
Fターム[4E068DB04]の内容
Fターム[4E068DB04]に分類される特許
61 - 77 / 77
二重焦点レンズを用いる、厚い金属部品のレーザー切断

【課題】より短い焦点距離で、切断が非常に難しい4から25mmの間の厚さを有する金属部品を効果的にレーザ切断する方法を提供すること。
【解決手段】本発明は、4から25mmの間の厚さを有する金属部品をレーザービーム切断する方法であって、二重焦点レンズを用い、少なくとも、互いに離れてレーザー光軸上にある第1焦点(PF1)および第2焦点(PF2)に、レーザービームを集光させることを可能にし、前記レンズは170から300mmの間の焦点距離(FL)を有することを特徴とする方法に関する。
(もっと読む)
レーザブレージング加工方法および加工装置

【課題】ーザ加工ヘッド周りの構造のコンパクト化と簡素化を図り、レーザブレージング加工設備として効率良くレーザブレージング加工を行えるようにした装置を提供する。
【解決手段】加工点位置(レーザ光照射位置)Pよりも接合進行方向前方側に位置する加圧ピン8を設け、加圧ピン8にパネルガイド溝15とフラックス吐出口17を形成する。パネルガイド溝15にてパネルW2側のフランジ部Fを受容して、そのフランジ部Fに倣わせるようにして加圧ピン8をレーザ加工ヘッドとともに移動させながら、加工点位置(レーザ光照射位置)Pとなるべき内隅部Rフラックスfを塗布する。その上で、溶加材ワイヤにレーザ光を照射してブレージングビードを形成する。
(もっと読む)
レーザブレージング加工方法および加工装置
【課題】異材質の母材同士のブレージングに際し、ブレージングにあずかる部分の酸化皮膜を削ぎ落として新生面とすることで「ぬれ性」を確保し、フラックスの塗布を不要としたレーザブレージング加工方法を提供する。
【解決手段】加工点Pに溶加材ワイヤ14を供給しながらレーザ光Lを照射して、亜鉛めっき鋼板製の母材W1とアルミニウム合金製の母材W2をブレージングする方法である。その際に、段付き状の回転ピン18とガスノズル16を併用し、回転ピン18により接合される部分の酸化皮膜を除去して新生面とした上で、ガスノズル16からのアルゴンガスの供給により再酸化を防ぐ。その新生面として「ぬれ性」を確保した部分を接合面としてブレージングを行う。
(もっと読む)
レーザ衝撃ピーニング方法およびその方法に用いるコーティングならびにその方法で作られた物品
【課題】閉じ込められた閉込め媒体によるレーザ衝撃ピーニングコーティングを提供すること。
【解決手段】物体の表面をレーザ衝撃ピーニングする一体型レーザ衝撃ピーニングコーティング(57)は、透明閉込め層(66)から離間したアブレーション媒体層(64)と、これらの間にある透明液体閉込め媒体(68)(「透明」とは、レーザ衝撃ピーニングに使用するレーザビームに対して透明であることを意味する)とを有する。透明液体閉込め媒体(68)の例として、レーザビームを発射する表面上に流体の閉込めカーテンを流すことのない、水と、水と寒天との混合物とがある。一体型レーザ衝撃ピーニングコーティング(57)は、接着層(60)がアブレーション媒体層(64)の第1の側(71)に配置されるテープ(59)としてもよい。
(もっと読む)
鉄系材料とアルミ系部材との接合方法、電磁弁におけるスリーブとソレノイド機構との接合方法及び電磁弁
【課題】スリーブ等のアルミ系部材と、ソレノイドケースなどの鉄系溶融金属性の部材の接続に際し、より安価に製造できるようにする。
【解決手段】鉄系材料で形成され筒状部分を有する鉄系部材(第1ヨーク15)と、鉄系部材の筒状部分の内側に重合可能に形成された筒状もしくは柱状部分を有するアルミ系部材(スリーブ11)との間の接合方法において、アルミ系部材は筒状もしくは柱状部分に溝11dを設け、アルミ系部材の筒状もしくは柱状部分を鉄系部材の円筒状部分の内側に差し込んで重合させ、溝が鉄系部材の重合部分の下に位置する状況において、鉄系部材の重合部分を溶融させる。溶融した鉄系部材の重合部分はアルミ系部材の溝の中に流れ込み、固まる。固まった状態では、溝との干渉するので、アルミ系部材が鉄系部材から外れなくなる。よって、アルミ系部材と鉄系部材の接続がなされる。
(もっと読む)
金属材料及び金属クラッド材の溶接継手及び鋳造材のレーザピーニング処理
【課題】
各種金属材料や金属クラッド材を溶接すると、その溶接部は高温に加熱されるため、材質の変化が生じ、溶接金属または熱影響部が軟化したり、靭性や耐食性などが、著しく低下する。よって、溶接継手の継手効率が50%から80%にも低下する。また、表面に余盛部ができ、残留応力が生じ、使用時にその止端部から疲労亀裂や応力腐食割れが発生する。
