
Fターム[4F035BC02]の内容
噴霧制御装置 (2,732) | 放出装置の構造、付属装置 (259) | スプレーヘッドの駆動装置 (168) | 自動駆動装置(例;ロボット)を有するもの (141)
Fターム[4F035BC02]の下位に属するFターム
複数の自動駆動装置の配置 (19)
Fターム[4F035BC02]に分類される特許
101 - 120 / 122
塗装装置

【課題】塗装能率を向上し得る塗装装置を提供する。
【解決手段】送給タンク3A,3Bに対する分岐充填路13a,13bの途中箇所に、充填側の絶縁用供給路17a,17bと充填側の絶縁用排出路25a,25bとを接続すると共に、送給タンク3A,3Bから塗装ガン1への塗料吐出路4a,4bの途中箇所に、ガン側の絶縁用供給路9a,9bとガン側の絶縁用排出路5a,5bとを接続し、絶縁流体Azが充満する絶縁部Xを充填側の絶縁用供給路17a,17b及び絶縁用排出路25a,25bの開閉により分岐充填路13a,13bに形成すると共に、絶縁部Xの形成対象とする分岐充填路13a,13bを選択的に切り換え、かつ、絶縁部Yをガン側の絶縁用供給路9a,9b及び絶縁用排出路5a,5bの開閉により塗料吐出路4a,4bに形成すると共に、絶縁部Yの形成対象とする塗料吐出路4a,4bを選択的に切り換える絶縁切換手段39を設ける。
(もっと読む)
塗装ローラを用いたロボット塗装方法及び装置

【課題】 塗装ローラを用いたロボット塗装において、塗膜状態の良好な塗装を行う。
【解決手段】 ロボット20に取り付けた塗装ローラ30を、塗装条件に基づいて、被塗面41上で回転させつつ移動させることによって塗膜を形成する。塗装済みの塗膜の状態を検査し、その検査結果に基づいて塗装条件を補正し、検査後の塗膜形成を、補正した塗装条件に基づいて行う。これにより、不適正な塗膜状態を直ちに改善しつつ塗装工程を進めることができ、塗膜状態が良好な塗装を行うことができる。
(もっと読む)
塗布ロボット
【課題】 部品の表面あるいは裏面に塗料、接着剤あるいはシール剤を塗布する塗布ロボットを提供する。
【解決手段】 モータにより駆動されて塗布剤の瞬時吐出量を制御する塗布装置5をロボット先端に取付けるとともに、塗布開始ポイントから塗布終了ポイントまでのロボット先端の速度パターンに沿って塗布剤の瞬時吐出量を制御するように構成する一方、塗布装置5の高さ位置のオフセット量を記憶しておき、塗布装置5の先端と塗布剤の上面との間隔が所定間隔となるように塗布装置5の高さ位置を補正するように構成されている。そのため、ロボットの速度が変わったり、塗布剤の最大瞬間吐出量が変わって、塗布剤の高さが変わっても、塗布剤の塗布状態を常にきれいに保持できる。
(もっと読む)
ブレージング接合部のシーリング材塗布方法および塗布装置
【課題】レーザブレージングを施した後にブレージングビードの上からシーリング材を効率的に塗布することができるシーリング材塗布装置を提供する。
【解決手段】重ね継手の形態での母材W1,W2同士のブレージング接合部にブレージングビード3の上からシーリング材を塗布する装置である。母材W2側にブレージングビード3に近接してシーリング材塗布位置の基準となるガイド溝6を予め形成しておく。ガイド溝6に沿ってシーリングノズル7を動かしながら当該シーリングノズル7からシーリング材を吐出させて、そのシーリング材の断面形状をビード整形面9にて整形しながらブレージングビード3の上から塗布してシーリングビード5を形成する。
(もっと読む)
塗装装置、製造方法
【課題】塗装装置で複数のワーク毎に塗装を実施するにあたり、各ワークを搬送する搬送ロボットを干渉を発生させないように制御する。
【解決手段】ワーク受取場から塗装ブースへの投入動作、塗装中の支持動作、塗装後の塗装ブースからワーク引渡場への送出動作、及び、ワーク引渡場からワーク受取場への復帰動作からなる一連の動作を遂行する複数の搬送ロボット(例えばFr,Rr)と、各搬送ロボットの前記一連の動作を各動作シーケンスに従って制御する制御装置とを備える。各動作シーケンスは、ワーク受取場またはワーク引渡場において搬送ロボットとこの搬送ロボットに搬送されないワークとの干渉を防止する第1制御条件、及び、共にワークを保持した搬送ロボット同士の交差に起因する干渉を防止する第2制御条件を満たす位相ずれ関係を有する。
