
Fターム[4F072AC02]の内容
強化プラスチック材料 (49,419) | 繊維、基材の前処理(←処理剤) (1,205) | 物理的処理(←熱処理、エネルギー線処理) (232) | 集合性処理(←密度調整、ニードリング、解繊) (124)
Fターム[4F072AC02]に分類される特許
61 - 80 / 124
ナノファイバーシート及びその製造方法
【課題】高透明性で高弾性率、低線熱膨張係数、かつ平坦性や平滑性の高いナノファイバーシート、特に光透過率の高い、均質で平坦なシートを、セルロースのみで実現したナノファイバーシートを提供する。
【解決手段】下記(1)〜(3)の物性を満たすナノファイバーシート。物理的な表面平滑化処理工程を経てこのナノファイバーシートを製造する方法。
(1) 60μm厚での波長600nmの光の平行光線透過率が70%以上
(2) JIS K7161法によるヤング率が10GPa以上
(3) ASTM D606法による線熱膨張係数が10ppm/K以下
(もっと読む)
補強用コードおよびそれを用いたゴム製品
【課題】ゴムとの接着性がさらに高く、且つ、被覆膜の形成工程における環境負荷が小さい補強用コードを提供することを目的とする。
【解決手段】本発明の補強用コードは、ゴム製品を補強するための補強用コードであって、補強用繊維と、補強用繊維の表面に設けられた被覆膜とを含んでいる。被覆膜は、水性接着剤を補強用繊維に塗布して乾燥させることによって形成された被覆膜である。水性接着剤は、カルボキシル変性水素化ニトリルゴムおよびカルボキシル変性ニトリルゴムから選ばれる少なくとも何れか一方のゴムのラテックスと、架橋剤とを含んでおり、且つ、前記水性接着剤におけるレゾルシン−ホルムアルデヒド縮合物の含有量は、固形分質量比で、前記ゴム100質量部に対して0〜2質量部である。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法

【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
ポリプロピレンまたはポリ乳酸を配合したケナフ・ミクロ繊維を含む複合体
本発明は、ケナフ(Hibiscus cannabinus)靭皮微繊維と、ポリプロピレン及び/又はポリ乳酸のポリマーとの混合物を含み、上記微繊維を20〜80重量%含有している複合材料に関する。本発明によれば、ケナフ微繊維とポリプロピレン又はポリ乳酸のマトリックスとを含む、高強度で環境にやさしい自動車構成材のための複合材料を達成できる。 (もっと読む)
芳香族ポリアミド短繊維集束体
【課題】本発明は、主にポリアミド系樹脂の補強に際し、親和性に優れ且つ取り扱い性が良好でドライブレンド時にも良好な集束性(バラけのない)を維持し、均一に分散する芳香族ポリアミド短繊維集束体を提供することにある。
【解決手段】ポリウレタン樹脂とカチオン活性剤からなる繊維集束剤によって集束された芳香族ポリアミド短繊維集束体であって、下記要件を満足する芳香族ポリアミド短繊維集束体とする。
a)該ポリウレタンの100%モジュラスが0.1〜10.0MPaであること。
b)該ポリウレタン樹脂とカチオン活性剤からなる繊維集束剤固形分が、芳香族ポリアミド短繊維の全重量に対して1〜20重量%付着され、その固形分配合比が、ポリウレタン/カチオン活性剤=85/15〜99/1であること。
(もっと読む)
ガラスチョップドストランドマット用バインダー
【課題】 バインダー樹脂の機械粉砕時の粉砕効率を向上させ、かつバインダーの粒度分布をコントロールすることにより、必要かつ均一な強度としなやかさ(柔軟性)を有するガラスチョップドストランドマットを与えるバインダーを提供する。