【解決手段】
本発明は上記課題を解決する方法を提案するもので、溶接部および鋳造材などを短パルス高ピーク出力のレーザで高圧力のプラズマを発生させ衝撃波で材料表面をピーニングし微細変形させ、圧縮残留応力を得ることにより 溶接継手や鋳造材の強度を高め、疲労強度や耐食性などを改善する方法である。
(もっと読む)
レーザ集光ユニット及びレーザ加工装置
【課題】 ビームスポットを一方向で任意の長さに可変出来るレーザ集光ユニット及びそれを備えたレーザ加工装置を提供する。
【解決手段】 集光ユニット12において、上方のシリンドリカルレンズ20は固定レンズ保持部27に保持され、下方のシリンドリカルレンズ22は本体24の空洞部25内で鉛直方向(光軸方向)に移動可能な可動レンズ保持部34に保持される。可動レンズ保持部34は、それよりも径が一回り大きい回転リング42の上に支持されている。回転リング42を回すと、回転リング42が回転方向に応じて垂直上方もしくは垂直下方へ移動し、それによって可動レンズ保持部34および可動シリンドリカルレンズ22も垂直上方もしくは垂直下方へ移動する。可動シリンドリカルレンズ22の光軸上の位置を変えることでレーザ光の線状ビームスポットの長さを可変することができる。
(もっと読む)
肉盛層の組織予測方法
【課題】 実際に肉盛りすることなく、簡便かつ正確に肉盛層の組織を予測することのできる肉盛層の組織予測方法を提供する。
【解決手段】 溶融して二液相分離反応を生じる肉盛り材料を溶融、凝固させて形成する肉盛層の組織予測方法を、肉盛り材料を、マトリックスに分散する分散相が晶出する分散相晶出温度より高い温度で溶融する溶融工程と、溶融した肉盛り材料を急冷凝固させる急冷凝固工程と、溶融後に凝固した肉盛り材料の組織を観察する組織観察工程と、を含んで構成し、観察された組織に基づいて、肉盛りすることなく肉盛層の組織を予測する。また、同肉盛り材料の二液相分離温度と分散相晶出温度とを特定し、二液相分離温度と分散相晶出温度との差に基づいて、肉盛りすることなく肉盛層の組織を予測する。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、亜鉛系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。
(もっと読む)
記録媒体カートリッジの上下シェルハーフの溶接方法
【課題】上下シェルハーフが周壁の複数箇所において突合わせ溶接されて形成されかつ内蔵された記録媒体に対するアクセス用開口を備えた扁平なハウジングと、このハウジングのアクセス用開口を開閉すべくハウジングに移動可能に取り付けられた、開口を備えたシャッタとを有する記録媒体カートリッジにおいて、上下シェルハーフの溶接時に記録媒体が損傷を受けるのを防止する。
【解決手段】溶接箇所W1〜W3の溶接時には、シャッタ7を、その開口7aが溶接箇所W1〜W3と対向しなくなる位置に移動させる。
(もっと読む)
高エネルギビームによる異種材料の重ね接合方法及び重ね接合部材
【課題】融点の異なる異種材料同士を重ね合わせた状態で高エネルギビームを高融点材料の側に照射し、高融点材料側からの伝熱によって低融点材料のみを溶融させて接合する異種材料の重ね接合において、異種材料の重ね接合面における広い領域を接合に好適な温度範囲に加熱することができ、接合面積を広くして、継手強度を向上させることができる異種材料の重ね接合方法と、このような方法によって接合した異種材料の重ね接合部材を提供する。
【解決手段】接合界面3において、金属間化合物が生成することなく材料の拡散が生じる接合好適温度範囲に加熱される領域が広くなるように、例えば高融点材料1に対する高エネルギビームBの照射方向が接合面3に対して0〜30°の範囲で傾けることによって、接合部の温度分布をコントロールする。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る鉄系合金部材とアルミニウム系合金部材の異種金属接合体ならびにその接合技術を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材を溶接により接合した異種金属溶接接合体であって、前記鉄系合金部材と前記アルミニウム系合金部材の溶接接合部が、鉄にアルミニウムが過飽和に固溶した過飽和固溶体相を含む組織からなることを特徴とする鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体。
