
Fターム[4E068CC06]の内容
Fターム[4E068CC06]に分類される特許
61 - 80 / 251
溶接方法
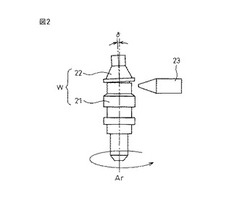
【課題】嵌合部分にクリアランスを有する円筒状部材の溶接において、円周振れ誤差の発生の少ない溶接方法を提供すること。
【解決手段】円筒状の第1部材21と、第1部材21に嵌挿される円筒状の第2部材22とを具備するワークWをワーク把持回転装置とレーザー溶接機とを使って溶接する溶接方法であって、第2部材22の最大半径点K1の角度位置を表すワークWの第1角度位置θ1を測定する段階と、第1角度位置θ1の正反対側のワークWの角度位置である第2角度位置θ2を第1角度位置θ1から算出する段階と、ワークを回転させる間に第1部材21と第2部材22とを周方向でレーザー溶接する段階であって、第2角度位置θ2で第1部材21と第2部材22との界面の溶融が始まるようにワーク把持回転装置の回転とレーザー溶接機とを制御する溶接方法が提供される。
(もっと読む)
ガルバノスキャナ装置及びレーザ加工装置

【課題】面倒れ振動及び/又はねじれ振動を確実に抑制し、ミラー位置決め時にミラー面が平坦となるようにする。
【解決手段】回転軸4に支持されたミラー2と、回転軸4を揺動駆動するアクチュエータ5と、を有し、光ビームをミラー2で反射させ、所望の位置に照射するガルバノスキャナ装置1であって、ミラー2の同一面に圧電素子6a,6bを重ねて設置し、一方をミラー2の変形量を検出する変形量検出手段として機能させ、他方をミラー2に変形力を加える変形力付与手段として機能させるとともに、検出されたミラー2の変形量に基づいて当該ミラー2に変形力を付与し、当該ミラーを制振させ、面倒れ振動及び/又はねじれ振動を確実に抑制するようにした。
(もっと読む)
レーザー加工方法
【課題】基板の表面に機能層が形成されたウエーハの内部に機能層を損傷することなく変質層を形成することができるレーザー加工方法を提供する。
【解決手段】基板の表面に機能層が積層された基板の内部にレーザー光線を照射し、基板の内部にストリートに沿って変質層を形成するレーザー加工方法であって、レーザー加工装置のチャックテーブル上にウエーハを基板の裏面を上側にして保持するウエーハ保持工程と、保持されたウエーハの基板の裏面側から照射し、基板の裏面および表面で反射した反射光に基づいてチャックテーブルの上面から基板の裏面までの第1の高さ位置およびチャックテーブルの上面から基板の表面までの第2の高さ位置を計測する高さ位置計測工程と、計測された第1の高さ位置と第2の高さ位置との中間部にレーザー光線の集光点を位置付けて照射することにより基板の内部に機能層に達しない変質層を形成する変質層形成工程とを含む。
(もっと読む)
レーザ加工方法とその装置
【課題】レーザによる加工精度を維持しつつ加工時間を短くして、基板への熱的影響を抑制し得るようにする。
【解決手段】基板1にベッセルビーム4を照射して基板1の端面部1aをレーザ加工する。レーザビーム5を照射するレーザ発振器と、このレーザ発振器より照射されたレーザビーム5をベッセルビーム4に形成する例えばプリズム3と、基板1の側面から照射した、プリズム3により形成されたベッセルビーム4と、基板1の上下面側の位置を検出するCCDカメラ6a、6bと、このCCDカメラ6a、6bにより検出したベッセルビーム4と、基板1の上下面側の位置に基づき、位置制御装置8で、基板1又はプリズム3の位置を制御して加工位置の補正を行う。
【効果】加工精度を維持しつつ効率良く加工することができる。また、加工時間が短くなって、基板への熱的影響が抑制される。
(もっと読む)
加工制御装置、レーザ加工装置および加工制御方法
【課題】簡易な制御によって短時間でレーザ加工を行う加工制御装置を得ること。