【解決手段】 下記の関係式(1)を満足する溶解度パラメーター(以下SP値と記載)(α)を有するポリエステル樹脂(A)とSP値(β)を有する熱可塑性樹脂(B)の溶融混合物の粉末を含有してなるガラスチョップドストランドマット用バインダー(C)。
0.2 ≦ |(α)−(β)| ≦ 3.0 (1)
(もっと読む)
車両内装用熱膨張性基材の製造方法及びそれを用いた車両内装用基材の製造方法

【課題】軽量であり、且つ十分な吸音性及び高い剛性等を有する車両用内装材製造のための車両内装用熱膨張性基材の製造方法、及び車両内装用基材の製造方法を提供する。
【解決手段】本発明の車両内装用熱膨張性基材の製造方法は、合成樹脂エマルジョン、熱膨張性マイクロカプセルエマルジョン、樹脂系接着剤エマルジョンを混合し、これを無機繊維マットに含浸させ、その後、マイクロカプセルの熱膨張開始温度より低い温度範囲で乾燥させ、次いで、合成樹脂粉末が溶融し、且つマイクロカプセルの熱膨張開始温度より低い温度範囲で加熱し、熱プレスし、次いで、冷却することを特徴とする。本発明の車両内装用基材の製造方法は、車両内装用熱膨張性基材を、マイクロカプセルの熱膨張開始温度を越える温度範囲で加熱し、その後、冷却することを特徴とする。
(もっと読む)
型枠により粗紡から繊維複合材料または繊維強化プラスチックの部品を製造する方法、および同方法を実施するための型枠
型枠(1)により粗紡(R)から繊維複合または繊維強化プラスチック部品を製造する方法。同方法は、適用装置(13)により粗紡(R)を張引することにより乾燥繊維から形成される粗紡(R)を型枠表面(3)に適用する工程において、張引力は所定の配向にて偏向装置間に作用される適用工程と、バインダー材料を張引された粗紡(R)に適用する工程と、製造される部品のためのプリフォームが形成されるように温度および圧力を作用させることにより繊維ストランドおよびバインダー材料の構造体を連結する工程と、プリフォームを偏向装置から分離し型枠(1)から取り払う工程とを含み、プリフォームが偏向装置から分離されたときに射出工程または注入工程が部品を製造すべく行われる。さらに、型枠(1)および方法を実施する装置。 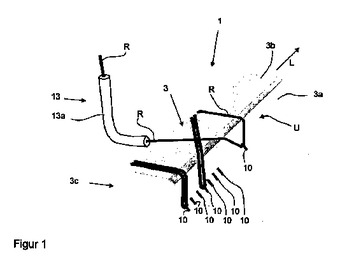 (もっと読む)
(もっと読む)
セルロース繊維含有熱可塑性樹脂組成物の製造方法
【課題】解繊されたセルロース繊維と熱可塑性樹脂の混合物を含むセルロース繊維含有熱可塑性樹脂組成物の製造方法の提供。
【解決手段】 セルロース繊維集合体と熱可塑性樹脂から、解繊されたセルロース繊維に熱可塑性樹脂が付着した混合物を得る工程、前記混合物を押出成形機にて溶融混練した後、60〜200メッシュ(JIS Z8801及びISO 3310)のメッシュ部を通過させ、その後、押し出す工程を有しているセルロース繊維含有熱可塑性樹脂組成物の製造方法。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
ランダム配向炭素フィブリルの巨視的集合体と有機ポリマーの三次元相互貫通網状組織
【課題】ポリマーと相互貫通された炭素フィブリルの網状組織に基づく分子複合体を製造する。
【解決手段】(a)多数のランダム配向炭素フィブリルの硬化した三次元巨視的集合体、および(b)ポリマーの相互貫通集団、から成る炭素フィブリルとポリマーの相互貫通網状組織。
(もっと読む)
強化繊維基材、プリフォーム、複合材料およびその製造方法
【課題】
梁部材等の長尺で複雑形状を有するプリフォームを連続、自動成形にて製造する場合において、強化繊維のシワや折れ等の材料欠点を生じさせることのない、柔軟性、工程通過性、取り扱い性の優れた強化繊維基材、それを用いたプリフォーム、ならびに複合材料、およびそれらの製造方法を提供する。
【解決手段】
