
Fターム[4E068CC06]の内容
Fターム[4E068CC06]に分類される特許
21 - 40 / 251
位置補正装置およびレーザ加工機
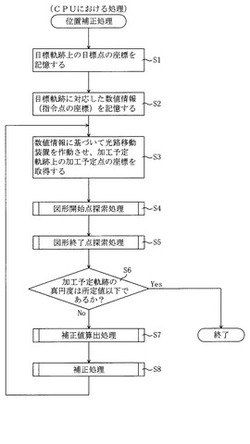
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
(もっと読む)
溶接装置及び溶接方法

【課題】ロータ軸の軸心と翼車の重心との位置合わせ精度を従来よりも向上させる。
【解決手段】支持軸の端面に翼車の背面の開先面を当接させて溶接する方法であって、翼車の重心位置を計測する重心計測工程S1と、支持軸の端面に翼車の背面に形成された開先面を当接させた状態で支持軸の中心軸線と翼車の中心軸線との位置関係を計測する位置計測工程S2と、位置計測工程S2によって中心軸線同士が位置合わせされた支持軸及び翼車について、翼車の重心位置及び支持軸周りの溶接開始位置に基づいて溶接変形による重心位置の変位方向及び変位量を特定する重心変位特定工程S3と、溶接変形後の重心位置が支持軸の中心軸線の延長線に最も近くなるように支持軸の中心軸線と翼車の中心軸線とを相対的に変位させる位置修正工程S4と、位置修正工程S4によって中心軸線同士が変位した支持軸の端面と翼車の開先面とを溶融接合する接合工程S5とを備える。
(もっと読む)
レーザー加工装置
【課題】加工送り手段による加工送りによって発生する振動を吸収することができるレーザー加工装置を提供する。
【解決手段】被加工物を保持する被加工物保持手段と、被加工物保持手段に保持された被加工物にレーザー光線を照射するレーザー光線照射手段と、被加工物保持手段とレーザー光線照射手段とを加工送り方向(X軸方向)に相対的に加工送りする加工送り手段と、被加工物保持手段とレーザー光線照射手段とをX軸方向と直交する割り出し送り方向(Y軸方向)に相対的に割り出し送りする割り出し送り手段とを具備しているレーザー加工装置であって、被加工物保持手段とレーザー光線照射手段と加工送り手段と割り出し送り手段は第1の基台に配設されており、第1の基台はX軸方向の移動を許容するX軸方向移動許容ガイド手段を介して第2の基台に配設されている。
(もっと読む)
直線駆動装置、可変シャッター装置、ビーム成形装置、ビーム照射装置、欠陥修正方法及びパターン基板の製造方法本発明は、直線駆動装置、可変シャッター装置、ビーム成形装置、及びビーム照射装置、並びにビーム成形装置を用いた欠陥修正方法及びパターン基板の製造方法に関する。
【課題】簡便な構成の直線駆動装置、可変シャッター装置及びそれを用いた欠陥修正装置、並びに欠陥修正方法、及びパターン基板の製造方法を提供する。
【解決手段】シャッター板120の移動に応じて移動するよう位置検出用透光部122と、複数のシャッター板120に設けられ、シャッター板120の移動方向に所定の長さを有する透光部123と、透光部123及び位置検出用透光部122に光を出射する光源と、光源からの光を位置検出用透光部122及び透光部123を介して検出する光検出器166とを備え、光検出器166での検出結果に基づいて、シャッター板120を移動させる直線駆動装置、それを備えた可変シャッター装置及びそれを用いた欠陥修正装置、並びに欠陥修正方法。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】溶接部の溶け込み深さを直接測定することで、溶接部の品質の評価を高精度に行うレーザ溶接装置及びレーザ溶接方法を提供することを目的とする。
【解決手段】本発明は、レーザ光で溶接部を溶接するレーザ溶接装置であって、前記レーザ光を照射するレーザ出力手段と、前記レーザ光と波長の異なる光である物体光を前記溶接部に照射すると共に前記溶接部で反射した前記物体光から前記溶接部の溶け込み深さを測定する光干渉計と、前記レーザ出力手段からの前記レーザ光と前記光干渉計からの前記物体光とを同軸にして前記溶接部に照射する光学部材と、測定した前記溶接部の溶け込み深さに基づいて前記溶接部の良否を評価する評価手段と、を備え、前記溶接部における前記物体光のスポット径が前記レーザ光のスポット径よりも大きいことを特徴とするレーザ溶接装置を提供する。