【解決手段】被加工物を載置して被加工物の主面と平行な面内であるXY平面内を移動するXYテーブル9と、レーザ発振器6から出射されたレーザ光をガルバノエリア内で位置決めして被加工物上にレーザ光を照射させるガルバノスキャナGx,Gyと、を制御する加工制御装置において、被加工物上に形成する複数の加工穴を順番にレーザ加工する際に、レーザ加工対象となる加工穴および次にレーザ加工対象となる加工穴の両方がガルバノエリア内に収まるよう、XYテーブル9とガルバノスキャナGx,Gyとの協調制御として、ガルバノエリア内でのレーザ光の照射位置を移動させつつXYテーブル9をXY平面内のX方向またはY方向の少なくとも1方向で停止させることなく所定の速度で移動させる制御部を備える。
(もっと読む)
樹脂部材のレーザー溶着方法及び溶着樹脂成形品
【課題】 部分的に隙間があっても、安定した溶着強度で、溶着部のはみ出しや成形品のくすみや変形がない、品質の高い成形品を、効率よく得ることができるレーザー溶着方法及び該方法により得られる樹脂成形品の提供。
【解決手段】 レーザー光の照射によりレーザー光を透過する透過性樹脂部材(A)とレーザー光を透過しない非透過性樹脂部材(B)とを溶着させるレーザー溶着方法において、透過性樹脂部材(A)と非透過性樹脂部材(B)との当接面に生じる両部材の隙間の大きさに応じて、当接面に照射するレーザー光のスポット径を変化させ、かつ、当接面における単位面積当たりのレーザー光照射エネルギー(J/mm2)を略同一に保つことを特徴とする樹脂部材のレーザー溶着方法及び該方法により得られる樹脂成形品による。
(もっと読む)
レーザ加工方法
【課題】熱影響を排除して高精度化・微細化が可能なレーザ加工方法を得る。
【解決手段】成形ロール50に照射ヘッド21から超短パルスレーザを照射して成形ロール50の表面を3次元的に加飾するレーザ加工方法。成形ロール50を所定速度で回転させるとともに、照射ヘッド21をボールねじ15に沿って所定速度で移動させる。超短パルスレーザの出力を一定に保ちつつ所定の深さまで複数回のスキャンを行い、1回のスキャンごとに超短パルスレーザの焦点を深く設定していく。ボールねじ15以外にリニアモータを使用してもよい。
(もっと読む)
レーザ加工装置
【課題】重い機構部分を廃してレーザ加工を安定的に行うことができるレーザ加工装置を提供することを目的とする。
【解決手段】レーザ発振器11、2つの反射鏡24,25、および集光レンズ34を有し、加工ヘッド13の位置に関わらず光路長がほぼ一定となるように構成され、加工ヘッド13の直線運動位置に応じて演算した2つの反射鏡24,25の角度をサーボモータ27,28により制御することにより、重い機構部分を廃してレーザ加工を安定的に行う。
(もっと読む)
レーザ加工装置およびこれを用いた工具のレーザ加工方法
【課題】 工具等の移動や回転状態に応じたレーザ加工により高い寸法精度が得られるレーザ加工装置およびこれを用いた工具のレーザ加工方法を提供すること。
【解決手段】 被加工対象物Iにレーザ光Lを照射して加工する装置であって、入力されるトリガー信号によりレーザ光を発振して被加工対象物Iに照射するレーザ照射機構2と、回転軸6aに被加工対象物Iを保持して移動または回転させると共に移動ステージの移動変位量または回転軸6aの回転変位量をエンコーダ信号として出力可能な移動機構4と、エンコーダ信号をカウントすると共に任意に設定したカウント数毎にトリガー信号をレーザ照射機構2へ出力するトリガー信号発生回路部5と、を備えている。
(もっと読む)
チャックテーブルに保持された被加工物の計測装置およびレーザー加工機
【課題】チャックテーブルに保持された被加工物の上面位置を正確に計測することができる計測装置および計測装置を装備したレーザー加工機を提供する。
【解決手段】発光源61からの光を第1の経路に導くとともに第1の経路を逆行する反射光を第2の経路に導く第1の光分岐手段62と、コリメーションレンズ63によって平行光に形成された光を第3の経路と第4の経路に分ける第2の光分岐手段64と、第3の経路に配設され第3の経路に導かれた光をチャックテーブル36に保持された被加工物Wに導く対物レンズ65と、集光レンズ66と、第4の経路に導かれた平行光を反射して第4の経路に反射光を逆行せしめる反射ミラー67と、第2の経路に導かれた反射光を回折する回折格子69と、回折格子69によって回折した反射光の所定の波長域における光強度を検出するイメージセンサー71とを具備している。
