
Fターム[4E068DB15]の内容
Fターム[4E068DB15]に分類される特許
101 - 120 / 184
表面処理鋼板のレーザ溶接方法とレーザ溶接システム
【課題】溶接母材間に所定の隙間を確保するための間隙材として低融点固形物を用いることで、それ自体の溶接母材に対する付着性または定着性を改善し、複雑形状のパネルの溶接にも容易に適用することができるようにしたレーザ溶接方法を提供する。
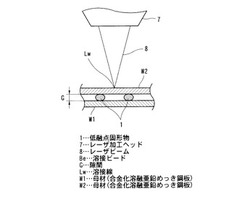
【解決手段】溶接線Lwの近傍に、溶接時の熱的影響で溶融するろう材、パラフィンワックス等の低融点固形物1を点状に配置する。低融点固形物1の介在によって母材(例えばめっき鋼板)W1,W2間に物理的に確保される隙間Gを通して母材めっき層のガスを排出する。溶接時の熱的影響で低融点固形物1が溶融して隙間Gに拡がることで母材W1,W2同士の密着性向上に寄与する。
(もっと読む)
レーザ溶接方法およびその装置

【課題】レーザビーム溶接において、特殊なレンズやレーザ光を円運動させる手段を用いることなく、金属板の溶融時に発生した気泡を十分に放出して良好な溶接ができる溶接方法および溶接装置を提供する。
【解決手段】複数枚の金属板(X1,X2)重ね合せ部の表面に複数のレーザビームを近接して高エネルギーで照射して、全金属板(X1,X2)を溶融させ、次に、この溶融部位(Xa)に各レーザビームを低エネルギーで照射して該溶融部位(Xa)の凝固を遅延させ、これらの金属板(X1,X2)を溶接する。
(もっと読む)
レーザ溶接方法およびその装置
【課題】ポロシティの発生を抑え、優れた溶接品質を得ることのできる防錆鋼板のレーザ溶接方法を提供する。
【解決手段】第1の防錆鋼板101と第2の防錆鋼板102を重ね合わせてそれらの合わせ面に位置する亜鉛メッキ層102aに層120aに至り、かつ、第2の防錆鋼板102を突き抜けない入熱量で第1の防錆鋼板101から1回目のレーザ照射を行う段階と、1回目のレーザ照射より大きく、第1の防錆鋼板101と第2の防錆鋼板102の溶接が完了する入熱量で第1の防錆鋼板101側から2回目のレーザ照射を行う段階と、を有することを特徴とする防錆鋼板101のレーザ溶接方法。
(もっと読む)
レーザ溶接方法
【課題】スパッタの発生を抑制して溶接面積が大きくでき、その結果、接合強度を大きくできるレーザ溶接方法を提供する。
【解決手段】上部溶接板材1のレーザ光7が照射される箇所(溶接箇所)に上部溶接板材の厚さL1より薄い薄板加工部2を形成し、この薄板加工部2のレーザ光照射面3を凹部4とし裏面5を凸部6とすることにより、レーザ光7のパワーを最適化し、スパッタの発生を抑制し、溶接面積S1を大きくすることで溶接強度を大きくできるレーザ溶接方法を提供することができる。
(もっと読む)
亜鉛めっき鋼板のレーザー溶接方法
【課題】溶接欠陥を生じさせることなく容易に亜鉛めっき鋼板をレーザー溶接できる溶接方法を得る。
【解決手段】鋼板1,2を重ね合わせてレーザー溶接する。鋼板1,2の少なくとも一方が亜鉛めっき鋼板であって、鋼板1,2を重ね合わせる重ね部16の鋼板1,2の間に少なくとも銅を含むインサート層24を挟んでレーザー溶接する。インサート層24を少なくとも銅を含む粉末により形成した。溶接時、亜鉛と銅が合金を形成し、亜鉛蒸気の発生を抑制し、溶接欠陥の発生を防止できる。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
微細穴材の製造方法、微細穴材ならびにそれを備えた分離膜。
【課題】所定の直径および深さの微細穴を効率的かつ低コストで製造することができる、微細穴材の製造方法を提供すること。
【解決手段】微小金属粒子を備えた基材に対して、レーザーを照射してアブレーションを発生させることによって上記基材に微細穴を形成する方法であって、上記レーザーの波長が、上記金属の可視紫外吸収波長を持つものであり、かつ、上記微小金属粒子が、表面プラズモン共鳴効果を発生するものであることを特徴とする微細穴材の製造方法である。
また、本発明は、上記の製造方法によって得られることを特徴とする微細穴材であり、さらに、少なくとも片側の面に支持膜を備えていてもよい。ここで、支持膜は細孔を有していてもよい。
(もっと読む)
金属板の突合せ接合方法および接合金属板
