
Fターム[4E068CC06]の内容
Fターム[4E068CC06]に分類される特許
101 - 120 / 251
3次元体を連続して精密機械加工するためのヘッドおよび上記ヘッドを備えた機械加工装置
3次元体を連続して精密機械加工するためのヘッドであって、第1機械回転軸(A)を有し、機械加工装置のフランジに繋がる締結手段(1)と、上記第1機械回転軸(A)に連続している第2機械回転軸(B)を有し、上記第2機械回転軸(B)が、上記第1機械回転軸(A)に直交する共に、上記第2機械回転軸(B)と上記第1機械回転軸(A)が交点(M)で交差している中間手段(2)と、上記第1機械回転軸(A)および上記第2機械回転軸(B)と連続している第3機械移動軸(C)を有する端末機械加工手段(3)とを備え、上記中間手段は、中心が上記交点(M)に位置する円弧の形状を有し、上記第1機械回転軸(A)および上記第3機械移動軸(C)が、上記円弧対し放射状に方向付けられている。  (もっと読む)
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 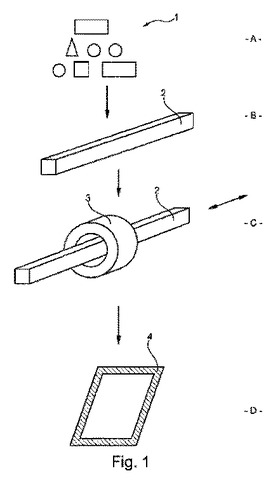 (もっと読む)
(もっと読む)
線材の模様付け加工方法および装置
【課題】眼鏡枠用の線材などの長尺の線材に対してレーザ光によって連続的に自動運転で高精度の模様付け加工を行うための方法および装置を提供する。
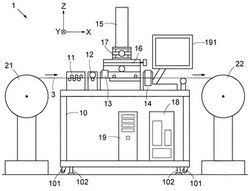
【解決手段】長尺の線材3の曲がりを直線矯正部11により直線状に矯正する手順と、前記線材を線材移動部14により保持してその軸線方向に所定量だけ移動させる手順と、前記線材を前記線材移動部による保持位置よりも後方の位置で線材固定部13により保持して固定する手順と、前記線材固定部および前記線材移動部によって保持された両保持位置の中間部分の前記線材の表面に対して、レーザ加工部15によりレーザ光を照射して模様付け加工を行う手順と、前記線材固定部による前記線材の保持を解放する手順とを順次繰り返すことにより、前記線材に周期的な模様を形成するものである。
(もっと読む)
材料に穴を開けるための装置および方法

レーザビーム照射によって固形のシート材料(1)に穴を生成するための装置が記載され、この装置は、レーザ照射源と、使用の際に、穴が形成される固形のシート材料(1)の表面上に、その照射源から、レーザ照射のビームを衝突させるための焦点合わせ装置(11)と、その固形のシート材料(1)を保持するための保持デバイス(7)とを備え、この保持デバイス(7)は、使用の際、弓形の構成にて、そのシート材料(1)を保持するように構造化される。このような弓形の構成を利用する固形のシート材料に穴を生成する方法もまた記載される。 (もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】レーザ加工ヘッドがワークに衝突した後、復元機構により加工ノズルが正規の状態に復元された場合に、ワークの加工作業を再開し、作業能率を向上できるレーザ加工方法を提供する。
【解決手段】レーザ加工ヘッド20によるワークの加工作業中に、ワークに対する加工ノズル24の衝突が検出されたとき、加工作業を停止する。基準部材34に加工ノズル24を対向させ、基準部材34と加工ノズル24との実際のギャップを測定し、加工ノズル24のZ軸実座標値を演算する。このZ軸実座標値とZ軸基準座標値との差を演算する。この差が許容範囲か否かを判別し、許容範囲内のときには、加工ノズル24の先端面を撮影し、この画像データにより加工ノズル24の孔の孔実座標値を演算する。この孔実座標値と孔基準座標値との差が許容範囲か否かを判別し、許容範囲内のときには加工作業を再開し、許容範囲外のときは加工作業を停止する。
(もっと読む)
