
Fターム[4E087EC24]の内容
鍛造 (11,151) | ダイス、ダイ、ポンチの形状、構造 (938) | ポンチとダイスからなるもの (628) | 据込み型 (124) | 対向加圧型 (34)
Fターム[4E087EC24]に分類される特許
1 - 20 / 34
プレス金型、プレス金型の設計方法、サイジングプレス方法及びサイジングプレス機
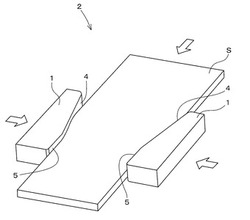
【課題】 プレス金型に偏芯荷重が発生することを抑制して、プレス金型を支持する機構に対する負荷を低減する。
【解決手段】本発明のプレス金型1は、鋳片を所定の幅までプレスするサイジングプレス機2に備えられ、プレス金型1は鋳片Sの幅方向の両側に一対に配備されており、プレス金型1は鋳片Sの移送方向の出側に向かうにつれて徐々に互いの間隔が狭まるように傾斜したテーパ面状の第1プレス面4と、第1プレス面4の出側に連設して形成されると共に移送方向と平行な平面状の第2プレス面5と、を備えていて、0≦(L1+L2)-(L1+ΔWmax/2/tanθ)/2なる関係を満たすと共に|(L1+L2)-(L1+ΔWmax/2/tanθ)/2|が最小となるようなL1(プレス1回当たりの鋳片Sの送り量)、L2(クランク軸9の中心〜第1プレス面4と第2プレス面5との境界までの距離)を備える。
(もっと読む)
プレスによる寸法圧縮加工方法及び増厚加工方法

【課題】プレスを用いて所定の部位の寸法を圧縮もしくは増厚する寸法圧縮加工方法及び増厚加工方法を提供する
【解決手段】本発明に係るプレスによる寸法圧縮加工方法によれば、第1のプレス工程により減少した長さ寸法(L2)を維持したまま、対象部位5の平坦化を行うことができる。従って、対象部位5を平坦としながら長さ寸法を単純に圧縮することができる。また、本発明に係るプレスによる増厚加工方法によれば、圧縮領域26の材料を圧縮領域26以外の領域28に塑性流動させることができる。これにより、圧縮領域26以外の特定の領域28の増肉、増厚を図ることができる。
(もっと読む)
冷間鍛造によるベアリング素形材の製造方法
【課題】 ベアリング外輪素形材の加工部位に生ずる疵と熱処理時の変形を抑制し、製品内部のファイバーフローを製品形状に沿って内部まで平行に形成する方法を提案する。
【解決手段】 冷間鍛造用の環状のダイ2に、鋼管を切断して形成の環状のリング状素材1を平行に装着し、リング状素材1の上下に上パンチ3および下パンチ4を配設して、これらでリング状素材1をしごき成形して、リング状素材1の内径よりも大きく外径よりも小さい径の基部3aと先端側の先細のテーパー部3bと先端の円形台部3dからなる上パンチ3並びに上下対称形状の、基部4aと先端側の先細のテーパー部4bと先端の円形台部4dからなる下パンチ4のそれぞれの間に装着したリング状素材1を上パンチ3および下パンチ4により冷間しごき成形して、ベアリング外輪素形材の内径面に沿ったファイバーフローを内部に平行に均一に形成したベアリング外輪素形材の製造方法。
(もっと読む)
閉塞鍛造装置および閉塞鍛造方法
【課題】パンチ面の外側周囲を任意の形状に成形し得る閉塞鍛造装置を提供する。
【解決手段】閉塞鍛造装置では、下型ダイ24は、パンチ穴24aを中心に複数の横型ダイ51を放射状に位置決め可能に複数の横型ダイ51に対応する複数のホルダ凹部26、および、これらの複数のホルダ凹部26のうち周方向に隣接するホルダ凹部26の双方の一部を形成するとともにパンチ穴24aの外側周囲(切欠部24c、三角形状部24d、側壁部24e)の形状の一部を形成する仕切部28を有し、上型ダイは、下型ダイ24、インサートパンチ、ノックアウトパンチおよび複数の横型ダイ51によって閉塞空間を形成可能に下型ダイ24に対応して設けられる。これにより、閉塞空間内の素材をインサートパンチおよびノックアウトパンチで加圧すると、当該素材は、複数の横型ダイ51のキャビティ52に押し出されるとともにパンチ穴24aの外側周囲にも押し出される。
