
Fターム[4E068DB15]の内容
Fターム[4E068DB15]に分類される特許
121 - 140 / 184
レーザー切断性および一次防錆性に優れた塗装鋼材およびそれに用いられる塗料
【課題】レーザーで切断した場合にレーザー切断性が高く、かつ防錆性にも優れた、プライマーが塗布された塗装鋼材およびそれに用いられる塗料を提供すること。
【解決手段】鋼材本体の表面に、チタニアおよび亜鉛粉末およびアルミニウム粉末を含有するプライマーが塗布されることにより、レーザー切断性および一次防錆性に優れた塗装鋼材が得られる。プライマーは、チタニア粉末の塗布量が4.5〜26g/m2であり、亜鉛粉末の塗布量が9〜30g/m2であり、アルミニウム粉末の塗布量が0.1〜10g/m2であることが好ましい。
(もっと読む)
被覆積層板から非常に高い機械的特性を有する溶接部品を製造する方法
鋼基板(1)およびプレコーティング(2)によって板が構成されており、上記プレコーティングは、上記基板に接し、金属合金層(4)が載せられた金属間合金層(3)によって構成されており、上記板の少なくとも1つのプレコーティングされた表面上において、1つのゾーン(6)は、上記金属合金層がなく、上記ゾーンは、上記板の周囲に位置していることを特徴とする。 (もっと読む)
レーザ溶接方法およびレーザ溶接用母材隙間矯正装置

【課題】母材側に突起やエンボス部を形成する必要がなく、しかも母材同士の間に確保すべき微小隙間の大きさを正確に設定できるようにしたレーザ溶接方法を提供する。
【解決手段】レーザ溶接の対象母材となるレインフォースWa,Wb同士をロケートピン2にて位置決めしつつ重ね合わせた上で、両者の間にガスノズル11をもって不活性ガスを吹き込む。ガス圧で下側のレインフォースWaに対し上側のレインフォースWbを浮上させて両者の間に微小隙間Gを形成し、その隙間Gの大きさをストッパー装置10で規制する。溶接は、微小隙間Gを確保した状態でレインフォースWb側からレーザビームLaを照射して行う。
(もっと読む)
シェービングカミソリ用の切断部材
局所熱処理加工、例えば、レーザーエネルギーの適用を受けているカミソリ用の切断部材が提供される。一部の例では、切断部材には曲げ部分が含まれており、延性を向上させることによって曲げ部分を形成しやすくするために、局所熱処理加工が使用される。 (もっと読む)
レーザ溶接方法

【課題】被覆層に起因する鋼板の溶接の品質劣化を、簡易な方法で抑制することができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法は、レーザ装置7から出射したレーザ光Lを走査しながら、亜鉛メッキ鋼板3,3の突き合わせ部3aを溶接するレーザ溶接方法である。鋼板3,3の表面におけるレーザ光Lの照射スポット領域Fは、鋼板3,3が溶接可能な出力密度を有する溶接領域F1と、溶接領域F1よりもレーザ光Lの走査ラインD上における下流側に形成されると共に、亜鉛メッキ層を蒸発させ且つ溶接領域F1よりも低い出力密度を有する非溶接領域F2とを備えている。
(もっと読む)
金属製液体タンクの製造方法
【課題】金属板を素材としたものであっても、溶接部からの破断を防止し、高い破断荷重を確保した溶接継手構造を備えた液体タンクを提供する。
【解決手段】液体タンク1を構成するアッパーパネル6及びロアーパネル7の端縁部にフランジ部を設けることなく、前記両パネルの一方の端縁部を他方の端縁部内に嵌合して両パネルの端縁部を重ね合わせた後、嵌合により形成されたすみ肉継手部分にレーザー光9を照射して溶接を施し、アッパーパネルとロアーパネルを外周に沿って溶接接合する。
(もっと読む)
レーザ接合方法
【課題】レーザ反射率や熱伝導率の異なる異種金属同士を高品質にかつ効率よく重ね溶接することができるレーザ接合方法を提供する。
