
Fターム[4E068CJ04]の内容
Fターム[4E068CJ04]に分類される特許
1 - 20 / 31
レーザ切断方法及びレーザ切断装置
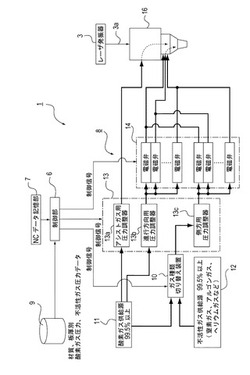
【課題】 本発明は、過剰酸素によるセルフバーニング等による切断面への悪影響を防止し、切断に寄与しない酸素ガスを低減し、加工精度を維持することを目的としている。
【解決手段】 被切断材2にレーザ光3aを照射すると共に、該レーザ光3aを照射した切断点2a及びその近傍に酸素ガスを噴射しつつ切断するレーザ切断装置1であって、レーザ光3aを出射するノズル口4の周囲に設けた複数のノズル口5と、該複数のノズル口5のうちで切断点2aよりも切断進行方向の前後に配置されるノズル口5を判断する制御部と、該制御部6により判断された切断点2aよりも切断進行方向の前後に配置されるノズル口5に高圧の酸素ガスを供給すると共に、該切断進行方向の前後以外の部位に配置されるノズル口5に低圧の酸素ガスを供給するガス供給部8を有することを特徴とする。
(もっと読む)
レーザ切断加工方法及び装置

【課題】厚い鋼板のレーザ切断加工を行う経路に小半径の小径円弧部が含まれる場合、上記小径円弧部におけるワーク上面に対するワーク下面の切断進行遅れを小さくして、小径円弧部を曲がった直後のレーザ切断面に粗面が生じることを抑制することのできるレーザ切断加工方法及び装置を提供する。
【解決手段】厚い鋼板のレーザ切断加工時に、レーザ切断加工方向の進行方向に見て直線部又は曲線部と小径円弧部との接続位置をA位置とし、当該A位置を通過して当該小径円弧部と次の直線部又は曲線部との接続位置をB位置とし、かつ当該B位置からレーザ切断加工の進行方向の所定距離の位置をC位置としたとき、前記A位置までのレーザ切断加工時のレーザ出力、レーザ切断加工速度に対して、前記A位置から前記C位置までのレーザ出力を同一出力に保持しつつレーザ切断加工速度を低速に制御してレーザ切断加工を行い、前記C位置以後のレーザ切断加工は、前記A位置までのレーザ切断加工と同一の加工条件でもってレーザ切断加工を行う。
(もっと読む)
薄鋼板のレーザ溶接方法
【課題】メンテナンス性に優れたファイバレーザを用いて、レーザ溶接時のアンダーフィルを抑制するとともに、溶接速度を落とすことなく、良好な溶接品質が得られるレーザ溶接方法を提供する。
【解決手段】光ファイバによって伝送されたレーザビームを用いて、鋼板の端部を突き合わせて溶接するレーザ溶接方法において、溶接裏面のシールドガスを、CO2及び/又はO2を含有し、体積%で、50%≦[CO2]+5×[O2]≦100%を満たし、残部がN2又はArからなるガスとし、レーザビームを、20〜40°の範囲で、溶接進行方向の前方に傾斜させて鋼板に照射することを特徴とする薄鋼板のレーザ溶接方法。ただし、[CO2]、[O2]は、それぞれ、CO2、O2の体積割合(%)を表すものとする。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】 本発明は、繊維強化複合材料等の難加工材料のレーザ除去加工であって、工業的に満足できる加工速度を実現可能な効率のよいレーザ加工方法とそれに用いるレーザ加工装置とを提供することを課題とする。
【解決手段】 本発明は、繊維強化複合材料または機械切削が困難な無機材料よりなる被加工物表面にレーザを照射してレーザ照射部を除去するレーザ除去加工において、レーザ照射によって発生する分解生成物をレーザ照射と同時に除去する除去手段を用いることを特徴とする。除去手段は、流体をレーザ照射部へ0.3〜5.0MPaで噴射するノズルである。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】温度変化が発生した場合にも、安定して高速に高精度で、加工ノズルの開口中心とレーザビームの光軸とを偏心させることのできるレーザ加工装置を得る。
【解決手段】加工ヘッドからレーザビームを出射すると同時に加工ガスを噴出し、ワークの切断加工を行う際に、レーザビームを集光させる加工レンズをレーザビームの光軸に対し垂直な平面内で2軸移動させることで、加工ノズルの中心とレーザビームの光軸中心との偏心量を制御する制御部(50)を有し、制御部は、計測された位置情報が目標位置となるように加工レンズの位置をフィードバック制御することで偏心量制御を行うとともに、フィードバック制御の実行前に本来原点であるべき位置で計測された原点位置情報に基づいて、フィードバック制御の実行中に計測される位置情報を補償する。
(もっと読む)
レーザ加工装置
【課題】 表面を形成する第1層と、第1層の裏面側に存する第2層と、を含んでなる被加工物に、表面側からレーザビームを照射することで被加工物を加工するレーザ加工装置であって、被加工物を加工する軌跡(トラック)の形状に制限がなく、軌跡(トラック)として自由に種々の曲線を選択することができるレーザ加工装置を提供する。
