
Fターム[4F072AB04]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 有機繊維 (2,130) | 付加重合体の繊維(←オレフィン、ビニロン) (268)
Fターム[4F072AB04]に分類される特許
21 - 40 / 268
ゴム組成物、加硫ゴム、及びそれらを用いたタイヤ
【課題】加硫時に容易に溶融発泡することにより、排水溝として機能し得る空洞を有するゴム組成物、加硫ゴム、及びそれらを用いたタイヤを提供すること。
【解決手段】本発明のゴム組成物は、ゴム成分と親水性樹脂とを含むゴム組成物であって、前記ゴム成分に対して親和性を有する樹脂を前記親水性樹脂の少なくとも一部に被覆した複合体を含み、該複合体に空洞が形成されたことを特徴とする。また、本発明の加硫ゴムは、本発明のゴム組成物を加硫してなり、発泡による空隙を有し、発泡率が1〜50%であることを特徴とする。さらに、本発明のタイヤは、本発明のゴム組成物、又は本発明の加硫ゴムをトレッド部材に用いることを特徴とする。
(もっと読む)
繊維強化エラストマー成形品
【課題】10〜5000nmの有機系極細繊維を強化繊維として均一に分散させ、かつ理論上からの強度特定劣化の少ない繊維強化エラストマー成型品を提供すること。
【解決手段】海島型複合短繊維をマトリックスに添加し、海成分を溶融させて該島成分を補強繊維とする、下記要件a)〜d)を同時に満足することを特徴とする繊維強化エラストマー成型品。
a)海島型複合繊維の海成分の溶解度パラメーター値(SP(s))、島成分の溶解度パラメーター値(SP(i))、マトリックス樹脂の溶解度パラメーター(SP(m))が下記式(1)、(2)で表される関係にあること。(SP値の単位は(cal/cm3)1/2)
0≦|SP(s)−SP(m)|<|SP(i)−SP(m)|<5 (1)
0≦|SP(s)−SP(m)|<|SP(i)−SP(s)|<5 (2)
b)島成分の融点Tm(i)とマトリックスの成型温度(℃)との関係が、Tm(i)成形温度≧20℃であること。
c)海成分と島成分の溶融粘度比(海/島)が0.2〜5であること。
d)島成分径が10〜5000nmであること。
(もっと読む)
含浸体の製造方法、及び、多層プリント配線板用積層板の製造方法
【課題】誘電正接及び比誘電率が低く、また、機械的強度に優れた含浸体を製造する方法を提供する。
【解決手段】以下に示す樹脂(A)及び樹脂(B)を含む水性分散液を基布に含浸する工程、及び、含浸した基布を樹脂(A)の一次融点未満、樹脂(B)の融点以上の温度で熱処理する工程、を含むことを特徴とする含浸体の製造方法。
樹脂(A):380℃での溶融粘度が50万Pa・s以上のポリテトラフルオロエチレン樹脂
樹脂(B):樹脂(A)の一次融点未満の融点を有する熱可塑性樹脂、又は、380℃での溶融粘度が50万Pa・s未満のポリテトラフルオロエチレン樹脂
(もっと読む)
プリプレグ連続体およびプリプレグ
【課題】例えば保管等を行なう際に小型化に有利なプリプレグ連続体、および、かかるプリプレグ連続体から製造されるプリプレグを提供すること。
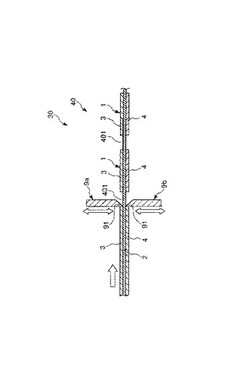
【解決手段】プリプレグ連続体40は、長尺な薄板状をなす繊維基材2と、繊維基材2の一方の面に形成された第1の樹脂層3と、繊維基材2の他方の面に形成された第2の樹脂層4とを備え、その長手方向の途中で切断されて、切断されたものがプリプレグとなるものである。このプリプレグ連続体40の長手方向の途中には、第1の樹脂層3の一部および第2の樹脂層4の一部がそれぞれその幅方向にわたって欠損した欠損部401が複数形成されている。
(もっと読む)
プリプレグ連続体およびプリプレグ

【課題】例えば保管等を行なう際に小型化に有利なプリプレグ連続体、および、かかるプリプレグ連続体から製造されるプリプレグを提供すること。
【解決手段】プリプレグ連続体40は、繊維基材2と、繊維基材の両面にそれぞれ形成された第1の樹脂層3および第2の樹脂層4と、第1の樹脂層3上に形成された金属層12とを備え、その長手方向の途中で切断されて、切断されたものがプリプレグ1となるものである。このプリプレグ連続体40の長手方向の途中には、第1の樹脂層3、第2の樹脂層4および金属層12の一部がそれぞれその幅方向にわたって欠損した欠損部401が長手方向に沿って周期的に複数形成されている。