レーザ加工装置、レーザ加工制御方法およびレーザ加工用プログラム
【課題】被加工物の上面高さ位置を常に適正に検出して被加工物に対する加工用レーザ光線の集光点位置が適正な状態でレーザ加工を施すことができるようにする。
【解決手段】分割予定ラインの上面高さ位置のバラツキ範囲が第2の集光点位置調整手段の移動可能範囲よりも狭いにも関わらず、例えば、分割予定ラインの上面高さ位置が第2の集光点位置調整手段の移動可能範囲より上側に存在することにより検出不可能な箇所があった場合は、一番下側に存在する上面高さの最下位置を記憶させ、第1の集光点位置調整手段によって、第2の集光点位置調整手段の移動可能範囲の最も下側の位置を最下位置よりも僅かに下側に位置付けるように、自動的に被加工物の上面に対する第2の集光点位置調整手段の位置関係を調整することで検出可能とした。
(もっと読む)
レーザ加工装置
【課題】加工対象が設置された位置および傾きによらず、加工対象に対して位置精度良くレーザ加工を行う。
【解決手段】加工対象1を一定速度で第1の方向に搬送する加工対象搬送手段2と、加工対象搬送手段2上における加工対象1の位置を検出する位置検出手段3と、レーザ発振器4と、レーザ発振器4から出力されたレーザビームBの偏向方向を第1の方向と平行な方向において調整してレーザビームBを偏向させる偏向手段6と、偏向手段6で偏向されたレーザビームBを偏向して被加工面に対して既定の走査方向に一定速度で走査する走査手段7と、位置検出手段3で検出した加工対象搬送手段2上における加工対象1の位置の検出結果と、加工対象1の搬送位置に関する情報と、に基づいて偏向手段6におけるレーザビームBの偏向方向を制御する制御手段8と、偏向手段6および走査手段7で偏向されたレーザビームBを被加工面上に集光する集光手段9と、を備える。
(もっと読む)
加工装置
【課題】本発明は、生産性が向上するとともに、加工のフレキシビリティを向上できる加工装置を提供する。
【解決手段】加工装置10は、レーザ発振器20と、レーザ発振器20を制御する全体制御装置25と、複数の加工ユニット50とを備える。加工ユニット50は、プリンタヘッド30を移動可能に保持する保持部60と、レーザ光Lをプリンタヘッド30側へ導く光学系300と、レーザ光Lの到達を選択的に阻止するシャッター180と、保持部60を制御するとともに全体制御装置25にレーザ要求信号を送信する個別制御装置200とを備える。全体制御装置25は、レーザ光の送信要求があると当該送信要求を送信した加工ユニット50のシャッター180を制御してレーザ光がプリンタヘッド30に到達可能にするとともに、レーザ発振器20を駆動してレーザ光を発振する。
(もっと読む)
レーザ加工装置
【課題】ギャップ制御動作の起動等の時間を短縮し、ギャップ制御動作の高精度および高速化を図る。
【解決手段】加工ノズル(24)から射出されたレーザ光を集光して被加工物(W)に照射しつつ、加工プログラムに基づいて加工ノズルおよび被加工物を相対移動させることにより被加工物を加工するレーザ加工装置(1)は、加工ノズルが取付けられている制御軸(29)と、加工ノズルを被加工物に向かって前進および被加工物から後退させるように制御軸を駆動する駆動部(22)と、駆動部を制御するサーボ制御部(12)と、駆動部の位置を検出する位置検出部(23)と、加工ノズルと被加工物との間のギャップを検出するギャップセンサ(25)とを含む。サーボ制御部は、位置検出部により検出された駆動部の位置をギャップセンサにより検出されたギャップ検出値に基づいて変更し、それにより、加工ノズルと被加工物との間のギャップを一定に維持するギャップ制御を行う。
(もっと読む)
パイプのレーザ加工方法
【課題】パイプを斜め方向の平面にそって溶断する過程において、簡単な手段によって、斜め方向の輪切り状の溶断面の段差やずれの発生を防止し、目標の溶断面を得る。
