
Fターム[4E081YY03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(特定物品の溶接) (206) | 自動溶接装置 (39) | 台車 (15)
Fターム[4E081YY03]の下位に属するFターム
門型、ガーダ式、多点同時 (3)
Fターム[4E081YY03]に分類される特許
1 - 12 / 12
TIG溶接装置
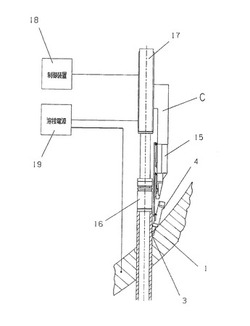
【課題】これらの課題を解決する手段として、円筒鞍型圧力容器の貫通穴の開先斜面に対して溶接トーチが傾斜し溶接することで、アーク溶接中の溶融池が重力影響を受けにくく安定した溶接ビート形成するように構成するTIG溶接装置を提供することにある。
【解決手段】円筒鞍型形状圧力容器と、該容器の貫通穴と管台とを溶接する、傾斜面の開先内3次元溶接において、開先傾斜面に対して溶接トーチ(4)を傾けることのできるTIG溶接装置であって、開先傾斜角度に対してモータを駆動源とし、平行リンク機構部(A)を設け、溶接トーチ(4)を傾けることが可能な傾斜駆動手段(15)を設けたことを特徴とするTIG溶接装置である。
(もっと読む)
溶接装置および溶接方法

【課題】施工にかかる手間を削減して、円筒部材を金属板上に迅速かつ簡易に溶接することが可能な溶接装置および溶接方法を提供することを目的とする。
【解決手段】本発明に係る溶接装置1は、ラッシングポット32を甲板30上に溶接する溶接装置1であって、ラッシングポット32の端部を甲板30に溶接するトーチ40と、ラッシングポット32の外周面に当接する当接部4と、トーチ40と当接部4とが設置される本体部2と、本体部2に設けられ、当接部4が常にラッシングポット32の外周面に当接するように、本体部2をラッシングポット32の外周面に沿って回転させるタイヤ3とを備える。
(もっと読む)
肉盛溶接装置及び方法
【課題】肉盛溶接装置及び方法において、溶接作業性を向上させると共に低コスト化を可能とする。
【解決手段】溶接トーチ11と、溶接トーチ11を鋼管122の並列方向に沿って移動可能とする第1移動装置12と、溶接トーチ11を鋼管122の長手方向に沿って移動可能とする第2移動装置13と、溶接トーチ11を鋼管122の並列方向に移動することで複数の鋼管122及びフィン123に対して連続して肉盛溶接を行うと共に予め設定された所定の位置で鋼管122の長手方向に移動することで肉盛溶接位置をずらすように第1移動装置12及び第2移動装置13を制御する制御装置15とを設ける。
(もっと読む)
タンクの周溶接用レールの隙間調整装置
【課題】タンクの側板の内外周に所定長さのレールを取り付ける際に生じる固定レール間の隙間を調整できるタンクの周溶接用レールの隙間調整装置を提供する。
【解決手段】円周方向に配列した側板10に沿って、一定長の固定レール13sを順次円周方向に接続して周溶接用レール13を形成し、その周溶接用レール13で自動溶接機を走行させて側板10の下縁とその側板10下方の既設側板10の上縁の開先部を周溶接する際に、円周方向に順次固定レール13sを順次接続したときの固定レール接続長とそのレール位置の円周長の違いで形成される隙間を調整できるタンクの周溶接用レールの隙間調整装置であって、固定レール13s間の隙間の側板10に、レール受台26を着脱自在に設け、そのレール受台26に調整用レール13tを、左右の固定レール13sに接続すべく周方向に移動可能に取り付けたものである。
(もっと読む)
構造物の溶接方法及び構造物の溶接設備
【課題】溶接時における作業者の負担を軽減するとともに、溶接に要する時間を短縮すること。
【解決手段】第1の部材が取り付けられた板材に、前記第1の部材と交差して第2の部材を配置する(ステップS101)。次に、前記第2の部材上に、昇降可能なトーチを有する溶接装置を載置する(ステップS102)。そして、前記第2の部材の長手方向に前記溶接装置を走行させて、前記板材に前記第2の部材を溶接する(ステップS103)。その後、前記トーチが前記第1の部材の位置に到達して前記第1の部材と干渉する前に、溶接を停止させるとともに、前記トーチを上昇させて前記第1の部材を回避させる(ステップS106)。
(もっと読む)
構造物製造装置、クレーンジブ製造方法およびクレーンジブ製造装置
【課題】クレーンジブを容易に製造すること。
【解決手段】複数の断面四辺形状の本体部材21aを溶接接合してクレーンジブの長尺の支持部21を形成するクレーンジブ製造方法であって、本体部材21aの長さに応じて複数の架台100をスライド移動設置し、架台100上に本体部材21aを載置する配材工程と、当該架台100に載置された各本体部材21aの端部を突き合わせて、仮溶接止めする突き合わせ工程と、当該突合せ部の上面部を溶接する一部溶接工程と、作業床Gに配置された保持機構200により本体部材21aを輪転させて、突合せ部のその他の辺を順次、溶接施工する溶接工程と、を含む。
