
Fターム[4E068DB15]の内容
Fターム[4E068DB15]に分類される特許
141 - 160 / 184
溶接装置および溶接方法
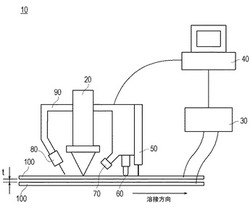
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
レーザを用いたワーク切断方法とレーザ加工装置

【課題】 活物質層が形成されている電極体等の薄いワークを、レーザを用いて良好に切断することができる技術を提供する。
【解決手段】 レーザを用いてワークを切断する方法は、レーザ発振器から出力されたレーザを集光レンズによってワークに集光する工程を備えている。そして、集光レンズの有効口径φと集光レンズの焦点距離fが0.67≦f/φ≦2.67を満たしている。さらに、集光レンズの焦点距離fは、20mm以上であって80mm以下であることが好ましい。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】個々の鋼板の形状ばらつき等に起因する隙間の状態に応じた良好な溶接品質が得られるようし、併せて従来は必須とされた手直し修正工数やラインタクトの遅れ等を解消しためっき鋼板等のレーザ溶接技術を提供する。
【解決手段】亜鉛めっき鋼板製のパネル部品W1,W2同士を重ね合わせてレーザ光Lの照射による溶接を施す際に、部品W1,W2同士の間に微小な隙間を確保するためにレーザ光照射位置Pの近傍を加圧ピン11にて加圧矯正する。同時に溶接状態をプラズマモニタリング方式にてリアルタイムで監視して、溶接状態変化の有無判定を行う。その有無判定結果に応じ、光学系に介在させた偏向板12を適宜回転させて、溶接条件であるレーザ光照射位置Pと加圧ピン11による加圧矯正位置となすオフセット量Mを変化させる。
(もっと読む)
プレコート金属板の接合方法
【課題】高い生産性で、安定して高い継手強度の得られるプレコート金属板の接合方法を提供する。
【解決手段】少なくとも片面に導電性のない被覆層が形成されている金属板同士を、または少なくとも片面に導電性のない被覆層が形成されている金属板と導電性のある金属板を、重ね隅肉接合するに際し、導電性のない被覆層が形成されている金属板の接合すべき部位にレーザビームを照射して被覆層を除去し、被覆層の除去された金属板の部位に接合用ワイヤを供給し、接合用ワイヤをレーザビームの照射により溶融させて接合することを特徴とするプレコート金属板の接合方法。
(もっと読む)
プレコート金属板の接合方法
【課題】高い生産性で、安定して高い継手強度の得られるプレコート金属板の接合方法を提供する。
【解決手段】少なくとも片面に導電性のない被覆層が形成されている金属板同士を、または少なくとも片面に導電性のない被覆層が形成されている金属板と導電性のある金属板を、重ね隅肉接合するに際し、2本のレーザビームを用い、導電性のない被覆層が形成されている金属板の接合すべき部位に第1のレーザビームを照射して被覆層を除去し、被覆層の除去された金属板の部位に接合用ワイヤを供給し、接合用ワイヤを第2のレーザビームの照射により溶融させて接合することを特徴とするプレコート金属板の接合方法。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】 ワークを2枚の板材の重ね継手でレーザ溶接を行う際の板材相互の隙間を適正に確保し、溶接品質を向上させる。
【解決手段】 亜鉛メッキ鋼板からなる2枚の板材Wu,Wd相互間に、上側の板材Wuに形成した突起部5によって隙間Sを形成する。突起部5近傍の溶接進行方向と直交する側のワークWに対し、2枚の板材Wu,Wd相互を接触させるべく加圧ローラ11により加圧し、この加圧状態で、加圧ローラ11と突起部5との間のレーザ光照射部位7近傍に、隙間Sを確保した状態で2枚の板材Wu,Wd相互が接触する方向に加圧ピン15により加圧する。加圧ピン15は、レーザ光照射部位7より溶接進行方向前側に位置する。
(もっと読む)
亜鉛メッキ鋼板レーザろう付け装置、亜鉛メッキ鋼板レーザろう付け方法、ろう付け亜鉛メッキ鋼板製造方法。
【課題】亜鉛メッキ鋼板のレーザろう付けにおいて、ピットの出現を抑制乃至は防止する。
【解決手段】亜鉛メッキ鋼板12,14のろう付け接合箇所付近に設定されたレーザ照射位置に対し、ろう付け進行方向22の前方側からろう材のワイヤ18を供給する。そして、レーザ照射位置をろう付け進行方向に相対的に移動させながらレーザビーム20を照射し、供給されたろう材を溶融させてろう付けを行う。レーザビーム20の光軸58は進行方向前方側に傾けられており、レーザ照射位置における進行方向前方側のエネルギ密度が進行方向後方側のエネルギ密度よりも高く設定されている。これにより、ろう材ビードの温度を比較的低下させ、蒸発した亜鉛によるピットの発生を抑制する。
(もっと読む)
レーザ溶接方法
