
Fターム[4E081DA28]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 施工内容 (430) | 裏当て、エンドタブの取付け (50)
Fターム[4E081DA28]に分類される特許
41 - 50 / 50
インターナルクランプ装置
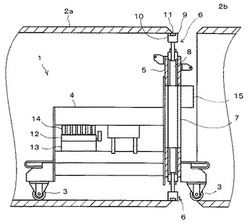
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造

【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
建築鉄骨構造物の裏受金溶接方法
【課題】鉄骨建築鋼管柱とダイアフラムとの溶接は、ルートギャップを約7mm程度確保して鋼管柱側の内面に密着させて裏当金を当接させた後、片側溶接で継手溶接しているため、裏当金を鋼管柱内部に密着セットして溶接仮止めするため作業が難しく、ルート部に欠陥が出やすく応力集中が働きやすいという問題がある。
【解決手段】本発明では、鋼管柱側の内面から柱の半径方向に離した位置で、柱より軽いダイアフラムの外面側に裏受金を仮付溶接した後、その裏受金付きダイアフラムを鋼管柱内に挿入することにより、これらの問題を解決した。
(もっと読む)
建築鉄骨構造物柱梁接合部表波ビード溶接方法
【課題】建築鉄骨鋼管構造物に片側溶接方法においての裏当金溶接方法、裏波溶接法、ビード置き方法、肉盛溶接方法等で、いずれも開先の裏側に裏波ビードを形成させるものであるが応力集中や工数の増大や不安定溶接などの障害を減少すること。
【解決手段】H形鋼柱・角形鋼管柱に対して直交する梁フランジの突合せ溶接、及びH形鋼柱・梁に対して直交するスティフナーの突合せ溶接を、それぞれレ形開先の反対側から水平すみ肉溶接又は立向すみ肉溶接を行い、開先の表側に表波ビードを形成させる。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
溶接冷やし金
【課題】 溶接部の割れを防止し、溶接変形を低減することができ、溶接部近傍ヘの着脱が容易な溶接冷やし金を得る。
【解決手段】 溶接対象の筒状部材の内壁面に配置される溶接冷やし金10において、前記筒状部材の長手軸を中心とした径方向に各々可動な複数ブロックに分割され、各ブロックは前記筒状部材の内壁面に当接する当接面を備えた冷却ブロック11と、個々の前記冷却ブロックの当接面に対向する中心側壁面に当接するテーパ面13を備え、軸方向に移動させることにより中心側壁面を前記テーパ面上で摺動させて個々の当接面を内壁面に押付けるテーパコマ14と、前記テーパコマを軸方向に移動させるテーパコマ移動手段とを備えたもの。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
H型鋼溶接継手構造
【課題】 従来のH型鋼溶接継手構造で連結したH型鋼は、もとのH型鋼より強度が劣っていた。
【解決手段】 端部同士を突き合わせた2本のH型鋼1a、1bのフランジ部3及びウェブ部4の突合せ部5の内側と外側のいずれか一方又は双方に、鋼材による補強材2a、2b、2c、2dを両H型鋼に跨がせて宛がい、その突合せ部分同士の一部又は全部を溶接し、補強材の外周縁と補強材を宛がったフランジ部とウェブ部の一方又は双方とを溶接した。補強材は、H型鋼の突合せ部分の全長又は一部に宛がわれるようにしてある。補強材をH型鋼の突合せ部分のフランジ部とウェブ部との双方に宛がうこともでき、宛がう補強材を、突き当て部分の溶接用裏当て材と兼用とすることもできる。連結して形成した1本のH型鋼の強度が、もとのH型鋼の強度と同じかそれ以上となるようにした。
(もっと読む)
41 - 50 / 50
[ Back to top ]