【解決手段】鉄系材料からなる下板10と、鉄系材料よりもレーザ反射率および熱伝導率が高い銅系材料からなる上板11とを重ね合せ、上板11側からレーザLを照射して両板を重ね溶接するレーザ接合方法において、予め上板11に凹穴12を形成し、この凹穴12の底に照射パターンが形成されるようにレーザLを照射して、凹穴12の底の薄肉部分12aを集中的に加熱溶融する。薄肉部分12aを加熱溶融するので、それほどレーザのエネルギー密度を高くしなくても上板11を効率よく加熱溶融でき、これにより下板10側でエネルギーオーバーになることはなくなり、下板10における孔明きが防止され、また、ブローホールの発生原因となる低沸点成分のガス化も抑制される。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】めっき処理された板材のレーザ溶接に必要な適正隙間を確保することができ、溶接欠陥を防止することができるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】隙間を隔てて対向する少なくとも2枚の板材21、22に、対向方向の一方からレーザビームLを照射して溶接接合するレーザ溶接装置1であって、接合対象となる各板材21、22に形成された挿入穴部31、32が連通するよう板材21、22を対向配置した状態で、対向する一方の板材21の挿入穴部31から隙間規制部41を挿入し、他方の板材22の対向面にその一部を突き当てることにより、対向する板材21、22間の隙間Sを規制する隙間規制治具40が備えられている。
(もっと読む)
赤外線反射性コーティング及びプラスチック中のテトラベンゾジアザジケトペリレン着色剤
式(I)のテトラベンゾジアザジケトペリレン着色剤(顔料又は染料)を、波長800〜1200nmで50パーセントを超える赤外線反射率を有機又は無機の基材に付与するのに有効な量、基材中に又はその表面に組込むことにより、成形ポリマー品、フィルム、繊維及びコーティングならびに他の有機及び無機の材料を含む赤外線反射基材を製造する方法。このように得られ、かつ特許請求された基材は、反射されなかったIR放射線の多くを透過させ、多層構造のポリマー製品のような、レーザー溶接も可能な製品が製造される。 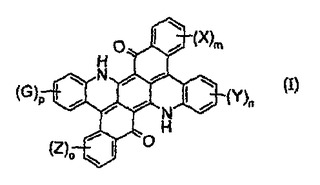 (もっと読む)
(もっと読む)
レーザピーニング処理方法及びレーザ吸収粉体層シート
【課題】本発明の目的は、従来にはないレーザピーニング処理方法とそのようなレーザピーニング処理を行うためのレーザ吸収粉体層シートの提供にある。
【解決手段】本発明のレーザピーニング処理方法によれば、レーザを照射した際に発生するプラズマの衝撃波により粉体又は混合物13Fをワーク10の被加工面に打ち込むという従来にはない新規な方法でレーザピーニング処理を行うので、新しい材料特性を有した製品の製造が可能になる。しかも、ワーク10の被加工面が金属で形成されている場合には、粉体又は混合物13Fがワーク10の被加工面に打ち込まれると、ワーク10の表面部が塑性変形して金属結晶が細分化するので、ワーク10の被加工面が硬化して、ワーク10の被加工面の耐摩耗性、耐摺動性及び耐腐食性が著しく向上する。
(もっと読む)
レーザ溶接方法
【課題】被溶接材の皮膜からのガスの発生や爆飛がなく、冶具を用いる面倒な隙間管理も不要であり、再現性の高い安定した溶接品質を保証する。
【解決手段】第1工程の皮膜除去工程では、スチール板12の溶接ポイントWと対応する部位に設定された各剥離領域H10に皮膜除去用のパルスレーザ光LBaを集光照射し、剥離領域H10内の亜鉛メッキ皮膜10をパルスレーザ光LBaのエネルギーにより昇華させて除去する。第2工程のレーザスポット溶接工程では、被溶接材(12,14)の溶接ポイントWに対して、ステンレス板14の背後(上方)よりレーザ溶接用のパルスレーザ光LBbを集光照射し、ステンレス板14とスチール板12とをパルスレーザ光LBbのエネルギーによって溶接する。
(もっと読む)
レーザ溶接方法
【課題】少なくとも一方が表面処理鋼板である鋼板同士を重ね合わせてレーザ溶接する際に、隙間の管理が容易で、溶接不良を招かないレーザ溶接が容易に行えるレーザ溶接方法を得る。
【解決手段】鋼板1の溶接箇所を挟んでその両側に接触突起4,6を形成し、接触突起4,6を重ね合わせる鋼板2の表面に接触させる。また、鋼板1の溶接箇所に溶接突起8を形成し、接触突起4,6を重ね合わせる鋼板2の表面に接触させた際に、溶接突起8と重ね合わせる鋼板2の間に隙間aを形成し、溶接突起8にレーザを照射してレーザ溶接する。溶接箇所をレーザ溶接するときに、隙間aから気化ガスを逃がす。隙間aは、0.05mm以上で、かつ、0.2mm以下である。接触突起4,6と溶接突起8とは同時にプレス加工する。