【課題】鋼板同士を所定の厚み分の隙間が開いている状態のままレーザ溶接することにより、レーザ溶接時に分解ガスが発生せず、金属板の過熱により微量の蒸発ガスが発生したとしてもそのガスが開放されることによって、ブローホールが生ぜず、安定した良好な溶接ビードを得、溶接強度を向上させる。
【解決手段】少なくともいずれか一方の鋼板が亜鉛メッキ鋼板からなるワーク11,12を溶接するためのレーザ溶接方法であって、前記ワークに定められている溶接点以外の部位に所定の厚みの仮止め部材14を介在させて両鋼板を仮止めし、前記ワークに定められている溶接点を前記所定の厚み分の隙間が開いている状態でレーザ溶接を行う。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法
【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
レーザ溶接方法およびレーザ溶接構造
【課題】母材間に設定する隙間の大きさの管理が容易なレーザ溶接方法を提供する。
【解決手段】メンバー1と溶接接合されるブラケット2に、メンバー1に向かって凸形状となる浅皿状で且つ球面状のエンボス部6を予め形成する。エンボス部6の傾斜面を溶接部としてエンボス部6と同心状の略C字ループ状の溶接ビード4をもって溶接接合する。エンボス部6とメンバー1との間にエンボス部6の中心から遠ざかるにしたがって漸次大きくなる隙間7を設定しておくとともに、溶接品質を満たすのに必要な隙間7の下限値G1と上限値G10とをもって溶接ビード4と同心状をなすリング状の溶接適正領域Mを設定しておき、この溶接適正領域Mにレーザ光5を照射して溶接する。
(もっと読む)
金メッキ剥離方法及び金メッキ剥離装置
【課題】 微細な金メッキ剥離加工を効率よくかつ高精度に行う。
【解決手段】 出射ユニット16は、YAGレーザ発振器より光ファイバ18を介してYAG第2高調波のレーザ光SHGを受け取り、ユニット内で光ファイバ18の終端面より出射されたYAG第2高調波レーザ光SHGをユニット内の光学レンズに通して先端の出射口より出射し、各コンタクトWに設定された剥離領域HE内に扁平度の高い楕円状ビームスポットSPSHGで集光照射する。剥離領域HEにおいては、楕円状ビームスポットSPSHG付近で金メッキ層12がレーザエネルギーにより一瞬に蒸発して除去される。剥離領域HE内の金メッキ層12をほぼ隈なく除去するために、YAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で相対移動(走査)が行われる。
(もっと読む)
レーザ加工装置、及びレーザ加工方法
【課題】生産性を低下させることなく、被加工物の加工状況を良好にモニタすることが可能であり、加工の制御性を高めることができる、レーザ加工装置、及びレーザ加工方法を提供する。
【解決手段】レーザ発振器11とビーム形状変換機構12とを有するレーザ照射部10と、レーザ照射部10から出射された特定の波長のレーザによる被加工物2からの反射光を検出する光検出部40と、光検出部40の検出結果に基づきレーザ発振器11とビーム形状変換機構12との少なくとも一方を制御するレーザ制御部50と、を具備し、光検出部40は、特定の波長の光を選択的に検出することを特徴とする。
(もっと読む)
張り出し部を備えた溶接用突起を有する構成部分および、溶接用突起を備えた構成部分を有するランプハウジング部分
第1の構成部分が開示されている。ここでこの第1の構成部分は、殊にレーザ放射溶接のための溶接用突起(8)を有しており、この溶接用突起は型押し加工部(10)を有しており、当該型押し加工部は第1の構成部分(4)内に配置されており、少なくとも第2の構成部分(6)と溶接可能である。本発明では前記溶接用突起(8)は張り出し部(14)を有しており、溶接のために当該張り出し部を介して前記第2の構成部分(6)に当接される。本発明はさらに、このような溶接用突起(8)を有する、ランプ口金用の遮蔽ハウジング(1)に関する。  (もっと読む)
(もっと読む)
保護層で被覆されたシートをレーザ透過溶着により接合する方法
本発明は、レーザ透過溶着によって少なくとも2枚のシート(1、2、6)を接合する方法であって、少なくとも1枚のシート(2、6)を金属保護層で被覆する方法に関する。本発明の方法は、少なくとも1枚の溶接可能なシート(2、6)の片側に、所定の経路に沿って点状の変形部を形成することにより突起(3)を形成すること、シート(1、2、6)を、前記突起(3)が他方の溶接可能なシートに向かって突出するように重ね合わせること、前記シートが突起(3)領域で互いに接するように、所定の経路の両側に配置された挟持手段(4)によってシート(1、2、6)を互いに押圧するように保持すること、並びに、変形部ごとに予め設定された長さ(L)に沿って連続的且つ透過的に適用されるレーザ光線を用いてシートアセンブリを溶接することを含む。 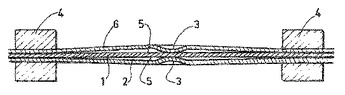 (もっと読む)
(もっと読む)
