
Fターム[4F072AG12]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の細部 (1,608) | 形状 (266)
Fターム[4F072AG12]の下位に属するFターム
Fターム[4F072AG12]に分類される特許
41 - 60 / 89
樹脂成形体用リング状補強繊維基材の製造法および樹脂成形体用リング状補強繊維基材の製造装置

【課題】リング状補強繊維基材の内径を大きくする場合においても、用いるリング状基材を変更することなく、前記内径の大きいリング状補強繊維基材の製造に対応する。
【解決手段】筒状に織られた又は編まれた布が裏返されながら巻き込まれてなるリング状基材を形成し、前記リング状基材を予備成形する樹脂成形体用リング状補強繊維基材の製造法であって、リング状基材の内径を所定寸法まで拡大した後、熱圧によりその状態を維持させる。具体的には、リング状基材2の内径を徐々に拡大する円錐形状の導入部11と、導入部の基部に連続する円柱体部12と、導入部から円柱体部へ移動したリング状基材の収容部13と、収容部に配置されたリング状基材を円柱体部の軸方向に圧縮する圧縮手段15とを備える。収容部13の入口の外周部は、下方から入口に向ってテーパ状に拡がっていることが好ましい。
(もっと読む)
補強用プリプレグシート及び構造体の補強方法

【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
複合構造物のための多方向に補強された形の織られたプレフォーム
本発明は、複合タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠及びエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングのような、複雑な湾曲に容易に合致する多方向に補強された繊維プレフォームに関する。本発明は、本質的に軸対称であると同様に非軸対称である複合構造物のための強度が改良された多方向に補強された形状の織られたプレフォームを提供する。本発明は、輪郭織りファブリック、二軸編み、三軸編み、或いはバイアスファブリック部分、及び/又は中枢織りファブリック部分を含む強化された複合構造物を用いるプレフォーム、及びその製造方法である。プレフォームは、三次元的に織られた部分を任意に含むことができる。ファブリックの異なる形の組合せにより、個々の層の切断や掬い縫いなしにプレフォームを生成することができる。これらの切断や掬い縫いの排除は結果として得られる構造物の強度及び性能を改善する。  (もっと読む)
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
半製品の繊維複合材料製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法
繊維複合材料の半製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法であって、回転可能なドラム3の上に多数の環状または部分的に環状の鋳型部品を配置して、該部品が、半製品を収容するための環状のチャネル19、25、33、45、50を備えたループ状の鋳型を形成するようにするステップ、ループ状の鋳型のチャネルに半製品を付与するステップ、遠心力によりマトリクス材は外側に押し進められてチャネル内に存在する空気は内側に移動するような方法で、ドラムを回転させるステップ、ポリマー環を形成するために加熱手段を用いて半製品を硬化させるステップ、ループ状の鋳型からポリマー環を取り出すステップ、を含んでなる方法。 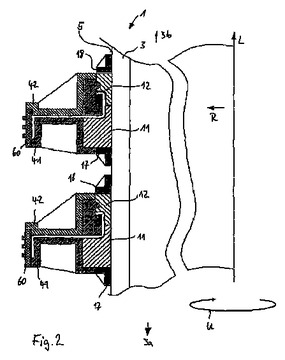 (もっと読む)
(もっと読む)
交差壁を伴う閉じ構造を織る方法
【課題】繊維強化コンポジットのための織りプリフォーム、およびその製造方法の提供。
【解決手段】
この発明は、内部に多数の交差部材を伴う閉じ構造からなるポリマーマトリックスコンポジットのための繊維プリフォームを機械織りする技術である。特には、この発明は、プリフォームの各セル内に連続した輪状の強化を伴い、外側端に閉じたセルを備える織りプリフォームおよびその形成方法である。織りプリフォームは、縦糸および横糸の両方向に平らに織り、その後に開いて構造の最終的な形を得る。コンポジットの構造部材にするには、樹脂トランスファー成形あるいは化学的気相溶浸などの方法を用いる。したがって、この方法を用いることにより、いろいろな大きさの複雑な形を今までの織り機で織ることができる。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】回巻体から連続的に引き出される強化用繊維束を使用して、撚りを行う引抜き法により、長繊維強化熱可塑性樹脂ペレットを製造するに際し、強化用繊維束の継ぎ合わせ部を高い生産速度にてダイノズルを通過させることができる、長繊維強化熱可塑性樹脂ペレットの製造方法を提供すること。
【解決手段】継ぎ合わせすべき強化用繊維束の端部分の双方について、それぞれ、繊維量半減端部を形成し、エアスプライサにより、前記繊維量半減端部A1,B1同士を1箇所以上にて交絡させ、さらに、新しい側の繊維量半減端部B1に続く繊維量非削減端部B2において、1箇所以上にてエアスプライサにより強化用繊維同士を交絡させることにより、使い終わりの側の強化用繊維束Aと新しい側の強化用繊維束Bとを継ぎ合わせ、強化用繊維束を連続供給することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法である。
(もっと読む)
成形材料、繊維強化プラスチックおよびそれらの製造方法
【課題】本発明は、良好な流動性を有し、FRPとした場合に優れた力学物性を発現する経済性に優れた成形材料およびその製造方法ならびに該成形材料を用いたFRPを提供せんとするものである。