【課題】スパッタの付着を防止または抑制するとともに、成形性に優れる接合金属板を製造可能な金属板の突合せ接合方法および接合金属板を提供する。
【解決手段】この金属板の突合せ接合方法は、金属板1,2相互を突き合わせる突合せ部にレーザを照射するレーザ照射工程と、そのレーザ照射工程の際に前記突合せ部にワイヤを供給するワイヤ供給工程とを含む。そして、その供給するワイヤ4として、銅系ろう材を用いて前記金属板相互をろう付けによって接合する。ここで、この銅系ろう材は、その化学組成が、Si:1〜10mass%、Ni:35mass%以下、Al:15mass%以下、Mn:5mass%以下、残部Cuおよび不可避不純物よりなるものを用いる。
(もっと読む)
亜鉛系めっき鋼板のレーザー溶接方法
【課題】亜鉛系めっき鋼板同士あるいは亜鉛系めっき鋼板と他の金属を組み合わせた被溶接体をレーザー溶接する際に、亜鉛蒸気を酸化させずにブローホールの発生を抑制したレーザー溶接法を提供する。
【解決手段】レーザー光を出力するレーザーヘッドと被溶接体2との間の側方空間に設けたノズル11から被溶接体のレーザー光照射位置にシールドガスを噴射しつつ、焦点位置でのスポット径に対する焦点距離の比率が300以上となるように調整したレーザー光3を被溶接体2の溶接部位に照射してレーザー溶接する。
(もっと読む)
レーザ溶接方法
【課題】重ね面の少なくとも一方が表面処理された金属からなるワークの重ね溶接を行う場合に、簡便な方法で高品質な溶接を行う。
【解決手段】上板10の下面10bと下板12の上面12aとの間の重ね面間に隙間G1が形成されるようにして前記上板10と下板12を重ねた後、上板10の上面10aの溶接部位14に沿って該上板10を貫通する第1レーザL1を照射することにより該上板10の下面10bから突出する凸部18を形成する。その後、凸部18が下板12の上面12aに当接するように上板10及び下板12を狭み込んで固定した状態で、上板10の上面10a側から第2レーザL2を照射して上板10及び下板12を溶接する。
(もっと読む)
レーザ溶接方法および装置
【課題】重ね合わせた複数の板材の間に適正な隙間を形成して、良好に溶接するレーザ溶接方法および装置を提供する。
【解決手段】表面に皮膜を有する鋼板を含む複数の板材3,4を溶接するレーザ溶接方法において、一方の板材3を他方の板材4に対して局部的に接触させ、この接触箇所6から離れた部位において一方の板材3と他方の板材4の少なくともいずれかを押圧し弾性変形させることにより、一方と他方の板材3,4間に接触箇所7の一部から次第に大きくなる隙間7を形成し、この隙間7の領域にてレーザビームを照射して二枚の板材3、4をレーザ溶接する。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材を使用せずに、レーザ溶接することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接板2と、鉄系被溶接材(鋼板1)とをレーザ溶接する。鋼板1はその表面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4(めっき層)が設けられており、アルミニウム系板2をレーザ照射源側に配置してアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、ろう材及びフラックスを使用せずにレーザ光を照射する。これにより、この重ね部3で、亜鉛系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とを接合する。レーザ光のビーム形状は扁平である。
(もっと読む)
耐食性及び加工性を有する金属薄板の製造方法
本発明は、塗装されていない鋼板(1,1´)からなる耐食性及び加工性を有する金属薄板の製造方法に関し、下記のステップを備える;鋼板(1,1´)を突き合せた状態で配置し、各接合溶接開先(14)に沿った溶接部(2)を形成するために、溶接ビーム(13)による突合せ溶接により、一方の溶接開先又は両方の溶接開先(14)を溶接し、溶接部(2)の形成中又は溶接部(2)が形成された直後に、焼きなましビーム(15)により、一方の溶接部(2)又は両方の溶接部(2)を熱処理し、接合された鋼板(1,1´)の一方の溶接部(2)又は両方の溶接部(2)を含む全表面をメタリック塗装により塗装する。 (もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】アルミニウムを含む表面皮膜を有する構造部材の溶接において、良好な機械的特性の得られる方法を提供する。
