
Fターム[4E068DB15]の内容
Fターム[4E068DB15]に分類される特許
61 - 80 / 184
銅部材のレーザ溶接方法
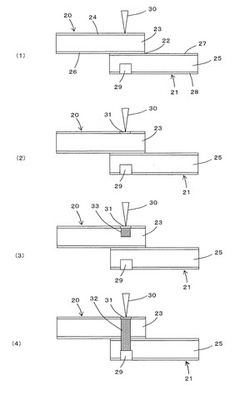
【課題】第1銅部材と第2銅部材とを、スパッタを発生させることなく、YAGレーザ光によって高品質に容易にレーザ溶接できる銅部材のレーザ溶接方法を提供する。
【解決手段】表面側に電解ニッケルメッキ膜24が露出する第1銅部材20と、表面側に低融点金属メッキ膜27が露出する第2銅部材21とを、第1銅部材20裏面と第2銅部材21の表面とで接触させ、YAGレーザ光30を第1銅部材20の表面側の電解ニッケルメッキ膜24に、該電解ニッケルメッキ膜24は溶融することなく、第1銅部材20の銅の母材23から第2銅部材21の銅の母材25の表面側から少なくとも所定深さに至るまでの溶融部分32を溶融する照射条件で照射する。
(もっと読む)
突起部の形成装置、突起部の形成方法、溶接部材、レーザ溶接装置、およびレーザ溶接方法

【課題】表面処理層を介して重ね合わせた溶接部材をレーザ溶接するときに突起部によって溶接部材同士の間に隙間部を生じさせることによって、表面処理層が気化して発生した蒸気によって溶接欠陥が生じることを防止し、さらにレーザ溶接に要するコストを低減するとともに溶接作業の作業効率の低下を防止するレーザ溶接装置、およびレーザ溶接方法を提供する。
【解決手段】レーザ溶接装置500は、溶接部材300上に陥凹部341を形成する打ち込み部材520を、溶接面340と直交する基準線Oに対して傾斜させて打ち込むことによって溶接部材上の打点位置345に陥凹部を形成し、その陥凹部に連続させて突起部342をなす溶接部材の盛り上り部343を形成し、突起部によって重ね合わせた溶接部材同士の間に隙間部350を生じさせてレーザを照射する。
(もっと読む)
ガススプリング用検査システム
【課題】 実際の継続的な使用により発生する予期せぬ不具合(不良)に対して確実かつ十分な解析を行い、検査項目の見直しや検査手法の改善等に反映できるようにするとともに、初期段階における不良率の低減や資源節減に寄与する。
【解決手段】 伸縮するシリンダユニット51の内部にガスGを封入したガススプリング50の検査を行うガススプリング用検査システム1を構成する際して、ガススプリング50に対して所定の検査項目に係わる検査を行う検査機能部Feを有するとともに、この検査機能部Feによる検査データの一部又は全部をガススプリング50の識別番号Nに関連させて保存する保存機能部Fmを有する検査手段Aeと、ガススプリング50の外表面50fに対してレーザ光Lにより識別番号Nを所定の深さXdに刻印するレーザ光マーキング手段Arを備える。
(もっと読む)
めっき鋼板の重ねレーザ溶接方法及びめっき鋼板の重ねレーザ溶接構造
【課題】製造コストの低減、溶接品質及び生産性の向上が得られるめっき鋼板の重ねレーザ溶接方法及びめっき鋼板の重ねレーザ溶接構造を提供する。
【解決手段】第1亜鉛めっき鋼板10に第2亜鉛めっき鋼板20を重ね、レーザビーム5を照射してレーザ溶接するにあたり、第2亜鉛めっき鋼板20に溶接線Lwに沿って下端縁25a、27aから上端縁25b、27b側に移行するに従って互いに離反するように傾斜する端面25、27を備えたスリット24が形成され、スリット24の端面25に露出する母材21の端面21aにレーザビーム5を照射してレーザ溶接する。溶接ビード30によってスリット24の凹部が閉塞がれ、かつ亜鉛めっき層12a、12b、22a、22bの温度が抑制されて亜鉛蒸気の発生が低減して溶接ビード30の溶接不良が回避される。また、溶接ワイヤ等の供給が不要になりレーザ溶接による溶接速度で溶接することができる。
(もっと読む)
薄板のレーザー溶接方法
【課題】隙間、特に細かくかつ不規則な隙間を有する2枚の薄板の重ね合わせ部を、溶け落ちを発生させることなく簡便にレーザー溶接する。