(もっと読む)
クランクシャフトの製造装置、クランクシャフトの製造方法、およびクランクシャフト
【課題】簡単な構成で、スラスト受け部材が設けられるジャーナル部に隣接するウエブ部のスラスト荷重に対する耐荷重能を容易に大きくし、軽量化を図ることができるクランクシャフト、および、その製造装置と方法を提供する。
【解決手段】スラスト受け部材TMが取り付けられるジャーナル部Jを保持するジャーナル部保持型30と隣接するピン部保持型31は、このジャーナル部保持型30と対向する面であって、ジャーナル部保持型30に保持されたジャーナル部Jに対してピン部Pが偏心する方向と反対側に配置されて、素材10のウエブ部となる部分wをジャーナル部保持型30との間で加圧することによりウエブ部Wのジャーナル部J側の端部を張り出させる突起部46が設けられている。
(もっと読む)
部分加熱加工装置及びそれを備えた順送型加工システム
【課題】部分加熱増肉加工により加工時間を短縮して生産性に優れた部分加熱加工装置及び順送型加工システムの提供。
【解決手段】基台10aとその上方に対向配置された上ホルダー17とを備え、上ホルダーは、その下方に、上ホルダーの上下方向の動きを水平方向の動きに変換してパンチ部材13,14を水平駆動させる縦押圧手段と、加熱手段を備えた上面支持部と、を連結し、上ホルダーを下降させることにより、連結された縦押圧手段及び上面支持部を下降させ、上面支持部と基台上に設けられた下面支持部とでワークを挟圧保持し、挟圧保持したワークの加熱予定部を、上面支持部及び/又は下面支持部に設けられた加熱手段によって加熱するとともに、縦押圧手段のカムスライド面によって動きを変換され水平駆動する横押圧手段の先端に設けられたパンチ部材をワーク方向に移動させ、ワークの左右外方から内方に押圧して、ワークの加熱予定部を加工する。
(もっと読む)
軸の肥大部形成方法および製造装置
【課題】肥大部を大きく形成でき、結合力を確実に向上させることのでき、肥大化の工程が生産効率よく行える軸の肥大形成方法および製造装置を提供する。
【解決手段】金属製の軸10を被嵌合部材20に嵌め合わせ、その嵌め合わせた部分を該基準軸線CLに対して所定の屈曲点にて屈曲することにより軸10の径を増大させて、被嵌合部材20と軸10とを固定する肥大部形成方法および製造装置である。そして、軸20の屈曲点を、該軸10の軸線方向に移動させて、軸線方向に大きい肥大部を形成する。
(もっと読む)
鍛造用金型装置
【課題】 多段鍛造の場合の工程数の削減や鍛造成形荷重の低減を図り、プレス能力の小さなプレス機械においても従来と同等以上の加工精度で機械部品を製造することが可能な鍛造用金型装置を提供する。
【解決手段】 鍛造用金型装置1は、油圧シリンダ50の油圧を上げてフローティング型81を押し上げて保持した状態で、上型90をフローティング型81に近づけて素材101を押圧して1段目の段差を形成し、油圧シリンダ51の油圧を逃がしてフローティング型81の下面を下段型86の上面に当接させた状態で、上型90をフローティング型81に近づけて素材101を押圧して2段目の段差を形成し、引き続き上型90をフローティング型81に近づけて素材101をさらに押圧し、上型90の下面とフローティング型81の上面とで形成された隙間に素材101の材料の一部を分流させてフランジを形成する。
(もっと読む)
冷間鍛造による歯形の形成方法
