
Fターム[4E068CC06]の内容
Fターム[4E068CC06]に分類される特許
81 - 100 / 251
レーザスクライブ装置及び方法

【課題】 レーザスクライブを行いながら、実際にスクライブされた位置を検出し、予め設定された割断予定線に近づくようにフィードバック補正を行う装置及び方法を提供する。
【解決手段】 被割断基板上の予め設定された割断予定線に沿ってスクライブ線が形成されるように、レーザ光線からなる加熱ビームを照射させ、冷却剤を吹き付ける、レーザスクライブ装置において、前記スクライブ線の発生位置を検出するスクライブ線発生位置検出手段と、前記割断予定線に対する前記スクライブ線の発生位置のずれ量を演算するスクライブ位置ずれ量演算手段と、前記割断予定線に対するスクライブ線の発生位置を変更できるスクライブ位置変更手段とを用いた、装置及び方法。
(もっと読む)
レーザ加工機

【課題】加工ノズルを所定のピッチ送り方向に移動可能に支持させてなるノズル支持ユニットと、このノズル支持ユニット及び加工ノズルを前記ピッチ送り方向とは交差した所定の走行方向に走行可能に支持する走行駆動機構と、前記加工ノズルの前記ピッチ送り方向位置を検出するためのリニアスケールとを有するレーザ加工機において、走行駆動機構が発熱しノズル支持ユニットが熱膨張することに伴い、リニアスケールの検出値と加工ノズルの実際の位置とがずれてしまう不具合の発生を抑制する。
【解決手段】ノズル支持ユニット(X軸ユニット322)における走行駆動機構R近傍の位置の温度と室温との温度差を検知するための温度差検知手段7と、この温度差検知手段7が検出した温度差に基づきリニアスケール6が検出した値に補正を加えながら加工ノズル3のピッチ送り方向位置を制御する制御装置Sとをレーザ加工機1に具備させる。
(もっと読む)
ビーム分岐装置、レーザ加工装置、及びビーム分岐方法
【課題】高速、高精度にビーム分岐を行うビーム分岐装置を提供する。
【解決手段】ビーム分岐装置を、レーザビームを出射するレーザ光源と、レーザ光源を出射するレーザビームの進路に配置され、ある直線または曲線を第1の回転軸の周囲に回転してできる回転面のうち、回転方向に関して一部の領域が光を反射し、他の領域が光を透過させる第1の回転体と、第1の回転体を第1の回転軸の周囲に回転させる第1の駆動機構と、光を反射する領域の、回転方向に沿う位置を検出する検出器と、から構成するようにした。
(もっと読む)
レーザ加工状態検査装置、レーザ加工装置及びソーラパネル製造方法
【課題】レーザ加工後のワークの加工状態を絶縁抵抗などの電気的特性に基づいて容易かつ安価に検査できるようにする。
【解決手段】プレート部材の両端にプラグ挿入部材を設け、この2個のプラグ挿入部材を回転軸として自在に回転する円板状接触子部材を設け、この円板状接触子部材をスクライブ線の両側の薄膜に接触させながらその接触位置を回転移動させるようにした。これによって、スクライブ線の両側の薄膜間の抵抗を容易に測定することができる。また、ワーク上に複数のスクライブ線が形成された場合でも、円板状接触子部材を回転移動することによって、複数のスクライブ線の抵抗を容易に測定することができる。プレート部材の長さをそのピッチ幅に応じて種々交換する。ワークの両面にレーザ加工状態検査装置を配置する。
(もっと読む)
レーザ加工装置
【課題】レーザ光を照射する際の安全性が高いレーザ加工装置を提供する。
【解決手段】レーザ発振器11と、レーザ発振器11に対して移動可能に接続され、レーザ発振器11において発生したレーザ光Lを受け取って被加工物Wに照射するレーザトーチ3と、レーザトーチ3に設けられた第1のスイッチ33と、レーザトーチ3に設けられ、被加工物Wの有無を検出する第1の検出手段35と、レーザトーチ3とは別個に設けられた第2のスイッチ41とを有し、第1の検出手段35が被加工物Wを検出し、且つ第1のスイッチ33がオンの状態で、さらに第2のスイッチ41がオンされた場合にレーザ光Lが出射されるように形成する。
