
Fターム[4F072AG12]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の細部 (1,608) | 形状 (266)
Fターム[4F072AG12]の下位に属するFターム
Fターム[4F072AG12]に分類される特許
21 - 40 / 89
繊維複合材料からのシート状の半製品の製造法
本発明は、炭素単繊維、炭素繊維束又はそれらの混合物を定義された異方性配向で含有し、かつ少なくとも1つの熱可塑性マトリックス材料を含有する繊維複合材料からのシート状半製品の製造法に関し、該方法は、炭素繊維の異方性を、炭素と異なる紡織繊維の良好な配向性を利用しながらカード法において発生させ、その際、炭素と異なる紡織繊維の少なくとも部分が熱可塑性であり、かつ炭素繊維は炭素繊維含有の廃材又は使用済み品から分離したことを特徴としている。カード法によって面状に作製された、長手方向において炭素繊維の特定の配向を有する繊維ウェブは、少なくとも1つの後続の工程において熱の作用下でシート材料へと圧縮する。本発明による方法により、炭素繊維を、例として、紡織繊維系の製造廃物、付着又は硬化した製造廃物から、調製された使用済みCFK部材等から、強化繊維として用いることが可能となり、それをもって、より費用対効果が大きい出発材料が提供され、かつ上述の使用済み品に含まれた炭素繊維、炭素繊維束又はそれらの混合物が、目的に適った使用に新たに供給される。 (もっと読む)
複合容器

【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
繊維強化樹脂製歯車
【課題】機械的強度及び耐久性に優れた繊維強化樹脂製歯車を提供する。
【解決手段】繊維補強材と樹脂からなる繊維強化樹脂製歯車であって、該繊維補強材が、単繊維繊度が10〜45dtex、結晶化度が55〜70%のパラ型芳香族ポリアミド繊維を、該繊維補強材の全重量に対して3〜60重量%含むことを特徴とする繊維強化樹脂製歯車とする。
(もっと読む)
プリフォームの製造装置及び製造方法

【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
ケースの製造方法、及びケース
【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
プリプレグ、基板および半導体装置
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10cは、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有する。第1樹脂層21と第2樹脂層22とは組成が同一または異なる樹脂材料2で構成され、第1樹脂層21の厚さは、第2樹脂層22の厚さより厚く、かつ第1樹脂層21中に回路配線部4を埋設し得る程度のものである。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、1または2以上のたて糸操りファブリック層を含む。たて糸操りファブリックの一部分を型に押し付けることにより、起立脚(20)を形成する。プリフォームは、その起立脚および本体部分のジャグル(15)を含む。本体部分および起立脚は、一体に織ることにより、プリフォームを横切る連続ファイバを設ける。たて糸操りファブリックの一部分には、たて糸方向にストレッチ・ブロークン・カーボン・ファイバがあり、別の部分には、一般のカーボン・ファイバがある。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。プリフォームあるいはコンポジットは、航空機の窓フレーム(10)の一部分になる。
(もっと読む)
プリプレグ、基板および半導体装置