(もっと読む)
鋼床版の溶接装置
【課題】鋼床版のデッキプレートと閉断面リブの当接箇所を閉空間の内側から溶接可能な溶接装置を提供する。
【解決手段】溶接装置1は、全体が閉空間sを長手方向に通り抜け可能な寸法を有する。
溶接装置は、台車10、20と、デッキプレートと閉断面リブとの当接箇所に対向可能な溶接トーチ30と、溶接トーチ30に溶接ワイヤwを供給可能なワイヤ送給機40と、溶接トーチ30にガスおよび電力を供給可能なケーブル50と、を備える。台車10、20を走行させながら溶接トーチ30により閉空間sの内側から溶接作業をおこなう。
(もっと読む)
自走式溶接台車
【課題】ロンジ鋼材などの長尺鋼材を自動溶接するにあたり、鋼材端部の溶接不能部位を無くし、かつ均一な溶接仕上りが得られる自走式の溶接台車を低コストで提供する。
【解決手段】車体内部に電動機110と、車体底面に水平側の被溶接鋼板に対し吸着効果を有する磁石120とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチ130を搭載した自走式溶接台車において、電動機110により回転駆動されるデファレンシャルギヤ機構部140と、デファレンシャルギヤ機構部140を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部150と、デファレンシャルギヤ機構部140を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部160と、を設ける。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置
【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
隅肉溶接装置
【課題】被溶接部材に対して溶接装置を高い位置精度で且つ簡単に位置決めすることができる隅肉溶接装置を提供する。
【解決手段】底板100上に角棒101が横置配置され、角棒101の上方に平行に配置されるガイドレール2と、ガイドレール2に沿って走行移動可能な走行台車4と、角棒101の側方に位置し台車4に固定された溶接トーチ5とを備えるとともに、ガイドレール2の両端部に吊設され溶接装置1を位置決めする位置決め機構20を備えており、該位置決め機構20はガイドレール2の下面にホルダを介して取り付けられ、角棒101の軸方向断面より僅かに大である凹状切欠部26を有する位置決め治具25を備え、該位置決め機構20が、ホルダをガイドレール2の軸方向に移動させて角棒の軸方向の位置決めを行う第1の位置決め手段と、凹状切欠部26にて角棒の横方向の位置決めを行う第2の位置決め手段とを備える。
(もっと読む)
円形溶接用トーチ駆動装置、これを備えた溶接装置、及び溶接方法
【課題】従来、車両運搬船の車両搭載甲板へのラッシングポットの取り付けは、手作業で行われており、ラッシングポットの個数が多く、多くの工数を要するというという問題がある。
【解決手段】固定台と、固定台の内側に回転台支持用ベアリングを介して設けられた回転台と、回転台の上部に取り付けられ、トーチを回転台の回転軸心から偏心して支持するトーチ支持台と、回転台の中央に差込金物支持用ベアリングを介して設けられた差込金物とを備えた円形溶接用トーチ駆動装置を採用した。これにより、差込金物を車両搭載甲板のラッシンクポット等の、溶接面が円形の金物内に挿入することにより簡単に円形溶接用トーチ駆動装置を位置決めすることができ、確実に車両搭載甲板の上面と溶接面が円形の金物との接合部の溶接作業を行うことができる。
(もっと読む)
溶接装置およびレールの肉盛溶接方法。
【課題】 既設レールの磨耗箇所の肉盛溶接に適する溶接装置を提供。数種の軌条間隔に適合。レール頭部の内向き側壁面S1および外向き側壁面2の肉盛溶接のそれぞれに適合。
【解決手段】 レールR1,R2上を走行する台車1を備える溶接装置において、台車1は、車輪軸9−11に沿う方向に移動自在であって一方のレールR2の側壁面S1/S2に対向するフランジを有する倣い車輪2fR,2bR、および、倣い車輪をフランジが側壁面に接近する方向に強制するスプリング17、を備える。倣い車輪は、複数12,13の軌条間隔に適合するように伸縮スプライン軸11に装着され、また、第1側壁面S1の肉盛溶接のための第2側面壁S2倣いと、第2側面壁S2の肉盛溶接のための第1側壁面S1ができるように、台車1に対して裏返し装着が可能である。
(もっと読む)
1 - 12 / 12
[ Back to top ]