【解決手段】本発明の成形材料は、繊維長が5〜100mmの範囲内である強化繊維が実質的に一方向に引き揃えられた、フィラメント本数が10,000〜700,000本の範囲内であるチョップド繊維束がマトリックス樹脂で一体化された成形材料であって、成形材料中におけるチョップド繊維束の繊維束の平均幅Wmと平均厚みtmとの比率(Wm/tm)が70〜1,000の範囲内であり、かつ、チョップド繊維束の平均幅Wmが2〜50mmの範囲内、平均厚みtmが0.02〜0.1mmの範囲内である。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材2を配設し、この強化繊維基材の上に、離型材3を介して注入樹脂の拡散を促進する樹脂拡散部材4を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物及び伸縮性シートを積層して用いるものとする。
(もっと読む)
着色長繊維強化ペレットおよびこれを用いて製造された着色樹脂成形品
本発明は、熱可塑性高分子樹脂、長さが約5mm以上50mm以下である繊維強化材、および顔料を含む着色長繊維強化ペレットであって、熱可塑性高分子樹脂は温度約230℃、約2.16kg荷重におけるメルトインデックス(MI)が約0.1g/10min以上80g/10min以下であり、顔料の表面硬度は約5以下である着色長繊維強化ペレットを提供する。 (もっと読む)
軸受け部材を有するFRP成形品の一体成形法
【課題】金属ブッシュ等の軸受け部材を有するFRP成形品を、RTM成形法で一体成形する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるFRP成形品であって回転軸を支える金属ブッシュ等の軸受け部材を有するものを、RTM成形法により一体成形するに際し、該軸受け部材として、その外表面の少なく一部に滑り止め加工が施され、且つ、少なくとも該滑り止め加工が施された部分が繊維強化材で被覆されたものを用いることからなる軸受部材を有するFRP成形品の一体成形法。
(もっと読む)
樹脂成形体用補強繊維基材および繊維強化樹脂成形体
【課題】補強繊維の化学構造及び補強繊維基材の形態を特定することにより、機械特性、特に疲労寿命の向上を図った繊維強化樹脂成形体を提供する。
【解決手段】短繊維が抄造により所定形状に附形された補強繊維基材とする。そして、補強繊維がポリパラフェニレンテレフタルアミドの短繊維を必須成分として含む。好ましくは、第2成分として、メタ系アラミドの短繊維を必須成分として含む。ポリパラフェニレンテレフタルアミドの短繊維配合量は、45〜95質量%であることが好ましい。繊維強化樹脂成形体は、上記樹脂成形体用補強繊維基材を熱硬化性樹脂と複合したものである。
(もっと読む)
フィラメント巻き曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品、特に防護製品に関する。防護製品は、繊維および/またはテープの形態である複数の補強要素にポリマーマトリックスを含浸させて、マンドレル上に巻き付けるフィラメント巻き付け方法によって製造される。ポリマーマトリックスは、キャリヤー液中にポリマーを含んでいる溶液および/または分散液を含み、そのキャリヤー液は巻き付け時および/または巻き付け後に少なくとも一部蒸発させられる。防護製品は、製品の全質量に対して多量の補強要素を含む。 (もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
プリフォーム作製装置
【課題】種々の異なった内部組織による層からなるプリフォーム製品の作製を可能とし、多品種小ロットのプリフォーム製品の作製に対して、極めて効率的に適用が可能なプリフォーム作製装置を提供すること。
【解決手段】マンドレルMのまわりに強化繊維材を積層状に形成してプリフォームPfを作製するプリフォーム作製装置PMであって、強化繊維材を一方向あるいは複数方向に配列させたシート状材Sをマンドレルの軸線に対して0度方向に挿入するシート状材挿入装置1と、前記マンドレルの軸線に対する組角度が±θ度の組糸Y、Yと、軸線に対する角度が0度の中央糸yとを選択的に組み合わせて組織するブレイディング装置2と、前記マンドレルのまわりにワインド材Wを巻回しながら層を形成するワインディング装置3とを、それぞれユニットとしてライン状に配置してなることを特徴とするプリフォーム作製装置。
(もっと読む)
プリフォームおよびその製造方法
【課題】複数のビード部が配列されたプリフォームを、強化繊維基材に皺やブリッジを発生させることなく、所定の形状に正確に効率よく賦形する。
【解決手段】平面部と、該平面部から隆起した複数のビード部とを有するFRPを成形するためのプリフォームを製造する方法であって、型平面部と型ビード部を有する賦形型上に強化繊維基材を配置する工程と、その上からラバーシートで覆う工程と、中央部にて型ビード部間に位置する型平面部部位において、ラバーシート上に錘を配置する工程と、その両側の各型平面部部位に対応する各位置において、順次所定数に至るまで錘を配置していく工程と、所定数の錘を配置した後、ラバーシートで密閉された内部を減圧して該ラバーシートにより強化繊維基材を賦形型に押し付け賦形型に密着させて賦形する工程とを有することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、そのプリフォームを用いて成形されたFRP成形品。
(もっと読む)
成形材料
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%、環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマー(B)0.1〜10重量%、および熱可塑性樹脂(C)40〜98.9重量%からなる成形材料であって、該成分(A)と該成分(B)からなる複合体に、該成分(C)が接着されてなる成形材料。
(もっと読む)
丸形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる丸形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シートを提供する。
【解決手段】(a)一方向に配列された複数本の強化繊維から成る強化繊維束f1に撚りを入れながら連続的に送給する工程、(b)前記連続的に送給される強化繊維束f1にマトリックス樹脂Rを含浸させる工程、(c)前記樹脂含浸された強化繊維束f2を、所定の強さにて緊張させながら加熱して、強化繊維束の横断面を円形状として樹脂を硬化させる工程、を備え、横断面が円形状とされる繊維強化プラスチック線材2を製造する。
(もっと読む)
41 - 60 / 89
[ Back to top ]