【解決手段】レーザビームを照射する照射手段と、照射手段に対して被加工物を被加工物の表面に沿って相対的に移動させる移動手段と、を備えてなり、照射手段は、第2層の加工に適した第2レーザビームを第1層の表面の第2領域に照射する第2照射手段と、第1層の加工に適した第1レーザビームを、第2領域を取り囲む第1領域に照射する第1照射手段と、を有してなる、レーザ加工装置である。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
レーザ切断加工方法及びレーザ加工装置
【課題】厚板に環状のレーザ切断加工を行うとき、切断終了領域における環状の穴の内周面に生じる傾向にある凹部の発生を抑制することのできるレーザ切断加工方法及びレーザ加工装置を提供する。
【解決手段】アシストガスとして酸素を使用し、ピアス加工位置から環状に切断すべき環状経路に達した位置をA位置とし、このA位置からレーザ切断加工の進行方向に所定距離の位置をB位置とし、前記A位置からレーザ切断加工の進行方向の逆方向への所定距離の位置をC位置としたとき、前記A位置から前記B位置を経て前記C位置へレーザ切断加工を行った後、前記C位置から前記A位置を経て前記B位置までレーザ切断加工を行う際、前記A位置からC位置までのレーザ出力、切断速度に対してレーザ出力を小出力にすると共に切断速度を低速にして前記C位置から前記B位置までのレーザ切断加工を行い、前記B位置においてレーザ出力を零にする。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手
【課題】引張強度が780MPa以上の鋼材を用いた橋梁等の溶接構造物に好適な溶接金属部の靭性に優れるレーザ溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.008〜0.05%、Al:0.02%以下、O:0.02〜0.05%を含み、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14) ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)が0.33〜0.53%を満足する成分組成と、2μm以下の円相当直径を有するTi含有酸化物粒子を1mm2あたり2×104個以上有するアシキュラーフェライト相を含むミクロ組織を備えるレーザ溶接継手。
(もっと読む)
レーザ加工方法および装置
【課題】確実に有機物層および接着層を加工できるレーザ加工方法および装置を提供する。
【解決手段】レーザ加工方法は、有機物層と導体層とが接着層により接合されたフレキシブルプリント基板300に、有機物層を除去するための第一パルスレーザを照射する工程と、有機物を除去した後に被加工物に接着層を除去するための第二パルスレーザを照射する工程とを備える。
(もっと読む)
レーザピアシング方法
【課題】被切断材にレーザ光を照射して、円滑に切断に移行し得る程度の径の孔を、短時間で形成することができるレーザピアシング方法を提供する。
【解決手段】レーザノズルAから被切断材Bに向けてレーザ光7を照射すると共に酸素ガスからなるアシストガスを噴射して該被切断材に厚さ方向の貫通孔8を形成するレーザピアシング方法であって、レーザ光7の焦点Sを被切断材Bの板厚の内部方向の位置に設定すると共に該位置を保持した状態で、レーザノズルAから被切断材Bに向けて、ピーク出力がレーザ発振器11の定格出力の50%以上で且つデューティ比が50%以上に設定されたパルス状レーザ光を照射すると共に該被切断材Bを切断するのに適したアシストガスの圧力よりも低い圧力に設定したアシストガスを噴射し、且つアシストガスの外側に酸素ガスを含むシールドガスを噴射する。
(もっと読む)
レーザ切断方法、レーザ切断用ノズル及びレーザ切断装置
【課題】被加工材をレーザ切断する場合に、切断面への切断傷の発生を抑制することで、切断後の表面粗度を小さくすることが可能なレーザ切断方法、レーザ切断用ノズル及びレーザ切断装置を提供すること。
【解決手段】ノズル本体11に形成されたノズル孔12を通じて、前記ノズル孔12の開口部からレーザ光を照射するとともに前記レーザ光を囲繞するアシストガスを噴出するように構成されたレーザ切断用ノズル10であって、前記ノズル孔12には、それぞれ同軸円筒状とされた第1の制御流路12A、第2の制御流路12B、第3の制御流路12Cが前記アシストガスの流通方向上流から下流に向かって順に形成され、それぞれの直径を、第1の制御流路:φA、第2の制御流路:φB、第3の制御流路:φCとした場合に、
φA < φC < φB であることを特徴とする。
(もっと読む)
レーザ切断装置およびレーザ切断方法
【課題】厚い被加工物の切断に適したレーザ切断装置およびレーザ切断方法を提供する。
【解決手段】レーザビームを通すとともに、レーザビームによって溶融した溶融物を吹き飛ばすためのアシストガスを噴射するアシストガスノズル21、22と、アシストガスノズル21、22に粉体を供給する粉体供給装置45とを備え、アシストガスノズル21、22は、アシストガスに粉体を混入して噴射する。
(もっと読む)
レーザ加工方法
【課題】多層基板の中間層として積層された樹脂層の加工精度を向上することができるレーザ加工方法を提供する。