(もっと読む)
レーザ加工装置
【課題】 直径が小さな円筒状の加工対象物の表面をレーザ加工する場合であっても、簡単な構成で、レーザ光の焦点が加工対象物の適正位置になるように制御する。
【解決手段】 X軸方向に延びた円筒状の加工対象物OBに対して、加工用ヘッド10からZ軸方向に加工用レーザ光を照射するとともに、サーボ用Z軸方向光ヘッド20からサーボ用レーザ光をZ軸方向に照射し、フォトディテクタ118に映し出される加工対象物OBの射影の位置により加工対象物OBのY軸方向のずれを検出する。Y軸方向サーボ回路162等は、このY軸方向のずれに応じて、サーボ制御により対物レンズ112をY軸方向に駆動する。遅延回路164は、前記Y軸方向サーボ制御の信号を遅延して、対物レンズ112をZ軸方向に駆動する。
(もっと読む)
レーザ加工装置
【課題】様々な形状の加工対象物を容易、かつ安価にテーブルに固定することができ、かつ、レーザ加工精度に優れるレーザ加工装置を提供する。
【解決手段】平板状の加工対象物OBを固定するテーブル201と、テーブル201を回転させる回転手段と、前記テーブルにセットされた平板状の加工対象物OBにレーザ光を対物レンズで集光して照射する光加工ヘッド200と、テーブル201を光加工ヘッド200と相対的に前記テーブル201の半径方向に移動する半径方向移動手段と、テーブル201が複数の凹部を有し、加工対象物OBが、テーブル201の凹部に脱着可能な固定部材によりテーブル201に固定可能にされ、フォーカスサーボ制御手段が、レーザ光の焦点が少なくとも固定部材を移動する間、加工対象物OBの縁から内側の近傍に設定した境界位置又は固定部材の近傍領域の境界位置の強度で制御信号をホールドする信号ホールド手段を有する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 倣い制御を用いた加工ヘッドの下降移動を減らして移動時間の短縮を図り、また厚みの異なるワークに対しても同加工プログラムで加工ができるレーザ加工装置を提供する。
【解決手段】 前工程であるピアッシング加工時に、加工ノズルのピアッシング加工開始位置における倣い高さのZ軸座標値を記憶し、後工程である切断加工時に、加工ヘッドを切断加工開始位置に移動させる際に、記憶しておいたピアッシング加工開始位置までは早送り速度で加工ヘッドを移動させる。
(もっと読む)
加工制御装置、レーザ加工装置およびレーザ加工システム
【課題】加工ヘッドの適切な移動速度を短時間で設定できるとともに加工不良を低減することができる加工制御装置を得ること。
【解決手段】レーザを照射することによりワークの3次元レーザ加工を制御する加工制御装置において、ワーク上に設定される加工位置でのワークの面方向と加工ヘッドの加工ノズル方向とがなす角度に基づいて、加工位置での角度に応じた加工ヘッドの移動速度を加工位置毎に設定する移動速度設定部33と、設定された移動速度に従ってワークへの制御指示を出力して3次元レーザ加工を制御する制御指示部35と、を備える。
(もっと読む)
板状物の加工方法
【課題】 反りのある板状物の反りを解消可能な板状物の加工方法を提供することである。
【解決手段】 複数の分割予定ラインによって区画された各領域にデバイスが形成され、且つ反りを有する板状物の加工方法であって、板状物の反りを検出するステップと、検出した反り形状に応じて、板状物に対して透過性を有する波長のレーザビームを該分割予定ラインに沿って照射することで板状物の内部に改質層を局所的に形成し、板状物の反りを解消するステップと、を具備したことを特徴とする。
(もっと読む)
レーザ加工装置
【課題】ワークに応じた加工領域を自動認識して加工を行うレーザ加工装置を提供すること。