(もっと読む)
電子部品の製造方法
【課題】本発明は、レーザー光照射による改質現象を用いた電子部品の製造方法における加工精度を向上させることを目的とする。
【解決手段】本発明は、要切断部12Aに沿って高さ認識用マーカー14を形成する第1の工程と、少なくとも高さ認識用マーカー14形成部に光を照射し、高さ認識用マーカー14形成部からの反射光の強度から高さ認識用マーカー14形成部の高さ情報を算出し記憶する第2の工程と、記憶された高さ認識用マーカー14形成部の高さ情報を用いてレーザー光の焦点距離を調整し、媒質12の要切断部12Aにレーザー光を照射して要切断部12Aを改質させる第3の工程とを有し、レーザー可動ライン11における高さ認識用マーカー非形成部14Bにおいてはレーザー可動ラインにおいて高さ認識用マーカー非形成部14Bの次に照射される高さ認識用マーカー形成部14Aの高さ情報を用いてレーザー光の焦点距離を事前調整しておくものである。
(もっと読む)
移動ステージの混成解像度フィードバックのための方法および装置
低解像度/低コストのフィードバックデバイス72を高解像度/高コストのフィードバックデバイス74、76、78、80、82、84、86、88と組み合わせることによって、移動の範囲全体から高解像度の位置フィードバックを提供することに関連するコストを発生することなく、割出しシステム10において移動ステージ52から高解像度の位置フィードバックを取得するための、方法および装置が提示される。 (もっと読む)
透明な物品を非接触検知する装置及び方法
レーザベースの変位検出器(26)を使用して、透明な物品(20)の一つの面に塗布された化粧コーティング(22)を検出し、それによって、レーザ加工システムの中に装填されているときにどの面が最も上になっているかを判定する。具体的には、可視光に対して透明で、レーザ加工システムの中で適切な向きにすることが特に困難である物品(20)が、レーザベースの変位検出器(26)を物品(20)上の部分コーティング(22)と共に使用することによって、向きを定められる。 (もっと読む)
レーザ照射装置
【課題】構成を簡単化でき且つフォーカス合わせの精度を向上でき更に生産性の低下がほとんどないレーザ照射装置を提供する。
【解決手段】レーザ光を照射しているラインの次以降のラインの表面高さを測定する表面高さ測定器7と、表面高さ測定器7で測定した表面高さを記憶すると共にレーザ光を照射するラインについて記憶している実測表面高さを読み出してフォーカスレンズ系5によりフォーカス制御するシステムコントローラ13とを具備する。
【効果】構成を簡単化できる。フォーカス合わせの精度を向上できる。生産性の低下がほとんどない。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】プリント配線基板の中央部分は製品取りの領域でありここに基準マークを設置すると製品の取数が減るため、周辺の基準マークのデータのみで高精度の加工位置補正を実現する。
【解決手段】被加工物の穴加工位置の多数を囲む基準マークを印し、穴加工工程において前記基準マークの位置を計測し、規定された基準マーク位置データに対する測定された基準マーク位置データの誤差をそれぞれの基準マークに対して求め、誤差を変数のべき乗と係数の積で表される複数の項で関係付けし、基準マークに対し誤差の2乗の総和が最小となるように係数を求め、前記式と算出された前記係数から構成される補正量算出式と前記加工穴位置データとから加工すべく穴位置に対する補正量を求め、前記穴加工位置データに前記補正量を加算した新穴加工位置データを求め、前記穴加工位置データを新穴加工位置データに置き換えて加工することによる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】XYテーブルに載置したワークへのレーザ加工を容易に行うレーザ加工装置を得ること。