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10は、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有する。第1樹脂層21と第2樹脂層22とは組成が同一または異なる樹脂材料2で構成され、第1樹脂層21の厚さは、第2樹脂層22の厚さより厚く、プリプレグ10全体の厚さT0は40μm以下である。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、2または3以上のたて糸操りファブリック層を含む。たて糸操りファブリックは、ダーツ部分と、ダーツのない部分とを含む。たて糸操りファブリックのダーツ部分をダーツのない部分に互いに結合し、それにより、プリフォームの全部分の周辺および半径の方向に連続ファイバが存在するようにする。一つのたて糸操りファブリックにおけるダーツのない部分は、他のたて糸操りファブリックにおけるダーツ部分を補強する。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。最終のプリフォームは、航空機の窓フレームの一部分になる。
(もっと読む)
積層複合材板及び構造体
【課題】積層複合材板を折り曲げ加工することによって構造体を成形する際に、均質な構造体を確実に成形する。
【解決手段】積層複合材板1の各繊維層の繊維方向を曲げ軸と同じ方向及び曲げ軸に直交する方向以外の方向となるように設定する。これにより、積層複合材板1に含まれる繊維を曲げ荷重に対抗しないようにし、ひいては積層複合材板1の各繊維層を隣接する繊維層との間で曲げ荷重の増大に対して徐々に滑るようにする。
(もっと読む)
複合材料構造体を除氷するためのCNTベース抵抗加熱
複合材料構造体は、マトリックス材と、繊維材料に浸出した複数のカーボン・ナノチューブを含むカーボン・ナノチューブ浸出繊維材料と、を含む。カーボン・ナノチューブ浸出繊維材料は、マトリックス材の一部の全体にわたって配置される。複合材料構造体は、カーボン・ナノチューブ浸出繊維材料を介した電流の印加に適合して、これにより複合材料構造体を加熱する。加熱要素は、繊維材料に浸出した複数のカーボン・ナノチューブを包含するカーボン・ナノチューブ浸出繊維材料を含む。カーボン・ナノチューブ浸出繊維材料は、構造体に必要とする熱を与えるのに十分な割合である。 (もっと読む)
複雑形状プリフォームの製造方法
【課題】繊維強化織物等を高精度でかつ効率良く載置する方法。
【解決手段】マトリックス樹脂があらかじめ含浸されていない繊維強化織物の表面に樹脂粒子を付与した強化繊維基材からなるプリフォームの製造方法であって、前記強化繊維基材をテープ状とし、前記テープを巻き付けたクリール10から前記テープを間欠的に繰り出すとともに、繰り出された前記テープが所定の形状に沿うように、所定の間隔で点状または線状に加熱融着することを繰り返すプリフォームの製造方法。
(もっと読む)
しめ縄ペレットの製造方法
【課題】補強効果の高いペレットを提供すること。
【解決手段】複数の溶融樹脂槽30に複数のガラス繊維束L1〜L3をそれぞれ導入して、複数のガラス繊維束L1〜L3にそれぞれ樹脂7に含浸させ、各溶融樹脂槽30の最下流部(図中右端)に装着された各ダイ5により、樹脂7が含浸されたガラス長繊維L1〜L3の断面形状を整え樹脂量を調整し、各溶融樹脂槽30の下流に配置された合撚装置50により、各ダイ5を通過したガラス長繊維L1〜L3を1つに合撚してしめ縄状に形成し、合撚装置50の下流に配置された切断装置60により、撚り合わされたガラス長繊維L1〜L3を切断して、しめ縄ペレットを製造する。
(もっと読む)
タービンエンジン翼の製造方法
本発明は、樹脂で含浸されるプリフォームを3D製織することによる翼の製造に関する。本発明によれば、曲線(20)を鮮明にするためにプリフォーム(16)の何本かの糸、例えば、縦糸の切断端部の視認性が高められ、プリフォームの正確な成形を確実にするために前記曲線の形状が基準形状と比較される。 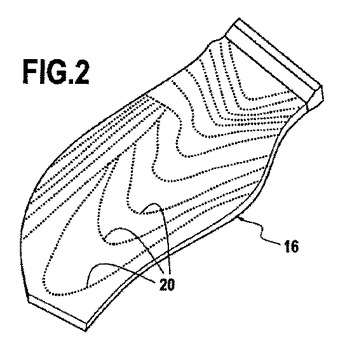 (もっと読む)
(もっと読む)
湾曲形状強化繊維基材、およびそれを用いた積層体、プリフォーム、繊維強化樹脂複合材料とそれらの製造方法
【課題】長手方向に沿って湾曲し湾曲形状に沿って強化繊維が望ましい形態で配向された強化繊維基材、それを少なくとも1層積層した湾曲形状強化繊維積層体とそれを効率よく短時間で作製可能な方法、および、その積層体を用いたプリフォームとその効率の良い賦形方法、そのプリフォームを用いた長尺の湾曲形状繊維強化複合材料とその製造方法を提供する。