【解決手段】レーザ加工ヘッド4のレーザを加工対象のパイプ1に斜め方向からあて、パイプ1の半分を輪切り状に溶断してから、パイプ1の長手方向の中心線6を回転軸としてパイプ1を180度反転させた後に、レーザをパイプ1の残り半分に斜め方向からあて、パイプ1の残り半分を輪切り状に溶断して、パイプ1を斜め方向の平面にそって溶断する加工において、溶断前に、パイプ1の溶断位置の近くで、パイプ1の上面、およびパイプ1の両側面のうち少なくとも何れかの面をセンサ7により測定し、測定した実際のパイプ位置と理想のパイプ位置とを比較し、補正の必要なときに、実際のパイプ位置と理想のパイプ位置とのずれ量に応じて、加工時の座標を補正する。
(もっと読む)
加工機及びその加工機の未加工製品特定方法
【課題】ワークの加工中の未加工製品をスキップし加工後に確認する。
【解決手段】ワークWを加工するレーザ加工機1である。そして該レーザ加工機1は、ワークWの加工中に加工不良が生じたことを検知する検知手段59と、検知手段59の検知に基づき未加工製品を特定する未加工製品特定手段63と、未加工製品特定手段63により未加工製品が特定された場合に該未加工製品に対する加工をスキップするスキップ処理手段61と、未加工製品特定手段63により特定された未加工製品を登録する未加工製品情報登録手段65とを備える。
(もっと読む)
加工ヘッドを有する台車を複数備えたレーザ加工装置
【課題】1つ又は隣接する複数のワークを複数の加工ヘッドで同時に加工して生産効率の向上を図ろうとする場合の、レーザ加工の順序を計画するための技術を提供する。
【解決手段】ワーク12の全ての加工セグメントの加工時間を積算して全加工時間積算値とし、加工セグメントをX座標に沿って並べ替え、全加工時間積算値の半分になるまで、各加工セグメントの加工時間をX軸の順に順次積算する。ここまでの加工セグメントをX座標の小さい方に位置する台車20でレーザ加工を行うこととし、それ以外の加工セグメントをX座標の大きい方に位置する台車22でレーザ加工を行う。実際の加工では、台車20が加工母材の最小X座標値側の端から加工を開始し、一方台車22は加工母材の中央近辺から加工を開始する。
(もっと読む)
金属ストリップの溶接システム
三つの軸x,y及びz上を移動することが可能で、端部の用意のための切断作業及び溶接作業と共に溶接した接合部の側部切込み作業をも行うことが可能なレーザー溶接切断システムを備える金属ストリップ用溶接システムであり、特定の機械システムを必要とせず、投資する時間と費用の観点からかなりの節約となる。そのシステムは、適応性があり、寸法及び物理化学的性質の観点から、広範な製品を対象とすることが可能である。更に、溶接方法についても説明するが、該溶接方法は、迅速で、同時に正確でもあり、ストリップ溶接のより高い質を確保しつつ、生産コストを低減する。 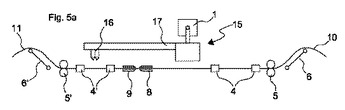 (もっと読む)
(もっと読む)
溶接缶胴の製造方法、溶接缶胴、および溶接缶胴の製造装置
【課題】シーム溶接端部の補修溶接性に優れた溶接缶胴の製造方法、溶接缶胴、および溶接缶胴の製造装置を提供する。
【解決手段】金属ブランクの対抗する端縁部10a、10bを重ね合わせて、重ね合わせ部10cを有する缶胴成形体10を形成し、重ね合わせ部10cの両面にそれぞれ線電極3、4を接触させて、電気抵抗マッシュシーム溶接して溶接缶胴12を製造する方法において、シーム溶接部Bの外側端部C1に沿ってレーザ光Lを照射し、外側端部C1を溶融させる事で外側端部C1を整形加工する。
(もっと読む)
チャックテーブルの付着物除去方法およびレーザー加工装置
【課題】チャックテーブルの被加工物を保持する保持面を有する保持テーブルに付着した付着物を除去する付着物除去方法および付着物除去機能を備えたレーザー加工装置を提供する。