【解決手段】XYテーブル上に載置されたワークにレーザ光を照射してワークへのレーザ加工を行うレーザ加工装置において、ワーク上で所定の高さに移動してワークへレーザ光を照射するレーザ光照射部と、XYテーブルの表面高さをモデル化した近似式を用いてワーク上の加工位置毎にレーザ光照射部の高さの補正値を算出するとともに、ワークの加工を行う際に指示される加工高さを補正値で補正して補正後の加工高さを算出するZ軸補正位置算出部23と、補正後の加工高さにレーザ光照射部を移動させるZ軸駆動部34と、を備える。
(もっと読む)
レーザ処理装置
【課題】レーザ処理装置における被処理体配置台の平面度を容易かつ正確に調整することを可能にする。
【解決手段】被処理体配置台の下方に複数備えられて被処理体配置台を支持し、支持位置の昇降が可能な支持部と、支持部の昇降を行う駆動部と、被処理体配置台の上面形状を測定する変位測定部と、駆動部を制御するとともに変位測定部の測定結果を取得可能な制御部と、各駆動部を動作させた際の被処理体配置台の上面形状の変位から各駆動部の動作量と被処理体配置台変位量との関係データを記憶する記憶部と、を備え、制御部は、変位測定部による測定結果を受けて被処理体配置台上面を所定の平面度に調整するために各駆動部の動作によって変位すべき被処理体配置台の変位量を求め、該変位量から記憶部に記憶された関係データを参照して各駆動部の動作量を決定し、該動作量に基づいて各駆動部を動作させる。
(もっと読む)
算出された溶接歪みに基づいて溶接する溶接法、ワークの欠陥位置を検出するための検出ユニットを備えた溶接装置、並びに複合体
本発明によれば、第1のワーク(10)を第2のワーク(11)に接続するために溶接法、特にレーザ溶接法において、第1の方法ステップで第1のワークと第2のワークとを互いに接触させ、第2の方法ステップで所望の溶接歪みを算出し、第3の方法ステップで前記溶接歪みに基づいて第1のワークと第2のワークとを互いに溶接することを特徴としている。 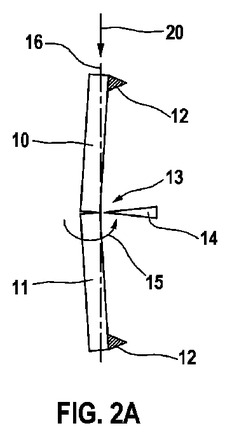 (もっと読む)
(もっと読む)
プリント回路板ビア穴あけステージアセンブリ
ビア穴あけシステム(5, 700, 800, 900)は、好ましくは、一度に1つのターゲット(25, 720, 820, 910)を加工するように構成されている。ビア穴あけシステム(5, 700, 800, 900)は、好ましくは、ビア穴あけシステム(5, 700, 800, 900)のフットプリントを比較的小さくし、ビア穴あけシステムの部品間のモーメントアームを比較的短くし、剛性ループを比較的短くし、ターゲット(25, 720, 820, 910)の加工時間を比較的速くする。好ましくは、ターゲット(25, 720, 820, 910)に対して実質的に同時に複数の加工を実行する複数のツール(736, 836, 926)を設ける。 (もっと読む)
溶接装置および半田付け装置
【課題】本発明は、粉末材料噴射口と被加工物の間隔が変化しても、粉末材料噴射ノズル交換の必要がない溶接装置あるいは半田付け装置を提供する。
【解決手段】ガスを用いて少なくとも2方向から交わるように金属粉末や半田粉末の粉末を溶接部位に供給する送給手段としての金属粉末送給外筒3と金属粉末噴射ノズル4を用い、溶接部位への粉末の送給角度を同期して可変させたことを特徴とし、この構成によれば、粉末の送給角度を調整することにより、送給手段と被加工物の距離が変化しても、粉末が集中する位置を被加工物上に調整することが出来る。
(もっと読む)
レーザ加工装置およびそのノズル判定方法
【課題】ノズルの交換時に取付けられたノズルが、加工条件に見合ったノズルであるか否かを判定することができるレーザ加工装置を得ること。