【解決手段】平面形状が湾曲形状であり、複数の強化繊維糸条が湾曲形状の周方向に沿う方向に並行に配列されており、該周方向の一方向に配列されている複数の強化繊維糸条と交差する方向によこ糸の補助糸条が配列されていることを特徴とする湾曲形状強化繊維基材、該基材を用いた湾曲形状強化繊維積層体、プリフォーム、強化複合材料とそれらの製造方法。
(もっと読む)
ハニカムコアの製造方法
【課題】高い機械的強度を有するハニカムコアの、生産効率に優れた製造方法を提供すること。
【解決手段】強化繊維をコルゲート状に賦形してコルゲート状強化繊維を得る工程(1)、シクロオレフィンモノマーと重合触媒とを含んでなる重合性組成物を、得られたコルゲート状強化繊維に含浸させた後、重合してプリプレグを製造する工程(2)、及び得られたプリプレグを積層して架橋する工程(3)を有するハニカムコアの製造方法。
(もっと読む)
シートモールディングコンパウンド
【課題】優れた機械特性を有する成形物を容易に製作可能なシートモールディングコンパウンドを提供する。
【解決手段】本発明のシートモールディングコンパウンド1は、平面Pを形成する幅Wおよび長さLと、幅Wおよび長さLに比べると極めて薄い厚さTとを有しており、繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが前記平面Pにおいてランダムに分布している第一群の集合体3、および繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが、前記平面Pにおける所定の方向FBに沿って主に分布している少なくとも1つの第二群の集合体3を含む。前記少なくとも1つの第二群の集合体4は、最大の引張強度の分布方向以外の少なくとも1つの特性が第一群の集合体3と異なっている。
(もっと読む)
改善された加工性(processing)をもつプレプレグおよび有孔プレプレグを製造する方法
複合構造物を形成するための強固化および硬化過程の前そして/または少なくともその一部分の期間中に、プレプレグおよびプレプレグ・レイアップ(300)の内部からのガス(302A、302B、302C)の除去の、高い能力を有するプレプレグ(102、202)の二次加工のためのシステムおよび方法が開示される。特定の態様において、レイアップの前、その期間中そしてその後に、特定の形態の穿孔(204A、204B)をプレプレグ中に導入することができる。穿孔は、有孔プレプレグおよびプレプレグ・レイアップの内部およびそれらの間に捕捉されたガスが、強固化および硬化過程中に抜けるための経路を提供し、それにより、生成される複合物内の残留多孔率を低下させる。この方法で、例えば、複合物の容量に基づき10容量%未満の残留多孔率をもつ複合物を達成することができる。 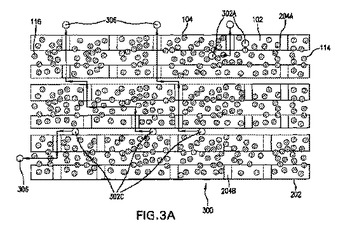 (もっと読む)
(もっと読む)
繊維強化複合材料とその製造方法
【課題】3次元形状の繊維強化複合材料に関して、その中間製品であるプリフォームを、シワのない良好な状態で形成できるようにして、繊維強化複合材料の強度を向上する。
【解決手段】繊維強化複合材料は、繊維基材2を賦形型3に密着させて3次元形状のプリフォーム1を形成する賦形過程と、プリフォーム1に溶融樹脂を含浸させる樹脂含浸過程と、溶融樹脂を硬化させる硬化過程とを経て得ることができる。繊維基材2は、ダミー中央糸7が組糸5・6の間に組み込まれた組物からなる。賦形過程において、ダミー中央糸7を繊維基材2の一端から抜き出しながら、繊維基材2を賦形型3に密着させて賦形することにより、3次元形状のプリフォーム1を形成する。組物からなる繊維基材2においては、賦形型3の形状に対応して組糸5・6が動くので、シワのないプリフォーム1を得ることができる。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
21 - 40 / 89
[ Back to top ]