(もっと読む)
パターンをエッチングする装置及び方法
【課題】ペン操作での基板のエッチングにおいて、パターン再生の正確性は操作者の技量に大きく依存する。
【解決手段】基板材料上に配置されたエッチング領域内にパターンをエッチングする装置であって、基板4に対するエッチングヘッド12の位置及び向きを計測するユニットと、計測されたエッチングヘッド12の位置及び向きの関数としてエッチング地点の座標を計算し、エッチング地点について計算された座標が予め記憶されたパターンの図面内に符号化されたエッチングされるべき地点の座標と一致する場合、エッチングを開始し、一致しない場合、エッチングを自動的に停止する制御ユニット14とを備えている。
(もっと読む)
レーザ加工装置
【課題】ミラーの回動軸を支持する軸受の偏摩耗に起因する加工精度の低下を極力抑えることができるレーザ加工装置を提供する。
【解決手段】コントローラは入力した印字データを基に座標データを作成し、座標データをガルバノ駆動データとしてヘッドユニットに送信してガルバノスキャナを制御する。このとき座標データを使用座標データとしてメモリに記憶する。非印字時期(例えば電源投入時)になると、使用座標データをメモリから読み出す(S11)。使用座標データを基にガルバノミラーの回動軸を支持するボールベアリングを構成するボールの転動接触していない未使用領域データ(転動接触回数を度数とする度数分布曲線データ)を作成する(S12)。そして、未使用領域を基にリフレッシュ用のガルバノ駆動データを作成し(S23)、ガルバノ駆動データを基にガルバノモータを駆動させるリフレッシュ動作を行う(S24)。
(もっと読む)
レーザ加工装置
【課題】高精度にレーザ出力のタイミングを制御することによって生産性の高いレーザ加工を行うレーザ加工装置を得ること。
【解決手段】レーザ発振器からのレーザ光線を被加工物に照射する加工ヘッドと、加工ヘッドを所定の軸方向に駆動する軸駆動部と、レーザ発振器を制御する制御装置と、を有するレーザ加工装置において、制御装置は、加工ヘッドを所定の位置に移動させる移動指令を軸駆動部に送出し、軸駆動部は、移動指令内から加工ヘッドの目標移動位置までの距離を抽出するとともに、抽出した距離と、加工ヘッドの実速度と、を含んで構成される加工ヘッド情報を生成するデータ生成部と、を備え、レーザ発振器は、加工ヘッド情報に基づいて、レーザ光線をオン/オフさせるタイミングを算出する算出部を備えるとともに、算出したタイミングに従ってレーザ光線をオン/オフさせる。
(もっと読む)
レーザ照射装置
【課題】ハードウエア調整の作業負担を軽減する。
【解決手段】照射ライン(s)と重ならない測定ライン(h)の表面高さ(H)を測定し、一つの照射ライン(s)の最近傍の少なくとも2つの測定ライン(h)の実測表面高さを基に照射ライン(s)の表面高さを算出し、該表面高さにフォーカスさせる。
【効果】照射ラインと測定ラインの位置関係から照射ラインの表面高さを演算により算出するが、照射ラインと測定ラインの位置関係は例えばエンコーダにより容易に知ることが出来るので、測定ラインを照射ラインに合致させるためのハードウエア調整の必要がなく、作業負担を軽減できる。照射ラインsのピッチPが変わっても、その都度、ハードウエア調整を行う必要がなく、作業負担を軽減できる。
(もっと読む)
レーザー加工装置
【課題】被加工物の厚みにバラツキがあっても、深さが均一なレーザー加工溝を形成することができるレーザー加工装置を提供する。
【解決手段】レーザー光線照射手段と、チャックテーブルの加工送り手段と、チャックテーブルの割り出し送り手段と、チャックテーブルのX軸方向位置(X座標)検出手段と、チャックテーブルのY軸方向位置(Y座標)検出手段とを具備するレーザー加工装置であって、チャックテーブルに保持された被加工物の高さ位置検出手段と、X軸方向位置検出手段およびY軸方向位置検出手段からの検出信号に基づいて出力調整手段を制御する制御手段とを具備し、制御手段は高さ位置検出手段とX軸方向位置検出手段およびY軸方向位置検出手段からの検出信号に基づいてチャックテーブルに保持された被加工物のXY座標における高さ位置情報を記憶する記憶手段を具備し、記憶手段に記憶された高さ位置情報に基づいて出力調整手段を制御する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】薄膜太陽電池パネルのエッジデリーションの加工品質を向上させる。