【解決手段】レーザービームを少なくとも1つの電気アークと組み合わせて金属を溶融し、前記工作物を溶接する。その際、溶融金属の体積を増大し、1.2%より大きい局所的なアルミニウム濃度をなくすことにより、これに起因する機械的特性の低下を防止する。
(もっと読む)
異種金属の接合方法
【課題】例えば、軽合金製のルーフパネルを用いた自動車の車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、外観やデザインの自由度などを損なうことなくこれら異種金属材料を互いに接合することができる異種金属の接合方法を提供する。
【解決手段】高融点材料から成る第1の板材1と低融点材料から成る第2の板材2を重ね合わせ、第2の板材2の側からの高エネルギービーム照射によってこれら板材を重ね接合するに際し、第2の板材2に貫通孔2aをステッチ状に設け、この第2の板材2に第1の板材と同種の高融点材料から成る第3の板材3をさらに重ね、第3の板材3に照射した高エネルギービームBにより上記貫通孔2aを介して第1の板材1と第3の板材3を断続的に溶融接合したのち、溶融接合近傍部を加圧して、上記第1及び第3の板材1,3と第2の板材2とを上記溶融接合部の近傍において接合する。
(もっと読む)
レーザ溶接方法、装置および設備
【課題】重ね合わせた板材を、その間の隙間の大小を考慮して、良好に溶接するレーザ溶接方法、装置および設備を提供することにある。
【解決手段】重ね合わせた金属製の二枚の板材2、3間の隙間4が小さい方から大きい方に向けてレーザビーム1を移動させて、前記二枚の板材2、3をレーザ溶接する。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、金属間化合物の生成や、重量、コストの増加を来たすことなく異種金属を接合することができる異種金属パネルの接合方法と、このような接合に用いる接合装置、さらにはこのような方法による異種金属パネルの接合構造を提供する。
【解決手段】互いに融点の異なる高融点金属パネル17と低融点金属パネル21を接合するに際し、これら両パネル17,21の間にこれらの材料とは異なる第3の材料を介在させた状態で、デフォーカスさせた高エネルギービームBを高融点金属パネル側の表面、又は高融点金属パネル及び低融点金属パネルの両方に照射しながら、両パネル17,21を相対加圧し、上記両パネルの少なくとも一方と第3の材料との間で共晶溶融を生じさせて両パネル17,21を連続的又は断続的な線状にフレア接合する。
(もっと読む)
建築部材の製造方法
【課題】溶接の後に補修塗料の塗布量を抑えても耐食性が劣ることがないT字溶接継手部を備えためっき鋼板製の建築部材を安価に提供する。
【解決手段】ともにZn系めっきが施されためっき鋼板からなる第一の金属板1に第二の金属板2の端部を垂直に押し当てて形成したT字状継手部3aにおいて、T字状継手部3aを構成する第二の金属板2の端部に、レーザー光7を、前記第二の金属板2が板厚全体にわたって溶融されるように、小さな傾斜角度αで照射する。
Zn系めっきとして、ZnとAlを含む合金めっきを施したものが用いられる。
(もっと読む)
製品及びその電子的に読み取り可能な証明書の真正性を保護及び管理するための方法及び装置
本発明は、製品及びその構成要素、並びにこれらの電子的に読み取り可能な証明書の真正性を保護及び管理するための方法及び装置に関する。製品(1)の構造に応じて、アロイ層(2)が製品上に付設される。次に、層(2)は、ビーム(3)による制御されたビーム又はジェットマーキングにより影響を受け、復元可能なマーキング(4)が付設される。マーキングを管理或いは復元するために、マーキングが付設された領域において、マーキング形成部の表面、導電性或いは構造が調べられる。得られたマーキング暗号化要素の画像は、オリジナルマーキングと復元可能な暗号化要素の関係を含む情報と比較される。この情報は、多媒体暗号マーキング(13)によって改ざん或いは偽造から保護された電子的に読み取り可能な添付証明書(12)上のデータベースにも記録されている。 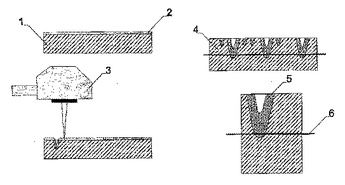 (もっと読む)
(もっと読む)
101 - 120 / 184
[ Back to top ]