に設けた複数のアクチュエータ4b、5bにより所定形状に変形させる構造である。
【効果】通常のレンズと同等の滑らかな曲面にて、所望のビーム形状に素早く変化させることができるので、被加工物の形状が変化しても、所望のビーム形状を維持しつつ、精度よく加工できる。
(もっと読む)
161 - 180 / 251
[ Back to top ]