(もっと読む)
塗料付着防止材、塗装装置
【課題】塗装装置に付着した塗料の洗浄を行うために必要な作業を不要化もしくは軽減する塗料付着防止材及び塗装装置を提供する。
【解決手段】 対象物としての搬送ロボット100に対し塗料が付着することを防止する塗料付着防止材32を設ける。この塗料付着防止材は、搬送ロボットを覆い、搬送ロボットの外表面を形成するように構成された面状の浸透膜シート106と、浸透膜シートと搬送ロボットとの間に設けられ、浸透膜シートに接するように水を流すことが可能な水路104を備える。水路に流される水は浸透膜シートから浸みだすことにより水膜110を形成する。これにより、塗装時に飛来する塗料片群120を外表面に付着させずに洗い流すことができる。
(もっと読む)
塗装システム、塗料安定供給装置
【課題】多液混合型水性塗料を非連続的に供給する塗料供給装置を用いた塗装システムにおいて、塗料噴出器に一定量の塗料を安定的に供給すること。
【解決手段】塗装システム11は、2液混合型の水性塗料を非連続的に供給する塗料供給装置12と、静電ガン13と、それらをつなぐ流路上に配置された塗料安定供給装置14とを備える。塗料安定供給装置14は、2つの流体圧シリンダ31、サーボモータ32、流路可変バルブ34等を備える。2つの流体圧シリンダ31内には、塗料供給装置12から供給される塗料が蓄えられる。流体圧シリンダ31のピストンロッドをサーボモータ32が押圧することで、流体圧シリンダ31に蓄えられた塗料が順次定量的に押し出される。流路可変バルブ34は、2つの流体圧シリンダ31のうちのいずれか一方から静電ガン13に塗料を供給するよう流路を切り替える。
(もっと読む)
作業設備
【課題】 ワークの位置を常に正確に検出することができる作業用ロボットの制御装置を提供すること。
【解決手段】 作業設備Eは、ワークを搬送する搬送装置2と、この搬送装置2により搬送されるワークに対し作業を行う作業ロボット1とを備えている。搬送装置2は、搬送経路を規定するレール29と、ワークの一つに対して複数設定されレール29上を走行するトロリ22と、このトロリ22間を連結する連結バー23と、トロリ22または連結バー23上に固定されワークを位置決めした状態で載置可能な搬送台24と、少なくともトロリ22および連結バー23の移動量Sを検出するセンサ3とを備えている。作業ロボット1は、センサ3で検出したトロリ22および連結バー23の移動量Sに基づき制御されてワークに対し作業を行うように構成されている。
(もっと読む)
産業用ロボットに使用されるドア開閉機構
ロボット塗装装置に使用されるドア開閉機構であって、この機構を使用してドア(7)の一部分(6)の位置を検出することにより、内部塗装のためにドアを開く、及び/又は閉じることができる。ドア開閉装置には、好適には垂直方向(Z)の磁界又は電磁界の磁界強度の変化を検出する少なくとも一つの非接触センサ部材(1)が配置される。また開閉装置には、衝突等を検出する複数のセンサを配置することができる。方法、システム、及びコンピュータプログラムも開示される。 (もっと読む)
静電塗装装置
【課題】 従来の静電塗装装置では、塗装ガンやロボットアームに塗料付着汚れが発生することを防ぐために静電パネルを用いていたが、塗装ガンが塗料を噴射した後に急速に移動した場合は、静電パネルが静電反発力を有する範囲外に浮遊する塗料ミストが静電パネルの裏側に回り込んでロボットアーム等に付着してしまうため、完全に汚れを防止することができなかった。
【解決手段】 被塗装物9に対して塗料を噴霧する塗装ガン2と、該塗装ガン2を被塗装物9に対して移動させるロボットアーム3とを備え、塗装ガン2に電圧が印加される静電塗装装置1であって、塗装ガン2と同極性の電圧が印加され尖端部を有した静電電極である針状電極11を、塗装ガン2またはロボットアーム3に付設した。