(もっと読む)
熱硬化性樹脂組成物及びその製造方法並びにこれを用いたプリプレグ及び積層板
【課題】無機充填材の体積分率の増加を抑制しながら熱膨張率を低減することが可能な熱硬化性樹脂組成物及びその製造方法並びにこの熱硬化性樹脂組成物を用いたプリプレグ及びプリプレグを用いた積層板を提供する。
【解決手段】熱硬化性樹脂(A)と無機の多孔性物質(B)を含有し、熱硬化性樹脂(A)の一部を前記多孔性物質(B)の孔内に含浸させたものであって、多孔性物質(B)の25℃における弾性率(eB)と熱硬化性樹脂(A)の硬化物の25℃における弾性率(eA)の比(eB/eA)が、5〜100である熱硬化性樹脂組成物並びにこれを用いたプリプレグ及び積層板である。
(もっと読む)
複合材料、成形体及びその製造方法
【課題】高い耐熱性、透明性、力学物性などの要求性能を十分に満足し、熱による変形量および吸湿による変形量が小さく、リサイクル性の良い複合材料を提供する。
【解決手段】合成繊維からなる不織布又は織布と重合性樹脂組成物からなる複合材料であり、重合性樹脂組成物が一般式(1)で表されるシリコーン樹脂を含有する。
[R1SiO3/2]n・m[R22R3SiO1/2] (1)
(但し、R1は炭素数1〜12の炭化水素基であり、nは8、10又は12であり、R2はメチル基又はフェニル基であり、R3はビニル基又は(メタ)アクリロキシプロピル基を有する有機官能基であり、mは0〜4の整数である。[R1SiO3/2]nは構造単位中に篭型構造を有するポリオルガノシルセスキオキサンであり、篭型構造が一部開裂した箇所のSiとR22R3SiがOを介して結合した構造をm個有する)
(もっと読む)
硬化性難燃性エポキシ樹脂組成物
【課題】硬化性難燃性エポキシ樹脂組成物の硬化製品の強靭性(耐破壊性)及び難燃性を改良する。
【解決手段】(a)少なくとも1種の難燃性エポキシ樹脂;(b)少なくとも1種の両親媒性ブロックコポリマー及び(c)硬化剤を含む硬化性難燃性エポキシ樹脂組成物。このような成分は、その硬化性組成物中に適切な量及び割合で存在し、その結果、硬化に際して、ブロックコポリマーが、ウォーム様ミセル形態などのナノ構造形態に自己集成する。本発明の組成物から製造されて得られる硬化製品は、著しく向上した高い耐破壊性を有し;耐破壊性が発揮されるような用途での難燃性エポキシ類の使用を可能にする。
(もっと読む)
ポリプロピレン樹脂組成物、およびその製造方法、ならびにそれを成形してなる成形体
【課題】引張強度が高く、脆性破壊しにくいポリプロピレン樹脂組成物およびその製造方法を提供する。
【解決手段】共重合ポリプロピレン樹脂100質量部と、ビニロン繊維5〜100質量部を含有し、引張強度が35MPa以上であるポリプロピレン樹脂組成物、および以下の工程からなるポリプロピレン樹脂組成物の製造方法。工程(i):ビニロン繊維の表面に、酸変性ポリオレフィン樹脂を被覆する工程。工程(ii):工程(i)で得られた酸変性ポリオレフィン樹脂によって表面が被覆されたビニロン繊維と共重合ポリプロピレン樹脂を混合する工程。
(もっと読む)
ポリプロピレン樹脂組成物、およびその製造方法、ならびにそれを成形してなる成形体
【課題】引張強度が高く、脆性破壊しにくいポリプロピレン樹脂組成物およびその製造方法を提供する。
【解決手段】ポリプロピレン樹脂100質量部と、ビニロン繊維5〜100質量部を含有し、引張強度が45MPa以上であるポリプロピレン樹脂組成物、および以下の工程からなるポリプロピレン樹脂組成物の製造方法。工程(i):ビニロン繊維の表面に、酸変性ポリオレフィン樹脂を被覆する工程。工程(ii):工程(i)で得られた酸変性ポリオレフィン樹脂によって表面が被覆されたビニロン繊維とポリプロピレン樹脂を混合する工程。
(もっと読む)
繊維複合体の製造方法
【課題】製造時における湿分等の影響を受けず、優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】本発明の繊維複合体の製造方法は、補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセル及び吸湿剤を含有する混合物を、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備える。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