【解決手段】一対の導電層11の間に樹脂層12が中間層として積層された多層プリント基板10において、一方の導電層11に樹脂層12が露出する穴11aを形成した後に、露出した樹脂層12の露出部12aにレーザ光を照射するとともに、このレーザ光の照射領域に助燃ガスGを供給する。
(もっと読む)
レーザ切断装置
【課題】固体レーザやファイバレーザによる被切断材の切断可能厚さを向上させることができ且つ該被切断材を二次元的に切断することができるレーザ切断装置を提供する。
【解決手段】レール31に沿って走行可能に構成された走行台車32と、走行台車の走行方向とは直交する方向に横行可能に構成された横行台車33と、前記横行台車に搭載されたレーザ発振器11とノズル3を有するレーザトーチ12と、レーザ発振器からレーザトーチのノズルの間に構成された光学系と、レーザトーチ12に接続された酸素ガス供給系、を有し、レーザ発振器から出射されたレーザビームを光学系を介してリング状のビームに形成してレーザトーチのノズルから被切断材4に向けて照射すると共に酸素ガス2をノズルから被切断材に向けて噴射することで被切断材を切断する。レーザトーチ12に反射光の漏洩を防ぐカバー36を設ける。
(もっと読む)
炭素部材の形成方法
【課題】炭素含有シート体をレーザ加工して、炭素部材を形成することのできる技術を提供する。
【解決手段】樹脂からなる板状の支持体であるアクリル板20上に、紙21を介在させて炭素含有シート体である黒鉛シート10を載置した後、黒鉛シート10に酸素含有のアシストガス23(例えば圧縮空気)を吹き付けながらレーザビーム24を照射し、黒鉛シート10を紙21およびアクリル板20と共に切断して、所定形状の炭素部材を形成する。
(もっと読む)
電磁クラッチ、圧縮機、電磁クラッチの製造方法
【課題】アーマチャとロータの接触面積を、多大なコストをかけることなく増大させ、アーマチャとロータとの吸引力を増加させる。
【解決手段】アーマチャ42とロータ43の溝44、45A、45Bをレーザ加工により形成する際に、溝44、45A、45Bを区画する壁面に金属酸化物層100を形成する。この金属酸化物層100は、電磁クラッチを使用する過程で、第一接触面A1〜第四接触面A4と摺接することにより、一部が砕け又は剥離して、金属酸化物からなる粒子が生成される。この粒子はアーマチャ42とロータ43との接触面に進入して、両者間の摩擦力を増大させてすべりを防止する。その結果、電磁クラッチMにおけるトルク伝達能力を増大させ、スクロール型圧縮機の高トルク化を図る。
(もっと読む)
レーザ切断方法及びレーザ切断装置
【課題】固体レーザ或いはファイバレーザを用いて鋼板を切断する切断方法と切断装置を提供する。
【解決手段】切断方法は、固体レーザ発振器又はファイバレーザ発振器から出射されたレーザビームをリングビーム1に形成して被切断材4に照射すると共に軸5に沿って酸素ガス2を噴射する。切断装置は、レーザ発振器11と、ノズル3を有するレーザトーチ12と、レーザ発振器11からノズル3の間に構成され少なくとも円錐プリズム13と凸レンズ14と光ファイバ15を有する光学系と、レーザトーチ12に接続された酸素ガス供給系17とを有し、レーザ発振器から出射されたレーザビームを光学系を介してリングビーム1を形成してノズル3から被切断材4に向けて照射すると共に酸素ガス供給系17から供給された酸素ガス2をノズル3から被切断材4に向けて噴射することで被切断材4を切断する。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 中心線CLを有する円環形状の溶着予定領域Rの一部分が照射領域であるレーザ光Lに対して、溶着予定領域Rを中心線CL回りに相対的に複数回回転させながら、レーザ光Lを溶着予定領域Rに照射する。これにより、溶着予定領域Rの一部分に対してレーザ光Lが断続的に照射されることになるので、溶着予定領域Rの一部分に対するレーザ光の1回の照射で樹脂部材の分解温度を越えるような急激な温度上昇を防止することができる。しかも、光軸OAに対して垂直なレーザ光Lの断面形状が溶着予定領域Rにおいて円環形状であるため、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷が生じるのを防止することができる。
(もっと読む)
焼結セラミック及び他の硬質及び/又は厚肉材料のレーザ加工
【課題】焼結セラミック及び他の硬質及び/又は厚肉材料をレーザ加工する方法を提供する。
【解決手段】この方法は、被加工部材をレーザビームで、前記被加工部材の切り出し領域内の平行レーザ経路のシーケンスに沿ってスクライブする工程を含む。前記スクライブする工程では、前記レーザビームが前記シーケンスに沿って進むにつれて広くなる切断溝を前記切り出し領域に形成する。前記シーケンスは、屑を前記レーザ経路群から離れるように誘導してスループットを向上させ、そして高品質開口部が前記被加工部材に形成されるように、前記切り出し領域の内側部分から始まり、そして前記切り出し領域の外側端面で終わる。高品質構造体を前記被加工部材から切り出すこともできる。
(もっと読む)
1 - 20 / 31
[ Back to top ]