【解決手段】1回目として、焦点を外したデフォーカス状態でレーザー照射を行い、隙間のある箇所ではレーザー照射側の上板を溶融させて下板側に凹ませた上で隙間を低減し、隙間のない箇所では下板の裏側まで貫通しない範囲で上板と下板との接合を行うレーザー溶接と、その後2回目として、下板の裏側まで貫通して溶接を行うレーザー溶接とからなる2回のレーザー照射で行う。
(もっと読む)
レーザ溶接構造およびレーザ溶接方法
【課題】装置の大型化および複雑化ならびに加工性の低下を招くことなく、CuまたはCu合金で形成された溶接対象を微少な範囲でレーザ溶接し、溶接時のクラックが低減されるレーザ溶接構造およびレーザ溶接方法を提供する。
【解決手段】レーザ光が照射されるリード30は、Niめっきからなるめっき層32を有している。リード30にめっき層32を設けることにより、リード本体31をCuまたはCu合金で形成する場合でも、レーザ光の反射率が低下し、リード30へのエネルギーの吸収率が増大する。また、Niめっきからなるめっき層32は、リード本体31よりも融点が低く、溶融時の種となる部分が容易に形成される。これにより、複雑な工程を経ることなく、レーザ光を用いてCuまたはCu合金からなるリード30と導電部材40とを溶接することができる。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】添加物により亜鉛蒸気を酸化亜鉛にすることで、ポリシティの発生を抑制する亜鉛めっき鋼板のレーザ溶接方法。
【解決手段】被覆層が表面に形成された板材を含む少なくとも二枚の板材1、2同士を重ね合わせ、溶接すべき溶接部にレーザ光6照射し、溶接を施すレーザ溶接方法であって、溶接に先立って、板材1、2を加熱し、板材間の被覆層を溶融する加熱段階と、被覆層が溶融している状態で、板材1、2を加圧し、溶融した被覆層をなす物質を溶接部から押し出す加圧段階と、この加圧後、溶接部にレーザ光6を照射する溶接段階と、を含む。
(もっと読む)
マグネシウム合金と鋼の異種金属接合方法
【課題】Fe−Mg二元状態図が二相分離型を示し、直接的な接合が冶金的なには困難なマグネシウム合金と鋼との組合せにおいても、強固な接合が可能な異種金属接合方法を提供すること。
【解決手段】マグネシウム合金材と鋼材を接合するに当たり、鋼材として亜鉛(金属M)めっきを施した亜鉛めっき鋼板2を、マグネシウム合金材としてAl含有マグネシウム合金材1を使用すると共に、接合に際して、MgとZnの共晶溶融を生じさせて酸化皮膜1fや不純物などを接合界面から排出すると共に、Al−Mg系とFe−Al系の金属間化合物を生成させ、Al3Mg2とFeAl3とが混在する複合組織を備えた化合物層3を介して両材料1,2の新生面同士を接合する。
(もっと読む)
金属メッキ板のレーザー溶接方法
【課題】ブローホール等の溶融欠陥の形成の無い、良好な溶接を確実に実現する亜鉛メッキ鋼板のレーザー溶接法を提供する。
【解決手段】下板11と上板12の重ね合わせ部分における経路K1に沿って、エネルギー密度が高く、狭い照射領域19aを有した第1のレーザー光18aを移動させながら照射することにより、狭い照射領域19aの鋼板部分を溶融させると共に、狭い照射領域19aを含んでその周辺の重ね面の亜鉛を蒸発、脱気させる。そして、第1のレーザー光18aの照射後に、同じ経路K1に沿って第1のレーザー光18aよりもエネルギー密度が低く、且つ第1のレーザー光18aよりも広い照射領域19bを有した第2のレーザー光18bを移動させながら照射することにより、広い照射領域19bの鋼板部分を溶融して、溶接接合させる。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接欠陥を抑制して、良好なビードを形成することができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、亜鉛めっき鋼板51を重ね溶接するレーザ・アーク複合溶接ヘッドであって、入力されたレーザ光Lを亜鉛めっき鋼板51に対して集光、照射するレーザトーチ11と、レーザトーチ11よりも溶接方向上流側に設けられ、亜鉛めっき鋼板51との間でアークAを発生させるアーク電極23と、アーク電極23の溶滴移行形態を短絡移行となるように制御するアーク制御装置24とを備え、レーザトーチ11とアーク電極23とを、レーザ光照射位置とアーク照射位置との間の距離が1.0mm〜5.0mmとなるように配置する。