【解決手段】加工条件に対応して使用されるノズル種類と、ノズル種類ごとにノズル−被加工物間距離と静電容量の関係を示す基準キャリブレーションデータと、を記憶するノズル情報記憶部114と、ノズル交換時にキャリブレーション処理部117で実行されたキャリブレーション結果を、被加工物の材質と厚さを含む加工条件に基づいて選択される選択ノズル種類に対応するノズル情報記憶部114中の基準キャリブレーションデータと比較して、選択ノズル種類に対応するノズルが装着されているか否かを判定するノズル判定処理部118と、を備える。
(もっと読む)
レーザ溶接装置
【課題】本発明は、溶接部位が離れたものや溶接箇所が多数存在するような被溶接物においても、溶接工程の生産性が低下しないレーザ溶接装置を提供する。
【解決手段】金属粉末を供給する複数の開口と前記開口毎の金属粉末の吐出を制御する吐出制御手段を有する送給手段と、被溶接物と送給手段を相対移動させる駆動手段と、吐出した金属粉末の位置にレーザ光を照射するレーザ光位置調整手段を設けたことにより、金属粉末の供給は複数の開口毎の金属粉末の吐出を制御することにより行われるとともにレーザ光の移動には高速なレーザ光位置調整手段を用いることができるため、時間のかかるレーザヘッドや被溶接物の移動を無くすことができる。
(もっと読む)
板材保持装置、板材保持方法、レーザ溶接システム、およびレーザ溶接方法
【課題】板材間の隙間を容易に把握することができる板材保持装置を提供する。
【解決手段】本発明の板材保持装置10は、押圧部材111、駆動手段120、移動量検出手段123、反力検出手段122、および判定手段30を有する。押圧部材は、隙間を空けて重ねられている複数枚の板材41,42,43のうち最外部に配置される板材を押圧する。駆動手段は、押圧部材を押圧方向に移動させて、板材間の隙間を矯正する。移動量検出手段は、駆動手段により移動される押圧部材の押圧方向における移動量を検出する。反力検出手段は、押圧部材により押圧されて変形した板材から押圧部材が受ける反力を検出する。判定手段は、移動量検出手段により検出された押圧部材の移動量と、反力検出手段により検出された板材からの反力とに基づいて、板材の接触状態を判定する。
(もっと読む)
レーザ加工装置およびレーザ加工装置におけるレーザ駆動用パルス信号出力方法
【課題】 加工対象物OBの加工領域全体にわたってピットを適正配置で形成できるようにする。
【解決手段】 テーブル21が1回転したときに形成されるピットの周方向の数をレーザ光の照射軌跡における隣接する内側の周と外側の周とで同一にするとともに、インデックス信号により基準回転位置が検出されてから次のインデックス信号により次の基準回転位置が検出されるまでのあいだとなるレーザ光の照射位置移動区間毎に、照射位置移動区間におけるレーザ光の照射位置の移動距離を予め設定した周方向ピット間隔Bwtで除算したときに余りが生じないように、周方向ピット間隔Bwtを補正する。そして、補正された補正周方向間隔Bwt(n)とレーザ光照射位置の線速度とに基づいて、レーザ駆動用パルス信号の周期を算出する。
(もっと読む)
レーザ加工被加工物用保護シート及びそれが貼付されたレーザ加工被加工物
【課題】被加工物に貼付された保護シートが剥がれてしまうのを最小限に抑えることにより被加工物への孔開けや切断加工を良好に行うことができるレーザ加工被加工物に貼付される保護シート及びその保護シートが貼付されたレーザ加工被加工物を提供する。
【解決手段】レーザ加工被加工物用保護シート10は、レーザ加工装置20により加工部分16にアシストガス40を吹き付けながらレーザ光34を照射する所要のレーザ加工が施される被加工物12に貼付されるものである。保護シート10の表裏を貫通する貫通部(貫通孔14或いは切れ目18)を所定間隔を存して複数設ける。
(もっと読む)
81 - 100 / 251
[ Back to top ]