【課題】冷間鍛造後に歯面の切削加工による多大な修正を必要とせず、かつ、過大な加工荷重を回避でき、しかも、冷間鍛造後に単純な加工作業により高精度でバラツキの小さい部品を大量生産することを可能とする。
【解決手段】ダイの円筒状の内周面の中で、加工対象部材を第1押圧手段と第2押圧手段によって冷間鍛造して、冷間鍛造部品に歯形を形成する方法において、ダイの円筒状の内周面と第1押圧手段および第2押圧手段の外周面との間に全周にわたって突き出し用隙間が設定され、冷間鍛造の際に加工対象部材の外周端縁部が全周にわたってダイの円筒状の内周面に沿って突き出し用隙間の中に突き出されるが、閉塞鍛造にせず、閉塞鍛造のときに生じる過大な加工荷重の発生を回避するために、バリ又は余肉の突き出し方向に突き出し用隙間が残るように、歯面に影響することなく、冷間鍛造部品の外周端縁部に全周にわたって軸方向に突き出る形にバリ又は余肉が形成される。
(もっと読む)
船舶用スラスト軸の水平式鍛造装置
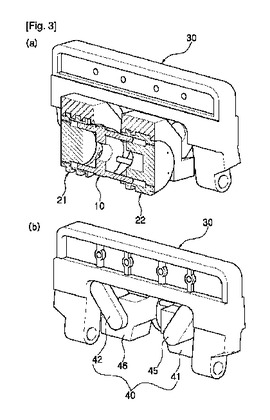
本発明は、船舶用軸系装置のスラスト軸を製作するための鍛造装置に関し、1回の加圧工程により2箇所のフランジを有するスラスト軸を簡単に形成し、垂直加圧力を2つの水平加圧力へ均等に分配して所定間隔離間した2箇所のフランジ成形物に対する品質精密度を一層向上させることができる船舶用スラスト軸の水平式鍛造装置を提供すること課題とする。
本発明による船舶用スラスト軸の水平式鍛造装置は、ビレットが貫通する装入孔が形成されたリング状金型と、中央に配置された前記リング状金型に向かって対向して近接移動し、相互対向する面に前記装入孔に対応する装入溝、及びフランジ成形のための成形空間が形成された左右スライド金型と、前記左右スライド金型を移動させる垂直加圧金型と、前記垂直加圧金型の垂直加圧力を前記左右スライド金型の水平移動へ切り替える動力伝達手段と、を有する。
 (もっと読む)
(もっと読む)
軸肥大加工装置
【課題】軸肥大加工中に肥大部が座屈することを防止できる軸肥大加工装置を提供する。
【解決手段】金属棒材のワークが配置されるべき基準線Aと、基準線Aに沿って互いに接離可能な一対のホルダユニット6a、6bと、一対のホルダユニット間に保持されたワークを基準線A回りに回転させる駆動手段32と、一対のホルダユニット間に保持されたワークを基準線Aの方向に加圧する加圧手段84と、基準線上に曲げ中心を有し、ワークを曲げ中心から傾斜させるべく対応する側のホルダユニット6aを傾動させる傾動手段20とを具備し、一対のホルダユニット間におけるワークの部位に拡径させた肥大部を成形する軸肥大加工装置において、ワークの肥大加工時、少なくとも保持部間におけるワークの曲げ外側となる部位を支持するワーク受けを含み、ワークの肥大に伴いワークの径方向外側へのワーク受けの変位を許容する支持手段101を備えた。
(もっと読む)
クランクシャフトの製造装置、及び、クランクシャフトの製造方法
【課題】多気筒のクランクシャフトの製造工程に冷間鍛造を用いて、コンパクトな装置構成でジャーナル部に対するピン部の偏芯量を確保することができ、かつ、作業効率及び生産性を向上させることが可能となる、クランクシャフトの製造装置、及び、クランクシャフトの製造方法を提供する。
【解決手段】クランクシャフトの製造装置100は、可動型20及びジャーナル型30を固定型10と平行な状態のままで固定型10に近接させることにより棒状素材Wを軸方向に圧縮し、ジャーナル型シリンダ31・31・・・に対して固定孔10aを中心とした周方向の位相をずらした第一ピン型シリンダ41・41及び第二ピン型シリンダ51・51が駆動して、第一ピン型40及び第二ピン型50が棒状素材Wのピン部を軸方向と垂直な偏芯方向に押圧することにより、ピン部をジャーナル部である棒状素材Wの軸心から偏芯させて、クランクシャフトを成形する。