【解決手段】測定位置PSa,PSbが、レーザ光の照射中心PLから閾値距離DT1以上離れ、かつ、x軸の正および負の方向並びにy軸の正および負の方向の4方向の全てにおいて、照射中心PLから閾値距離DT2以上離れた測定位置が少なくとも1つ存在するように、薄膜太陽電池パネルの加工面のz軸方向の変位を測定する変位計201a,201bが加工ヘッド133の下面133Aに設置されている。薄膜太陽電池パネルのエッジデリーションを行う場合、加工対象となる辺からパネルの内側に向かう方向に最大想定距離DS以上離れた測定位置において測定を行う変位計201を選択し、選択した変位計201による測定結果に基づいて、レーザ光の焦点位置を制御する。本発明は、例えば、薄膜太陽電池パネルのエッジデリーションを行うレーザ加工装置に適用できる。
(もっと読む)
遠隔レーザ処理装置
【課題】作業員の手動操作での位置決め作業を削減することができるとともに、装置や施工対象物を破損させることなく、精度良く良好な処理を行うことのできる遠隔レーザ処理装置を提供する。
【解決手段】配管又は貫通孔の内部に、管状部材の先端部に配設されたレーザ照射ヘッド部を挿入し、配管内面又は貫通孔内面にレーザ光を照射して処理する遠隔レーザ処理装置であって、管状部材の後端側に配設され、レーザ照射ヘッド部を移動させる駆動機構と、レーザ照射ヘッド部の位置を検出する位置検出センサと、位置検出センサからの位置検出信号に基づいてレーザ照射ヘッド部の位置を示す位置データを算出する位置検出機構と、位置検出機構によって算出された位置データに基づいて駆動機構を制御し、レーザ照射ヘッド部を配管内又は前記貫通孔内に挿入する制御部と、を具備している。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】温度変化が発生した場合にも、安定して高速に高精度で、加工ノズルの開口中心とレーザビームの光軸とを偏心させることのできるレーザ加工装置を得る。
【解決手段】加工ヘッドからレーザビームを出射すると同時に加工ガスを噴出し、ワークの切断加工を行う際に、レーザビームを集光させる加工レンズをレーザビームの光軸に対し垂直な平面内で2軸移動させることで、加工ノズルの中心とレーザビームの光軸中心との偏心量を制御する制御部(50)を有し、制御部は、計測された位置情報が目標位置となるように加工レンズの位置をフィードバック制御することで偏心量制御を行うとともに、フィードバック制御の実行前に本来原点であるべき位置で計測された原点位置情報に基づいて、フィードバック制御の実行中に計測される位置情報を補償する。
(もっと読む)
レーザ光伝送装置、レーザ光伝送システム、レーザ光伝送方法
【課題】光ファイバを用いた伝送システムでは、光ファイバの曲げ、捻り、加重などにより、光ファイバ出口からのレーザ開口率が変化してしまう。
【解決手段】レーザ光を伝送するレーザ光伝送装置であって、入射端にレーザ光が入射し出射端からレーザ光が出射される光ファイバと、レーザ光の光源と光ファイバの入射端を光学的に接続し、入射端に前記レーザ光を入射する入射光学系と、入射光学系から入射端に入射されるレーザ光の光軸と入射端面との角度を変化させる入射角度調整手段と、を備え、入射端に入射されるレーザ光の光軸と入射端面との角度を変化させることで出射端から出射されるレーザ光の開口率を制御する。
(もっと読む)
レーザー加工装置
【課題】 走査装置の故障によって走査用ミラーが停止したことを速やかに検知することができるレーザー加工装置を提供する。