(もっと読む)
塗装機および塗装システム
【課題】 従来の静電塗装を行うカートリッジ式塗装機においては、塗料の押し出し用媒体として用いられる絶縁性液体は、危険物である有機溶剤であることが多く、塗装機や塗装ロボットを含めた塗装システム全体を、防爆構造を備えた設備とする必要があり、設備コストが高くなっていた。
【解決手段】 塗料が充填されたカートリッジ16を装着し、押し出し液体によりピストン18を移動させることで、該カートリッジ16の塗料に圧力を付与して塗料噴出口である回転霧化頭14から塗料を噴出する塗装機であって、前記押し出し液体を導電性液体にて構成し、前記ピストン18を導電性部材により構成する。
(もっと読む)
原子炉格納容器のベント管内周面の塗装方法および塗装機
【課題】原子炉格納容器内の既設のベント管の内周面を再塗装する方法を提供する。
【解決手段】ドライウェル12内に巻上機32を配置する。サプレッションチャンバ14内に塗装機36を配置する。ダイヤフラムフロア16上のカバー板26の下方位置に滑車35を配置する。巻上機32のワイヤロープ38を、脚24相互間のすき間30およびカバー板26の下面とベント管20の上端開口部20aとの間の空間28を通して、滑車35に掛けて、ベント管20内を通して、塗装機32に連結する。ワイヤロープ38を巻き上げて、塗装機36をベント管20内に吊り上げる。塗装機36のノズル40から塗料42をベント管内周面20bに向けて噴射するとともに、巻上機32により塗装機36を上下方向に移動させて、ベント管内周面20bを塗装する。
(もっと読む)
塗料供給装置、および当該塗料供給装置を用いた塗装機
【課題】塗装機の塗料供給構成を工夫し、塗料供給装置のコストを低減させる。
【解決手段】8台用意された塗料シリンダ10に対し、駆動装置20は、2台用意されており、塗料シリンダ10から分離されて移動可能となっている。これによって、一方が上述したAおよびBの系統に属する4台の塗料シリンダ10のいずれかを駆動し、他方がCおよびDの系統に属する4台の塗料シリンダ10のいずれかを駆動する。このように駆動装置20を塗料シリンダ10から分離させ、移動可能とすることによって塗料シリンダ10よりも少ない数の駆動装置20で塗料供給を可能にした。
(もっと読む)
自動スプレーガン
【課題】 塗料容器から塗装ガンへの塗料の供給経路を短く設定できる自動スプレーガンを得る。
【解決手段】 自動スプレーガン10では、塗装ガン118に塗料容器144が一体的に設けられた構成であるため、従来の自動塗装機の如く塗料供給装置が塗装ガンとは独立して離れて設置されている場合に比べて、塗料の供給経路(連結管148及び継手142)を大幅に短く設定できる。これにより、例えば、自動塗装機の全体構成を簡素化できると共に、塗料供給経路の充分な洗浄が可能であるため、所謂塗料コレステロールの堆積による所謂塗ブツ不良の発生を防止でき、さらに、色替え・洗浄に伴うロス塗料および洗浄シンナーの量を大幅に低減できる。またさらに、自動塗装機本体に着脱自在に取り付けられる構成であるため、例えば、色替えや洗浄のための段取り作業を、実際の塗装作業とは別のラインで実施でき、生産性が大幅に向上する。
(もっと読む)
塗装システム
【課題】塗料ポンプの制御を工夫し、制御データの最適化に要する時間を極力短縮する。
【解決手段】ロボット制御盤30は、制御用塗装パスデータに基づいて、ロボット31を制御する。これによって、制御用塗装パスデータに基づく塗装パスに沿って塗装機42が移動することになる。一方、吐出制御盤40は、制御用吐出制御データに基づいて、シリンダポンプ41を制御する。これによって、制御用吐出制御データに基づく塗料の吐出が塗装機42で実現される。ここで、ロボット制御盤30による制御開始からカウントされる時間情報に基づいて、吐出制御盤40がシリンダポンプ41を制御する。つまり、シリンダポンプ41の制御がタイマ制御とし、吐出制御データを、塗装パスデータから独立させる。
(もっと読む)
電圧ケーブルおよびロボットアーム、塗装ロボット、塗装システム