(もっと読む)
表面のレーザマーキング方法
比較的拡散性ではない反射表面領域を有する表面をレーザマークする方法が提供される。この方法は比較的拡散性の反射領域を生成するために比較的拡散性ではない相対表面領域の選択されたマーキング領域をレーザ光で照射する処理を含んでいる。放射プロセスはマーキング領域を生成するために部分的にオーバーラップする領域を照射することを含んでいる。 (もっと読む)
金属蒸気キャピラリーの形成制御を用いたレーザービーム溶接方法
本発明はレーザービームによって少なくとも1つ、好ましくは2つの金属ワークピースを互いに溶接する方法に関し、レーザービーム(10)と、第1のガス流と、レーザービームおよび第1のガス流が通過する出力オリフィスを具備した溶接ノズルとを用い、金属蒸気で満たされるキャピラリー(11)またはキーホール(12)が形成されるように前記溶接可能な単数または複数のワークピースにレーザービームが衝突する地点で金属自体を溶融することによってワークピースを溶接することからなる。溶接の間、第1のガスは、ガス動圧が生じるように溶接可能な単数または複数の部品に対して垂直な方向で、金属蒸気キャピラリーの開口部に対してのみ向けられる。 (もっと読む)
レーザブレージング接合工法
【課題】合金化溶融亜鉛めっき鋼板とアルミニウム系板材との接合に際して必要十分な接合強度が得られるレーザブレージング接合方法を提供する。
【解決手段】下側の母材W1である合金化溶融亜鉛めっき鋼板の上に上側の母材W2であるアルミニウム系板材を重ね合わせた上で、下側の母材W1と上側の母材W2の端面eとのなすコーナー部にツインスポット形のレーザ光L1,L2を照射し、ワイヤ8の溶融・凝固によりビード11を形成して母材W1,W2同士を重ねすみ肉接合継手の形態で接合する。後側のレーザ光L2の照射によるワイヤ8の溶融に先行して、前側のレーザ光L1にて下側の母材W1の接合部位のめっき層を除去し、その直後にめっき層を除去した部分を後側のレーザ光L2にて後追いするようにしてワイヤ8を溶融・凝固させる。
(もっと読む)
レーザ溶接方法および装置
【課題】表面に被膜を備えた複数の平板状ワークを重ね合わせてレーザ溶接するレーザ溶接方法および装置において、加熱範囲及び加熱量を容易に調節することができ、ワーク表面に与える損傷を実質的に無くすことができるようにする。
【解決手段】最表層のワークW1に電極2,3を当接して通電し、該ワークW1の電極当接部、又は、該ワークW1の電極当接部と該電極当接部から伝熱される隣接ワークW2の伝熱部とを熱膨張させ、次いで収縮させることにより変形部Qを形成し、該変形部Qを互いに隣接するワークW1,W2から離反させて、重ね合わせたワークW1,W2間に間隙Hを形成し、該間隙Hの間隔が、加熱された被膜の気化により生成する蒸気の揮散可能な広さとなる位置に、レーザビームLを照射させる。
(もっと読む)
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機
【課題】 レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機に関し、簡素な構成でメッキ鋼板の加工工程における生産性及び施工品質をともに向上させる。
【解決手段】 レーザー光を出射するレーザー発振器6,レーザー発振器6から出射された該レーザー光を反射するミラー15,ミラー15で反射された該レーザー光を集光するレンズ7,及びレンズ7によって集光されるレーザー光の焦点位置Aを制御する焦点移動装置8を有するレーザー加工機10と、レーザー加工機10による加工対象物としてのメッキ鋼板1とを用意し、焦点移動装置8によりレーザー発振器6から出射された該レーザー光の焦点位置Aをメッキ鋼板1の表面から該レーザー光の照射方向へずらして照射することでレーザー光の出力強度を調整して、メッキ層2を溶融させる。
(もっと読む)
121 - 140 / 184
[ Back to top ]