【解決手段】 レーザー光Lを生成するレーザー生成手段と、レーザー光LをワークWに向けて反射させる走査用ミラー471と、走査用ミラー471の回動位置を指定する位置制御信号Vrを生成する位置制御手段と、走査用ミラー471の回動位置を検出し、位置検出信号Vposを生成する角度センサ75と、位置制御信号Vr及び位置検出信号Vposに基づいて、走査用ミラー471の回動位置に応じた制御偏差を求める位置偏差信号生成部71と、制御偏差に基づいて、走査用ミラー471を回動させるミラー駆動部72,73,472と、制御偏差に基づいて、ミラー駆動部の故障検出を行う故障検出部475により構成される。
(もっと読む)
被加工物を加工するためのレーザ加工機械においてレーザビームを遮蔽するための装置及び方法
【課題】レーザビーム及び/又は被加工物におけるレーザビームの衝突箇所の遮蔽の機能信頼性を改善する。
【解決手段】被加工物2を加工するためのレーザ加工機械1において被加工物に向けられたレーザビーム及び/又は被加工物におけるレーザビームの衝突箇所を遮蔽するための遮蔽装置において、使用位置にある遮蔽部材14の端面19の、被加工物面に対する配向を検出可能な検出装置5を備えるようにした。
(もっと読む)
レーザー加工装置
【課題】ワーク表面の高さバラつきの測定に起因する生産性の低下を抑制できるレーザー加工装置を提供すること。
【解決手段】レーザー加工装置の高さ位置検出手段によって検出された高さバラつきの中央位置が、第1の集光点位置調整手段の加工範囲基準値に一致しない場合は、次に加工する分割予定ラインの高さバラつきを測定する前に、高さバラつきの中央位置が加工範囲基準値に一致するように第2の集光点位置調整手段によって第1の集光点位置調整手段の垂直方向における位置を調整する。
(もっと読む)
被切断材の切断方法及び切断装置
【課題】切断端材を含む被切断材の形状を認識するのに引き続き該被切断材の板厚を認識することができる切断方法を提供する。
【解決手段】切断領域Bに配置された端材を含む被切断材31〜34を非接触状態で切断する工具3を用いて切断する方法であって、切断領域BをCCDカメラ5によって撮影して撮影された画像から切断領域Bに配置された被切断材31〜34の平面形状を認識する工程と、平面形状を認識した被切断材31〜34に対し板厚計測点31a〜31c、32a〜32d、33a〜33c、34a〜34cを設定する工程と、設定された板厚計測点に対し、被切断材の厚さを計測する板厚計測装置4を対向させて該板厚計測装置4によって被切断材の板厚を計測する工程と、計測された被切断材の板厚に応じた切断速度を設定する工程と、を含む。
(もっと読む)
レーザ加工装置
【課題】サブビームを使用することなく加工ビームのみを用いた簡素な構成で、レーザ照射効率が高く、加工時間の短縮化が図られるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、レーザ光を発生するレーザ発振器1と、レーザ発振器1からのレーザ光を被加工物Wに照射するためのレーザ光学系6と、レーザ光および被加工物を相対移動させるためのステージ7と、レーザ光の照射時に被加工物Wからの反射光の強度を測定するための光強度測定器11と、ステージ7の動作を制御するための制御部12などで構成される。制御部12は、被加工物Wの加工中に光強度測定器11で測定された反射光強度に基づいて、レーザ光および被加工物Wの相対移動経路を制御する。
(もっと読む)
加工点にエネルギー又は物質を供給する加工機における加工情報取得装置
【課題】加工点にエネルギー又は物質を供給する加工機において、加工点の位置情報を含む加工点における実際の加工状態に関する加工情報を推定し出力する。
【解決手段】加工情報取得装置1は、エネルギー又は物質の供給部の位置情報を取得する位置情報取得部5と、エネルギー又は物質の供給条件指令を受信し、供給条件指令をエネルギー又は物質の供給を制御する制御指令に変換し、変換した制御指令を用いて供給部からのエネルギー又は物質の供給量を制御する供給量制御部6と、供給量制御部から制御指令を取得し、制御指令に基づいて、加工点に供給されるエネルギー又は物質の推定供給量を算出する供給量推定部7と、位置情報取得部が取得した位置情報及び位置情報に対応する位置に供給部があるときの供給量推定部が算出した推定供給量を出力する出力部8とを具備する。
(もっと読む)
21 - 40 / 251
[ Back to top ]