(もっと読む)
軸肥大加工方法及び軸肥大加工装置
【課題】軸圧縮応力でワークが永久塑性変形を起こすことがない軸肥大加工方法及び軸肥大加工装置を提供する。
【解決手段】金属棒材のワーク3を基準線2に配置し、ワーク3を両端から覆う一対のホルダユニット4にその両端をそれぞれクリアランス9を生じさせて挿入し、ホルダユニット4を基準線2に沿って互いに近接する方向に加圧し、ホルダユニット4を回転させ、ホルダユニット4を傾動し、曲げ中心に肥大部8を形成する軸肥大加工方法であって、ホルダユニット4を加圧するに当たって、クリアランス9に基づいて、ワーク3が前記基準線2に沿った軸圧縮力でたわむ数である座屈モードを決定するとともに、ワーク3の曲げ頂点部でのクリアランス9における曲げ応力が臨界座屈応力に重畳して生じ、ワーク3を永久塑性変形させないための指標となる基準化最大臨界座屈応力を数4で求め、基準化最大臨界座屈応力が1以下となるように加圧を行う。
(もっと読む)
大断面鋼材の製造方法
【課題】
大断面丸鋼の製造において、1)連続鋳造スラブを素材とし、2)水圧プレスにより低コストで成形する。3)ESR鋼塊に代替可能とする。
【解決手段】
スラブ側面を熱間で水圧プレスにより圧下して断面を円に成形する際、該スラブを延伸拘束枠内で圧下することにより圧下歪みを全量拡幅歪みに移行させ、断面減少の無い加工を施す。圧下に伴う圧下方向の挫屈、軸方向の挫屈を防止するため該枠内に挫屈拘束ガードを設ける。スラブの製造には凝固組織が主に柱状晶から成る真空中空鋳片を圧接圧延して中実材とする連続鋳造方法を採用するとESR鋼塊と同様の均質性があり且つ該鋼塊よりも大断面の鋼材が製造可能になる。
(もっと読む)
冷間鍛造によるクランクシャフトの製造方法及び製造装置
【課題】製造されるクランクシャフトにつき、ピン部の偏芯量と、ジャーナル部からのアーム部の張出し量との両方を必要な量だけ確保すること。
【解決手段】軸素材5から冷間鍛造によりクランクシャフトを製造する製造装置1は、軸素材5を軸方向へ圧縮するための下型3、上型4及び第1シリンダ11等と、上型4及び第1シリンダ11等から独立して軸素材5の中間部位5aを半径方向における特定方向SDへ押圧するための中間型6及び第2シリンダ14等と、中間型6及び第2シリンダ14等による押圧を制御するためのコントローラ22とを備える。コントローラ22は、上型4及び第1シリンダ11等による軸方向への圧縮の進行に応じて中間型6及び第2シリンダ14等による特定方向SDへの押圧の開始タイミングを、「圧縮進行率」として0.15以下の所定値に制御するようになっている。
(もっと読む)
中空状のボス部とフランジ部とを有する部材の成形方法及び成形装置
【課題】 中空状のボス部とフランジ部とを有する部材を高品質に成形することができる成形方法を提供する。
【解決手段】 本発明に係る成形方法は、中空状のボス部1cとフランジ部1aとを有する部材の成形方法であって、成形後の中空状のボス部1cに対応する軸部1bと、当該軸部1bに連続され軸部1bより大径で成形後のフランジ部1aに対応する拡張部と、を有する形状に成形された被処理材1を、拡張部プレス方向端面に当接し拡張部プレス方向端面から軸部方向に向かう中空部の深さに対応した突起を有する一の型10と、当該一の型10に対向して配設され被処理材1の拡張部プレス方向端面と対向する面に当接し前記軸部を収容する凹部を有する他の型20と、を介して、成形後のフランジ部1aの形状に向けて成長させつつ、中空部の深さが前記突起高さとなるように、かつ、軸部1bの外径が前記凹部の内径となるように成形するステップを含む。