扁平形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シートを提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束f2を、所定の強さにて緊張させて強化繊維束f2の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板27a1、27a2の間に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を1次硬化させる工程、及び、横断面が扁平形状の1次硬化された強化繊維束f3を、加熱された硬化炉27bを通し、2次硬化させる工程、を備え、連続した扁平形状繊維強化プラスチック線材2を製造する。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
熱硬化性樹脂組成物、該熱硬化性樹脂組成物を用いたプリプレグ、積層板、及びプリント配線板
【課題】耐湿性と接着性を満足するとともに、鉛フリーはんだ又はリフローはんだにおける温度条件に対する耐熱性と良好な線熱膨張率とを付与する。
【解決手段】1分子中に少なくとも2個のN−置換マレイミド基を有するマレイミド化合物(a)と、一般式(1)に示す酸性置換基を有するアミン化合物(b)を反応させて得られ、分子構造中に酸性置換基とN−置換マレイミド基を有する化合物(A)と、エポキシ樹脂(B)と、熱分解温度が300℃以上である金属水和物(C)と、変性イミダゾール化合物(D)とを含有する熱硬化性樹脂組成物。 (もっと読む)
(もっと読む)
繊維強化複合材、繊維強化複合材の製造方法及び強化繊維基材
【課題】接着剤、熱融着剤等を用いずに、強化繊維基材を構成する織物と層間靭性強化材としての熱可塑性樹脂部との一体化を充分に確保することができ、強度及び耐衝撃性に優れた繊維強化複合材を提供する。
【解決手段】繊維強化複合材11は、表面に電界紡糸法により熱可塑性樹脂を付着させて形成された熱可塑性樹脂部12を有する織物13が積層された強化繊維基材14と、熱硬化性樹脂製のマトリックス樹脂とからなる。熱可塑性樹脂部12は、ナノファイバーからなる不織布であり、織物13の表面全体にわたってほぼ均一に付着されている。熱可塑性樹脂としては融点がマトリックス樹脂を構成する熱硬化性樹脂の熱硬化温度より高い樹脂が使用される。
(もっと読む)
炭素繊維強化樹脂複合材及びその製造方法
【課題】軽量で、高強度であり、伝熱異方性及び保温性に富み、金属光沢を有する炭素繊維強化樹脂複合材及び炭素繊維強化樹脂複合材の製造方法の提供。
【解決手段】少なくとも1層の炭素繊維強化樹脂層と、少なくとも1層の断熱層とを積層した炭素繊維強化樹脂複合材であって、前記断熱層が、単一の素材で平均表面粗さRaが0.3μm以下であるボイド含有糸からなる炭素繊維強化樹脂複合材である。前記断熱層が、ボイド含有糸の不織布、ニット、クロスなどであることが好ましい。
(もっと読む)
強化繊維シートUV補強工法およびUV重合反応型複合繊維樹脂
【課題】コンクリート剥落等の補修・補強方法としては、連続繊維シート補強工法が知られるが、常温硬化樹脂に硬化剤を用いる樹脂硬化法常態であれば、樹脂接着塗布・繊維シート重ね貼り・硬化養生期間等の施工時間・施工手順に工数多く、またアミン等硬化剤使用も避けられないという課題があっため、これを短期間に簡単に行う工法を提供する。
【解決手段】橋脚1や桁2のひび割れや剥落箇所において、常温硬化樹脂と硬化剤を用いる従来の樹脂硬化法に代わって、UV重合反応型樹脂のみを使い、それを単に数秒間UVに当てるだけで、瞬間硬化する強化繊維シートUV補強工法。
(もっと読む)
プリプレグ及び積層体
【課題】繊維状強化材への樹脂の含浸性に優れたプリプレグ、並びにピール強度及び耐クラック性に優れた積層体を提供すること。
【解決手段】シクロオレフィンモノマー及びメタセシス重合触媒を含む重合性組成物を、有機ポリマーを表面にグラフトしてなる繊維状強化材に含浸させた後、重合してなるプリプレグ、及び前記プリプレグを硬化してなる層を有する積層体。
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
21 - 40 / 268
[ Back to top ]