(もっと読む)
チタン合金の形の耐摩耗性でかつ疲労抵抗性の縁層を製造するための方法および該方法により製造された構成部分
本発明は、機能構成部分の縁層仕上げ、特にチタン合金の形の耐摩耗性でかつ疲労抵抗性の縁層(表層)を製造するための方法および該方法により製造された構成部分に関する。レーザガス合金化によりチタン合金の形の耐摩耗性でかつ疲労抵抗性の縁層を製造するための本発明による方法は主として、レーザガス合金化を、使用されたチタン合金中に侵入型溶解可能な元素を含有するかまたは遊離させる反応ガスを用いて実施し、この場合、該反応ガスの分圧が所定の限界値を上回ると窒化物、炭化物またはホウ化物のチタン相が生じるので、反応ガスの分圧が該限界値よりも下に留まるように反応ガスの分圧を設定することにより特徴付けられている。ガス合金化された縁層を備えたチタン合金から成る耐摩耗性でかつ疲労抵抗性の構成部分の本発明による特徴は主として、耐摩耗性の縁層が、α−およびβ−チタン粒子の微粒状の混合物と侵入型溶解された反応ガスとから成っていて、360HV0.5≦HS≦500HV0.5の、研削された表面で測定された表面硬度HSまたは360HV0.1≦HR≦560HV0.1の、表面下0.1mmの研磨された横方向研削面において測定された縁層マイクロ硬度HRを有しており、さらに前記縁層が、0.1mm≦tR≦3.5mmの深さtRにわたって延びていて、反応ガスにより形成された窒化物、炭化物、酸化物またはホウ化物の相を有していないことにある。 (もっと読む)
導電性被覆金属バイポーラプレートのレーザ溶接
本発明は、被覆バイポーラプレートを有する燃料電池を効率的に製造する方法を開示する。本発明は、すでに被覆が施された個々の金属プレートを一緒にレーザ溶接して、燃料電池内で使用されるバイポーラプレートを形成することを企図している。被覆プレートのレーザ溶接は、望ましくないレベルの耐食性の原因となるのに十分な大きさのプレートの過敏化を引き起こさない。この結果は、溶接されるプレート領域における有機被覆の存在に関係なく、またレーザビームによる有機被覆の除去に関係なく達成される。  (もっと読む)
(もっと読む)
内燃機関の構成部品及びその製造方法
アルミ合金で作られ、内燃機関の運転中に熱的に高負荷を受ける少なくとも一つの領域(2)を含む内燃機関の構成部品(1)が開示されている。熱的に高負荷を受ける前記領域(2)は全体の構成部品(1)に比べて小さく、そして熱的に高負荷を受ける領域(2)が全体の構成部品(1)よりも大きい破断伸びを有するように、全体の構成部品(1)に対して変更された合金組成を備える。 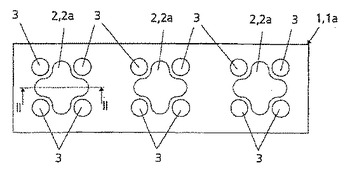 (もっと読む)
(もっと読む)
構造部品を溶接するための方法及び装置
本発明は、好適にはガスタービンの、特に航空機用エンジンの構造部品を溶接するための方法及び装置に関する。本発明に従って、構造部品は、少なくとも一つのレーザー光源、即ち、パルスモードで動作されている一つ又はそれより多くのレーザー光源を用いて、レーザー溶接される。一つ又はそれより多くのレーザー光源のパルス幅及び/又はパルス波形及び/又は出力は可変的に調整される。溶接ワイヤーのワイヤー前進は、一つ又はそれより多くのレーザー光源のパルスに応じて制御される。  (もっと読む)
(もっと読む)
アディティブ用樹脂組成物基板へのレーザーによる孔形成方法及びプリント配線板の製造方法。
【課題】アディティブ用樹脂組成物層を表層に形成した基板へのブラインドビア孔、貫通孔の形成方法、及びこれを用いたプリント配線板の製造方法を得る。
【解決手段】内層板の表面に金属箔付きアディティブ用Bステージ樹脂組成物層を加熱して接着形成して硬化処理した後に、この金属箔張板の表面に直接レーザーを照射してブラインドビア孔及び/又は貫通孔を形成する。
【効果】樹脂組成物表面の汚染もないために、その後に表層金属箔全て及び内層銅箔に発生した銅箔バリを溶解除去し、デスミア処理した後の銅メッキでの凹凸も発生せず、細線の回路形成において、回路のショートや切断等の不良の発生もなく、良好な高密度のプリント配線板を作製することができた。また、加工速度はドリルであける場合に比べて格段に速く、生産性も良好で、経済性にも優れているものが得られた。
(もっと読む)
61 - 77 / 77
[ Back to top ]