(もっと読む)
鍛造用金型装置及び鍛造素材の製造方法
【課題】長さL/直径Dの比が3以上の長尺の素材を据込鍛造することができる鍛造用金型装置を提供すること。
【解決手段】鍛造用金型装置1は、長さL/直径Dの比が3以上の棒素材2を全体加熱して据込鍛造する。鍛造用金型装置1は、棒素材2の下端面2aが載置されると共に、棒素材2の下端部の外周側面2cをクリアランスC1を介して支持する下型キャビティ4bを有する下金型4と、下降した際に、棒素材2の上端面2bを押圧する押圧部5aを有し、棒素材2の上端部の外周側面2cをクリアランスC2を介して支持する上型キャビティ5bを有する上金型5と、を備えている。上金型5及び下金型4は、棒素材2の長さ方向の中央部2dを拡径できる空間をあけた状態で、上金型5が下金型4の方向へ下降して、前記押圧部5aで前記棒素材2の上端面2bを長さ方向に押圧し中央部2dを拡径させる。
(もっと読む)
成形工具、特にかしめ工具
【課題】本発明は、成形工具、特に基部本体(12’)を有するかしめ工具に関し、その中には少なくとも1つの成形要素(21)が配置され、成形要素(21)は変形用工具(12)の中心軸(M)に対して第1傾斜角(α1)で傾斜し、成形要素(12)の入口面(S)の決定をもたらす。
【解決手段】本発明によれば、第1傾斜角以下で傾斜的に実行する成形要素(21)の表面(21’)において、凹んだ表面構造(22)が形成され、その表面構造は後縁(23a)を有する少なくとも1つの凹部(23)を有し、その凹部(23)の後縁(23a)は、第1傾斜角(α1)によって定義される成形要素(21)の入口斜面(S)に関連し、第2傾斜角(α2)を有し、その第2傾斜角は、第1傾斜角に関して反対方向に配向し、その絶対値は、第1傾斜角(α1)の絶対値と等しいか、大きい。
(もっと読む)
クランクシャフトの製造方法及び製造装置
【課題】軸素材からクランクシャフトを製造するに当たり、偏芯据え込み鍛造に伴う軸素材の割れを抑制すること。
【解決手段】軸素材8の所定部位における半径方向への変形を特定方向以外の方向につき規制しながら軸素材8の両端部をダイ7により押圧して軸素材8に軸方向の圧縮荷重を加えることにより、軸素材8を据え込みし、所定部位を特定方向へ座屈させることによりクランクシャフトを製造する。軸素材8の端面8aを押圧するダイ7の押圧面を特定方向へ向けて、かつ、軸素材8の他端側へ向けて下降するように傾斜させておく。軸素材8の両端をダイ7により押圧するときに、軸素材8の端面8aを、傾斜させた押圧面により押圧することで、据え込みに対する座屈の先行を抑えるように軸素材8に圧縮荷重を加えるようにする。
(もっと読む)
金型機構及び製造方法並びに多方軸部品
【課題】放射状に軸部が延びた金属製の多方軸部品を製造する際に、軸部の真円精度を低下させることなく製造工程の簡略化を図ることができない点を解消する。
【解決手段】軸部が放射状に延びた金属製の多方軸部品を製造するための金型機構は、軸部を形成する複数の金型2と、金型2を型締方向に同時に移動させる型締手段とを有し、各金型2は、型締方向を正面としたときの、正面視両端に分割テーパ部2Aと、正面視中央に該軸部を形成する軸形成孔部2Cとが設けられ、離型方向を背面としたときの背面視下部位に、金型2に閉塞力を発揮させるためのテーパ部2Dを設けている。
【効果】軸形成孔部は素材の流入部位以外が閉塞されているのでばりが発生せず、金型を同時に閉塞するので軸部断面の真円度が高くなり、よって鍛造後の後処理が省略できる。
(もっと読む)
1 - 20 / 34
[ Back to top ]