【課題】電圧ケーブルを備えたロボットアームにおいて、柔軟性向上および断線防止の少なくとも一方を実現できる電圧ケーブルを提供する。
【解決手段】ロボットアームは、複数のアーム部材16,18と、先端アーム18の内部に設けられ、受電部26を備えるスプレーガン28と、受電部26に高電圧を供給する電圧発生装置24と、電圧発生装置24で発生した電圧を受電部26に供給する電圧ケーブル30と、を有する。電圧ケーブル30は、絶縁性材料からなる管体と、管体内部に充填される導電性液体を有する。
(もっと読む)
塗装スピンドルのコーディング
粒子で表面を被覆するための装置は、電気モータによって駆動されるスピンドルシャフト(4)を備え、該スピンドルシャフト(4)の回転時に粒子を送り出す手段が前記スピンドルシャフト(4)に設けられている。この装置は、塗装スピンドル(2)内に組み込まれたモータ制御部(34)が、前記電気モータの電源によって読み取り可能な特定コードを含むことを特徴とする。  (もっと読む)
(もっと読む)
塗料又は粉体を車体に塗装するステーション
本発明は塗料又は粉体を車体に塗装するためのステーション(15)に関する。上記ステーションはそれらが通るステーションの領域において停止することなくそれぞれの車体(2)が輸送方向(A)に従って移動するのを・∫能にする少なくとも1つの車体輸送装置(2)と、少なくとも1つの噴霧装置(25)と第一の監視手段を備える少なくとも1つの噴霧ロボット(16)を備える。本発明は、ステーション(15)が少なくとも4台の開放装置或いは操作用サッシを備え、それぞれが輸送方向(A)に平行に移動するのを可能にする第二の監視手段(32、33、35、40、42、45)と適合していて、上記第二の監視手段は、噴霧ロボット(16)を監視するための第一の手段と分離されていることを特徴とする。 (もっと読む)
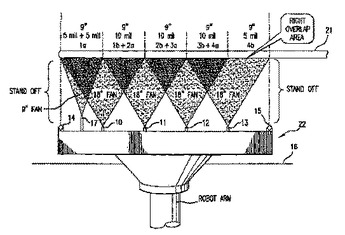
大表面に対して費用効果の高い自動下処理及び塗装方法
乾ドックにある船の船体などの大型の構造体を下処理及び塗装する装置及び方法であって、アレー状に設けられた複数のスプレーガンが、スプレーパターンが重なるように処理する表面に沿って一定の間隔にてロボットアームによって配置される。スプレーガンのアレーを下方向に移動させてストリップを塗装した後、スプレーガンを締めて水平に移動し、次に最初のストリップに隣接して重なっている別のストリップが塗装されるまで、作動させて上方向に移動させる。これらの工程は、実質的に表面領域の全体が塗装されるまで繰り返される。塗料スプレーしぶきや他の過剰な塗料を収集するためのシュラウドが提供され、アレー集合体に取り付けられる。補助スプレーガンを配置して、スプレーガンのアレーから発せられる元々のスプレーパターンの欠けていた領域に塗料を塗布するようにそのスプレーパターンを調節してもよい。作業表面に沿ったシステムの移動は基準軌道により行われ、この基準軌道は仮想のものでも現実のものでもよく、それに沿って無人プラットホームが移動する。無人プラットホームがコンピュータ制御式関節アームを支持し、該アームが前記集合体を支持する。船体を塗装する前に船体を洗浄するために、選択的に別のツールをアームに作動可能に連結してもよい。
 (もっと読む)
(もっと読む)
樹脂成形品の生産システム
【課題】 樹脂成形品に塗装又は印刷を施す場合、樹脂成形品を塗装工場又は印刷工場に搬送しなければならないという問題があった。
【解決手段】 建物の内部に設置され、樹脂成形品を製造する成形装置と、建物の外部において成形装置の近傍に配置した塗装車輌内に搭載された塗装装置とを、着脱可能な搬送装置で連結し、成形装置によって製造された樹脂成形品に対して、塗装装置によって塗装を施したので、成形工程により製造された樹脂成形品をそのまま塗装車輌に搭載された塗装工程に導いて塗装を施すことができ、成形工程と塗装工程間の仕掛かり在庫をなくし、ハンドリングや埃等の付着による不良の発生をなくすことができる。
(もっと読む)
101 - 120 / 122
[ Back to top ]