【解決手段】周縁部に凸枠Wfが設けられた金属板のワークWに対しレーザ発振手段13からのレーザ光Lを集光して照射する加工手段2と、ワークWに対しその平面方向に加工手段2の加工位置を移動させる加工位置移動手段12と、レーザ発振手段13や加工位置移動手段12を制御する制御手段11とを有するものであって、ワークWの凸枠Wfについて位置を検出する凸枠位置検出手段15を備え、制御手段11は、凸枠位置検出手段15からの位置情報に基づいて、加工手段2がワークWの凸枠Wfに当たらない加工領域を算出し、その加工領域内で加工手段2の加工位置を変位させるように加工位置移動手段12を駆動制御するレーザ加工装置1。
(もっと読む)
レーザ加工方法
【課題】加工対象物に精度よい改質領域を安定して形成することができるレーザ加工方法を提供する。
【解決手段】本実施形態では、レーザ光Lを空間光変調器で変調し、このレーザ光Lを加工対象物に集光させる。このとき、レーザ光Lの位置を検出すると共に、検出したレーザ光Lの位置に基づいて空間光変調器における変調パターンHの位置を変化させる。そのため、例えば空間光変調器に入射するレーザ光Lの位置がズレた場合等においても、かかるズレに応じて変調パターンHの位置を変化させることができ、空間光変調器でレーザ光Lを常に好適に変調させることが可能となる。よって、加工対象物に集光されるレーザ光Lの収差を安定して抑制することが可能となる。
(もっと読む)
加工ヘッド落下防止機能を備えた数値制御装置
【課題】加工ヘッドに備えられた変位センサからの出力信号に基づいて、加工ヘッドの先端側にワークが存在しなくなった時に該加工ヘッドが急激に落下することを防止する。
【解決手段】変位センサの検出値から算出した加工ヘッドの移動速度、あるいは加速度のいずれか1つの値が予め設定された落下と判断するそれぞれの基準値を超えた時、加工ヘッドの先端側にワークが存在しないと判断し、予め設定された落下マシンロック状態を解除する基準検出値を超えた時、ワークが存在すると判断するワーク検出手段と、ワーク検出手段により加工ヘッドの先端側にワークが存在しないと判断された場合、加工ヘッドの落下方向の移動を禁止する落下方向マシンロック手段と、ワーク検出手段により加工ヘッドの先端側にワークが存在すると判断された場合、落下方向マシンロック手段により落下方向の移動を禁止した状態を解除する落下方向マシンロック解除手段と、を有する。
(もっと読む)
緯度方向等値線スクライビング加工、ステッチング、ならびに簡易化されたレーザ制御およびスキャナ制御
レーザスクライビング加工により工作物中に形成されるセグメントのステッチポイントを、スキャナの速度、ならびにリードイン間隔、リーアウト間隔、および重畳間隔を与えるためなどのレーザの切替え時点といった面を制御することにより、改善することが可能となる。さらに、ステッチポイントの位置を、既存の線と一致するように選択することが可能であり、これにより、既存の線が、オフセットが生じた場合にセグメント同士を接続するように機能する。 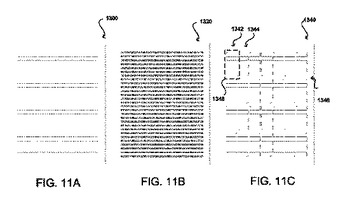 (もっと読む)
(もっと読む)
レーザ切断装置及びレーザ切断方法
【課題】厚板のレーザ切断において、送り速度に応じてビームの振動振幅と周波数を制御する際に、加速部でのえぐれ様の断面不良を解消することを目的とする。
【解決手段】レーザビームLBを被切断材上に集光照射し前記被切断材に対して前記レーザビームLBを走査して前記被切断材を切断するレーザ切断装置において、前記レーザビームLBを光軸を中心として振動させるレーザ切断装置であって、前記走査速度の値に応じて前記振動の周波数と振幅を制御するレーザ切断装置であって、前記走査速度の値が所定の初期値から別の所定の目的値に到達するまでの加速区間においては、初期値と目的値の中間の値を無視して、初期値に応じて決定した前記振動の周波数と振幅を保持し、目的値での静定を待って目的値に応じた前記振動の周波数と振幅に切り換える制御を行うレーザ切断装置。
(もっと読む)
61 - 80 / 251
[ Back to top ]