(もっと読む)
金属メッキ板のレーザー溶接方法
【課題】溶接条件の最適化を容易にし、しかも、溶接しようとする経路が曲線の場合であっても、ブローホール等の溶融欠陥の形成の無い、良好な溶接を確実に実現することができるメッキ鋼板のレーザー溶接法を提供する。
【解決手段】下板11と上板12の重ね合わせ部分における経路K1に沿って、エネルギー密度が低く、広い照射領域19aを有した第1のレーザー光18aを移動させながら照射することにより、広い照射領域19aに対応した重ね面の亜鉛を蒸発、脱気させる。そして、第1のレーザー光18aの照射後に、同じ経路K1に沿って第1のレーザー光18aよりもエネルギー密度が高く、第1のレーザー光18aよりも狭い照射領域19bを有した第2のレーザー光18bを移動させながら照射することにより、狭い照射領域19bの鋼板部分を溶融して、溶接接合させる。
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
めっき鋼板の重ねレーザ溶接構造
【課題】めっき鋼板を重ねレーザ溶接する際にめっき層から発生する成分蒸発ガスを簡単に外部へ放出できるようにする。
【解決手段】下側めっき鋼板5の接合面5aに接合される上側のめっき鋼板4の接合面4aの端縁にフランジ部4cを曲げ形成し、このフランジ部4cの上端に溶接線Lwを形成する。レーザ溶接の際には、このフランジ部4cの付け根部4dに形成された曲面にてガス排出路6が確保される。
(もっと読む)
接合素材、接合品および自動車車体
【課題】溶接欠陥の発生を防止して良好な溶接部を確実に得ることができる溶接素材、溶接品及び自動車車体を提供する。
【解決手段】レーザ溶接やアーク溶接等の溶接を行われる際の領域11を備え、この領域11が、加工素材に曲がり部5aを形成するエンボス加工、V曲げ加工、U曲げ加工、L曲げ加工、絞り加工、又は段絞り加工あるいはそれらを組み合わせた加工である第1の加工と、第1の加工により形成された曲がり部5aを押圧するプレス加工である第2の加工とを行われて略一定の板厚で製造される圧痕5a−1を有する溶接素材5である。圧痕5a−1は、加工素5材の表面をなす平面から突出した凸部11aと、この凸部11aの内側に形成される凹部11bとを有する。圧痕5a−1は、溶接予定位置と略平行となるように、点状に互いに離間して2以上配置されるとともに、溶接予定位置の上に配列される。
(もっと読む)
レーザ溶接方法
【課題】金属製の第1および第2の部材を重ね合わせ第1の部材の表面側よりレーザを照射して、両部材を接合するレーザ溶接方法において、低いレーザエネルギーで溶接可能としつつ、レーザの熱による第1の部材に施したメッキの爆飛やスパッタを抑制するのに適したレーザ溶接方法を提供する。
【解決手段】金属製の第1および第2の部材11、12を重ね合わせ第1の部材11の表面側よりレーザLを照射して、両部材11、12を接合するレーザ溶接方法において、両部材11、12の重ね合わせを行う前に、第1の部材11、第2の部材12にそれぞれ第1のメッキ21、第2のメッキ22を施すとともに、第1のメッキ21は、第2のメッキ22よりもレーザの吸収率が高く且つ第2のメッキ22よりも融点が同等かそれよりも高いものとする。
(もっと読む)
金属製ワークの加工方法
【課題】