一方向に並行するように引きそろえられた複数本の強化繊維糸条を、前記強化繊維糸条に交差するように延在した補助糸により拘束することで形態を保持した一方向性基材を少なくとも二枚積層させた長尺の強化繊維基材であって、前記強化繊維基材の少なくとも長手方向に沿った端部が縫合されており、この縫合部分の厚みをt1、前記強化繊維基材を圧縮したプリフォームの厚みをt2としたとき、前記厚みt1とt2とが次の(1)式を満たすように縫合されている。
1.27×t2≦t1≦1.90×t2 ・・・(1)
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
スタビライザーブッシュ
【課題】コストアップや重量の増加を抑制しつつ、高剛性で動倍率の小さいスタビライザーブッシュを提供する。
【解決手段】スタビライザーブッシュ10のブッシュ本体11を、弾性変形可能なゴム弾性体12とゴム弾性体12に配合された複数本の繊維材13とで構成し、繊維材13の繊維方向を挿通孔14の軸方向と略平行になるように配列させる。
(もっと読む)
硬質防護製品のための複合弾道布帛構造物
硬質防護製品に有用な弾道抵抗性複合材料を提供する。該複合材料は熱可塑性マトリックス材料中における高靭性繊維の少なくとも1つの圧密化網状構造を含む。樹脂は、室温で半結晶性である熱可塑性ポリウレタン樹脂である。高靭性繊維は少なくとも約7g/dの靭性を有する。圧密前、ポリウレタン樹脂マトリックス材料は水性媒体中にある。乾燥したとき、ポリウレタンマトリックス材料は少なくとも約500psi(3.45MPa)の引張モジュラス(伸び率100%のとき)、少なくとも約500psi(3.45MPa)の引張モジュラス(伸び率300%のとき)、および少なくとも約2000psi(13.78MPa)の極限引張り強さを有する。該弾道抵抗性複合材料は改善された弾道抵抗性を有する。 (もっと読む)
繊維強化ポリマー複合物製造用の強化繊維束
短切断の合成またはセルロースに基く天然の強化繊維が通常の容量測定または重量測定による秤量装置を用いる単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機で行われるような混練り工程に均一に供給される形でポリマー複合物のために提供される。本強化繊維は、混練り工程に供給したときにマトリックス樹脂中に分散し、均一に分布するようになる。また本強化繊維は、繊維を被覆し且つ各切断繊維束内に一時的繊維間結合を形成する仕上げ組成物を有する切断繊維束の形で提供される。この仕上げ組成物は、切断繊維束が容量低下または重量低下によるスクリュー供給機装置により混練り工程に均一に供給できるように繊維間付着性を提供する。混練り工程での混合時には、一時的結合が壊れ、切断繊維束が別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。短切断強化繊維の製造法も提供される。 (もっと読む)
繊維強化熱硬化性樹脂成形体
【課題】リサイクルの観点より好ましい植物系天然繊維を用いた紡績糸を用いたものであり、強度が高く、均一な物性の繊維強化熱硬化性樹脂成形体を提供すること。
【解決手段】天然繊維で強化された繊維強化熱硬化性樹脂成形体であって、天然繊維は植物系天然繊維、例えば綿類、麻類、竹類、カポック等からなる紡績糸であり、前記紡績糸は少なくとも一方向に引き揃えられ、熱硬化性樹脂と一体成形されていることを特徴とする繊維強化熱硬化性樹脂成形体。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材2を配設し、この強化繊維基材の上に、離型材3を介して注入樹脂の拡散を促進する樹脂拡散部材4を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物及び伸縮性シートを積層して用いるものとする。
(もっと読む)
61 - 80 / 124
[ Back to top ]