【解決手段】被加工物を保持する保持面を有する石英からなる保持テーブルを備えたチャックテーブルと、チャックテーブルに保持された被加工物にレーザー光線を照射するレーザー光線照射手段とを具備し、保持テーブルの保持面に粘着テープを介して保持された被加工物にレーザー光線を照射することにより粘着テープが溶融して保持テーブルの保持面に付着した付着物を除去するチャックテーブルの付着物除去方法であって、
保持テーブルを形成する石英に対しては透過性を有し付着物に対しては吸収性を有する波長のレーザー光線を該保持テーブルの保持面に付着した付着物に照射することにより、付着物を焼失せしめる。
(もっと読む)
位置決め制御装置及びレーザ加工機
【課題】
位置決め時間を短くする位置決め制御装置を提供する。
【解決手段】
モータの位置決め制御を行う閉ループ制御系の位置決め制御装置100であって、モータの目標位置が入力される目標位置入力ブロック1と、モータの実位置及び実速度をフィードバックして、目標位置入力ブロック1に入力された目標位置とモータの実位置との偏差に応じた第一の目標指令信号を生成する制御則A(17a)と、モータの実位置及び実速度をフィードバックして、目標位置とモータの実位置との偏差に応じた第二の目標指令信号を生成する制御則B(17b)と、目標位置に応じて、第一の目標指令信号と第二の目標指令信号とのいずれかをモータに入力するように切り替えるスイッチブロック5とを有し、制御則A及び制御則Bは、閉ループ制御系の極配置が互いに異なるように設定されている。
(もっと読む)
レーザ加工機
【課題】反りのあるワークであっても、精度良く加工することができるレーザ加工機を提供する。
【解決手段】ワーク30の加工に先立ち、断面の大きさがfθレンズ10で定まる加工領域よりも大きい中空部が形成された加圧プレート55を有する加圧装置50によりワーク30を加工テーブル3に付勢する。この状態でレーザ発振器5から出力されたレーザ6をfθレンズ10により集光して加工テーブル3上に載置されたワーク30を加工する。
(もっと読む)
加工装置および加工方法
【課題】ワーク、特にサファイア基板等のワークにおける、ワーク表面の高さバラツキを確実に精度高く検出することで、均一な加工を施すことができるようにする。
【解決手段】加工対象となるワークWを透過せず、かつ、ワークW表面の高さバラツキの大きさ(例えば、2μm)の2倍以上なる波長、例えば波長10μm以上の光を発する光源2を用い、基準用光と検出用光との干渉を利用する干渉計1と高さ測定手段7とからなるワーク表面高さバラツキ検出機構30を備える。
(もっと読む)
レーザ溶接用治具
【課題】 レーザ溶接の溶接精度を向上させることのできるレーザ溶接用治具を提供することにある。
【解決手段】 レーザ溶接をするために用いられる治具であって、熱伝導性を有する物質を用い形成され、レーザ光を照射するための貫通孔HLが設けられたブロック11と、貫通孔HLの内部にシールドガスを充填させるための管部12を備えたレーザ溶接用治具10。
(もっと読む)
レーザー加工装置
【課題】被加工物の蛇行した加工位置に対応して効率よくレーザー加工を施すことができるレーザー加工装置を提供する。
【解決手段】レーザー光線照射手段はレーザー光線を発振するレーザー光線発振手段と該レーザー光線発振手段から発振されたレーザー光線を集光する集光レンズ534を備えた集光器53を備えており、集光器をY軸方向に移動せしめる集光器移動アクチュエータ8と、集光器のY軸方向移動位置を検出する集光器移動位置検出手段と、集光レンズによって集光されるレーザー光線の光軸より加工方向前方の加工位置におけるY軸方向の被加工物の変位を検出する加工位置変位検出手段7と、加工位置変位検出手段7および集光器移動位置検出手段からの検出信号に基づいて集光器移動アクチュエータ8を制御する制御手段とを具備している。
(もっと読む)
101 - 120 / 251
[ Back to top ]