金属製ワークへの塗装の装飾は、塗装を必要としない部位にセロファンテープを貼着して行っているが、微細な模様等を含めて奇麗に塗装するには高度の技術が必要とし、生産上の制約やデザイン的な妥協が生まれている。
【解決手段】
金属製のワーク1の表面を光沢面1aに仕上げる研磨加工行程Aと、光沢面1aに塗膜1bを塗布する塗装工程Bと、塗膜1bにレザー照射して塗膜1bにマーキング1cするレザー照射工程Cとを含み、レザー照射工程Cのマーキング1cは塗膜1bは剥離させるが光沢面1aにはダメージを与えない弱い出力のレザー光線を照射するものであり、更に、レザー照射工程Cを複数回繰り返し実施する工程を含むものであり、更には、レザー照射工程Cを実施した後にトップコートを形成するコーティング工程Dを含むものである。
(もっと読む)
金属の表面改質方法
【課題】回転工具を用いることにより、入熱手段による加熱を施すことなく金属の表面改質を行なう。
【解決手段】金属からなる改質部材45に挿入した状態で回転することにより改質部材45を処理する小径部42と、小径部42と一体化され、小径部42が処理している間に改質部材45を押圧する大径部43とを備えた回転工具41により改質部材45の表面を改質する方法であって、大径部43を改質部材45に押圧することにより、押圧された大径部43の一部を改質部材45に肉盛りさせる金属の表面改質方法。
(もっと読む)
キーホールを安定化させることのできるノズルを使用するレーザー溶接法
本発明は、溶接ノズル(B)を使用してレーザービーム(A)で溶接する方法であって、前記ノズルは、軸(X−X)を有し、少なくとも1つの上部表面(6)と、下部表面(7)と、周縁壁(5)とを備えたノズル本体(1)と;ノズル本体(1)の上部表面(6)と下部表面(7)との間に延び、前記周縁壁(5)の表面から窪んだ外側チャネル(2)を規定する軸方向キャビティ(2)と;ノズル本体(1)を貫通して上部表面と下部表面(6、7)との間に開けられた複数の内側通路(3)とを具備している方法に関する。本発明のレーザー溶接方法は、溶融金属浴と機械的に相互作用する動力学的ガスジェットを与え、さらに前記浴の流体力学的な流れのより好適な制御、したがってより良好なレーザー溶接効率を可能にする。 (もっと読む)
レーザ溶接方法および溶接接合体
【課題】ポロシティの発生を防止して、溶接接合体の溶接品質を確保することができるレーザ溶接方法を提供する。
【解決手段】表面処理により表面層が形成された板材を含む複数の板材を重ね合わせてレーザ溶接するレーザ溶接方法であって、ガス排出孔55を形成する工程と、板材51,52を接合する工程と、を有する。ガス排出孔55を形成する工程は、表面層が形成された板材51と他の板材52との合わせ面から外方に連通して、レーザ光60の照射により気化する表面層の気化ガスを排出するガス排出孔55を、合わせ面の少なくとも一方の側に重ねられる板材51に形成する。板材51,52を接合する工程は、ガス排出孔55の近傍にレーザ光60を照射して、重ね合わされた複数の板材51,52を接合する。
(もっと読む)
表面改質方法および被覆体
【課題】本発明は、プラズマ発生に伴う衝撃力を効率よく被加工面に付与するとともに、被加工面に所望の機能を付与することのできる表面改質方法と、それに用いる被膜体の提供を課題とする。
【解決手段】本発明の表面改質方法は、被加工物の被加工面の上をレーザを吸収してプラズマを発生するプラズマ発生層と一面に平面又は凹凸形状を有する硬質層とを備えた被覆体で覆い、この被覆体に短パルス高ピーク出力のレーザを照射し、レーザピーニングの衝撃波により被加工面を硬質層の平面又は凹凸形状に加圧成形ことを特徴とする。被加工面と被覆体の間に粉粒体などの固着物を配置して被加工面を加圧成形するとともに、粉粒体などの固着物を埋設してもよい。固着物の有する特性により、被加工面に様々な機能を付与することができる。
(もっと読む)
61 - 80 / 184
[ Back to top ]