レーザ溶接を用いた異材の接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、複合溶接することができ、容易かつ高強度に異材同士を接合することができる異材接合方法を提供する。
【解決手段】 先行して重ね部3近傍の鋼板1の表面にCO2、YAG、半導体等のレーザ光を照射して重ね部3近傍の鋼板1の表面を第1熱源10により加熱すると、レーザ光による熱集中型の加熱によって、被覆層4のみが溶融して溶融部12が形成される。その直後、後行のレーザ光、MIG溶接、TIG溶接、プラズマ溶接等の第2熱源11を主にアルミニウム系板2に付与する。これにより、アルミニウム系板が部分的に溶融し、溶融部が形成され、先行レーザ加熱により鋼板の表面に形成された亜鉛系被覆層の溶融部との相乗効果により、亜鉛系被覆層が広い範囲で溶融し、結果として安定した品質の異材接合継手を容易に得ることができる。
(もっと読む)
パターン溝の形成方法及びそれを用いたガラス導波路型光回路の製造方法
【課題】 溝幅が80μm以下の狭いパターン溝であっても容易に溝形成が可能なパターン溝の形成方法及びそれを用いたガラス導波路型光回路の製造方法を提供するものである。
【解決手段】 本発明に係るパターン溝の形成方法は、
石英ガラス基板11上にメタル層12を形成する工程、
そのメタル層12に幅がW1のギャップパターン13を形成し、石英ガラス基板11の一部をギャップパターン13から露出させる工程、
ビームスポット径がW2(≧W1)のCO2レーザビームLをギャップパターン13に沿って照射、走査し、石英ガラス基板11の表面に溝幅W1のパターン溝23を形成する工程、
を備えたものである。
(もっと読む)
高エネルギビームによる異種金属の接合構造、接合方法及び接合装置
【課題】融点の異なる異種材料同士を重ね合わせ、高エネルギビームを高融点材料の側に照射する異種金属の重ね接合において、金属間化合物の生成を抑制するためにレーザ出力を低くした場合でも、レーザ吸収剤などの付加的な手段を用いることなく、レーザビームの反射を大幅に低減することができ、高強度な接合を効率的に行なうことができる接合構造、接合方法、接合装置を提供する。
【解決手段】例えば、デフォーカスさせた高エネルギビーム1のビームスポット径dを連続的に拡大させながら高融点材料2の側に照射することによって、被接合材料2,3への入熱量を適正に制御し、略円錐形状をなす高融点材料の溶融部10と、該溶融部10の周囲に略同心円状に形成された略円形状の薄い接合反応層12を接合界面11に沿って形成する。
(もっと読む)
テーラードブランク材の製造方法
【課題】 突合せ継手溶接時の入熱エネルギを大きくしても安定した溶接ビードが得られるとともに、絞り加工性や耐穴あき腐食性に優れたテーラードブランク材を低コストで提供する。
【解決手段】 3〜15質量%のAl,2〜5質量%のMg,さらに必要に応じて0.5質量%以下のSiを含み、残部がZnと不可避的不純物からなる溶融Zn−Al−Mg系合金めっき層を片面当り20g/m2以上の付着量でその両面に有するめっき鋼板の端部と冷延鋼板の端部と突合せ、当該突合せ継手部を溶融溶接する。
めっき成分に含まれるAlが溶接時の溶融金属の流動性を高めてキーホールを充填し、溶接ビードのハンピングや穴開き状態を抑制する。このため生産性に優れる。また溶融Zn−Al−Mg系合金めっき層により優れた耐食性を発現できる。
(もっと読む)
組立体の製造方法および組立補助装置
【課題】 パーツに過剰な大きさのフランジ部を形成しなくてもパーツの位置決めや固定作業を確実に行うことができる組立体の製造方法および組立補助装置を提供すること。
【解決手段】 パーツ1,2を組み合わせて吸引機10を作動させ、燃料タンク3内の圧力を大気圧よりも低くしてパーツ1,2の合わせ部を密着させた状態でレーザー溶接ガン6を作動させて溶接作業を開始する。クランプやバイス等の組立補助装置が不要となるため、フランジ1a,2aの過剰な張り出しが解消され、パーツ1,2の挾持に伴う表面の傷付きの発生や変形も防止される。
(もっと読む)
異種材料の接合方法
【課題】異なる2種類の材料を重ね合わせて接合するに際して、いずれかの材料の表面に酸化皮膜が形成されていたとしても、多くの熱量を投入することなく酸化皮膜を除去することができ、その結果、接合界面の金属間化合物の生成を少なく抑えて、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、この亜鉛めっき鋼板1とは種類の異なるアルミニウム合金2とを重ね合わせて接合するに際して、亜鉛めっき鋼板1側にYAGレーザビーム3をスポット状に照射して、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層6との間の界面に共晶溶融を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合する。
(もっと読む)
141 - 160 / 184
[ Back to top ]