
Fターム[4F072AH17]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 供給手段、装置 (172) | 巻物の繰出し (38)
Fターム[4F072AH17]に分類される特許
1 - 20 / 38
プリプレグ連続体およびプリプレグ
【課題】例えば保管等を行なう際に小型化に有利なプリプレグ連続体、および、かかるプリプレグ連続体から製造されるプリプレグを提供すること。
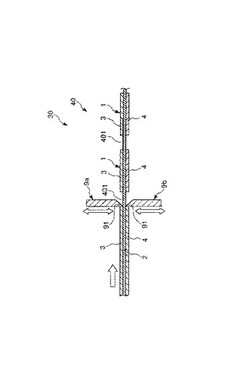
【解決手段】プリプレグ連続体40は、長尺な薄板状をなす繊維基材2と、繊維基材2の一方の面に形成された第1の樹脂層3と、繊維基材2の他方の面に形成された第2の樹脂層4とを備え、その長手方向の途中で切断されて、切断されたものがプリプレグとなるものである。このプリプレグ連続体40の長手方向の途中には、第1の樹脂層3の一部および第2の樹脂層4の一部がそれぞれその幅方向にわたって欠損した欠損部401が複数形成されている。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート

【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 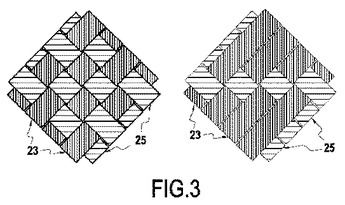 (もっと読む)
(もっと読む)
プリプレグ、基板および半導体装置
【課題】本発明の目的は、薄膜化に対応することが可能であり、かつ回路パターンに応じて樹脂量を調整することが可能なプリプレグを提供することにある。また、本発明の目的は、上記プリプレグを有する基板および半導体装置を提供することにある。
【解決手段】本発明のプリプレグ10は、ガラス繊維で構成される繊維基材1と、繊維基材1の一方の面側に位置する第1樹脂層21と、繊維基材1の他方の面側に位置する第2樹脂層22とを有し、第1樹脂層21の厚さと第2樹脂層22の厚さとが異なっている。第1樹脂層21を構成する樹脂材料2と第2樹脂層22を構成する樹脂材料2の少なくとも一方は、シアネート樹脂、エポキシ樹脂およびフェノール樹脂から選択される少なくとも1種の熱硬化性樹脂を含む樹脂組成物で構成されている。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
(もっと読む)
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
薄層シート
【課題】補強材としてピリドビスイミダゾール繊維を含有する薄層シートであって、より品質の高い薄層シートを提供する。
【解決手段】本発明の薄層シートは、繊維表面の二乗平均粗さが30nm以下であるピリドビスイミダゾール繊維と、樹脂とを含有することを特徴とする。繊維表面の二乗平均粗さが小さい、すなわち、繊維表面が平滑であれば、繊維を一軸方向に揃えて並べる際に、繊維間の隙間をより低減することができる。そのため、より品質の高い薄層シートが得られる。
(もっと読む)
プリント配線板用プリプレグの製造方法及びプリント配線板用プリプレグ製造装置
【課題】プリプレグの両面の樹脂膜の膜厚をそれぞれの面で制御することができ、プリプレグの内部に気泡が残存せず、生産性のよいプリント配線板用プリプレグの製造方法、及び、プリント配線板用プリプレグ製造装置を提供することを目的とする。
【解決手段】長尺に形成された基材シート3を長手方向に搬送して基材シート3の両面に樹脂液4を連続的に塗工する工程を有するプリント配線板用プリプレグの製造方法において、第1塗工装置1aの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の片面を塗工した後、第2塗工装置1bの塗工先端部2で押圧をかけて基材シート3を屈曲させた状態で基材シート3の反対面を塗工する。第1塗工装置1a及び第2塗工装置1bとしては、ダイコーター又はロールコーターを使用することができる。
(もっと読む)
プリプレグ及びその製造方法とこれを用いたプリント配線板
【課題】本発明は、熱伝導性に優れ、安価で加工性に優れ、多層形成時の配線埋め込み性を満足するプリプレグおよび基板を提供することを目的とするものである。
【解決手段】プリプレグ1は芯材3と、この芯材3に含浸されたコンポジット材4とからなり、コンポジット材4は半硬化状態の樹脂体6とその樹脂体中に分散された無機フィラー5とからなり、コンポジット材4のプリプレグ1中の割合が55体積%以上95体積%以下であり、かつ、コンポジット材中の無機フィラー5の割合が35体積%以上65体積%以下であり、前記無機フィラーが、酸化マグネシウム等の無機フィラーとであって、そのメディアン径が1μm以上10μm以下、BET比表面積が0.1m2/g以上2.0m2/g以下であり、かつ、湿潤分散剤を1種類以上含んでいること、さらに望ましくは有機珪素化合物を1種類以上含んでいることで、熱伝導性と加工性を高める。
(もっと読む)
複合材料構造体を除氷するためのCNTベース抵抗加熱
複合材料構造体は、マトリックス材と、繊維材料に浸出した複数のカーボン・ナノチューブを含むカーボン・ナノチューブ浸出繊維材料と、を含む。カーボン・ナノチューブ浸出繊維材料は、マトリックス材の一部の全体にわたって配置される。複合材料構造体は、カーボン・ナノチューブ浸出繊維材料を介した電流の印加に適合して、これにより複合材料構造体を加熱する。加熱要素は、繊維材料に浸出した複数のカーボン・ナノチューブを包含するカーボン・ナノチューブ浸出繊維材料を含む。カーボン・ナノチューブ浸出繊維材料は、構造体に必要とする熱を与えるのに十分な割合である。 (もっと読む)
プリプレグおよびプリプレグの製造方法
【課題】基材織物に樹脂を含浸させて製造するプリプレグについて、含浸時に生じる幅方向に対する繊維の目曲がりを防止することにより、元の基材織物の繊維方向が保持されるプリプレグおよびその製造方法を提供する。
【解決手段】基材織物たる多軸織物11を有し、該多軸織物11に樹脂フィルム23・24を形成する樹脂が含浸されるプリプレグ21であって、多軸織物11の幅方向両端部に離型紙12が縫合され、かつ、該離型紙12は、樹脂(樹脂フィルム23・24)が多軸織物11に含浸される前に、多軸織物11に縫合される。
(もっと読む)
熱可塑性樹脂組成物
【課題】 特に衝撃強度の優れた成形体が得られる熱可塑性樹脂組成物の提供。
【解決手段】 (A)第1ペレットと(B)第2ペレットを含有する熱可塑性樹脂組成物であって、前記(A)第1ペレットが、(A-1)熱可塑性樹脂と(A-2)有機及び/又は無機充填剤(但し、無機充填剤にはガラス繊維は含まれない)を含有するものであり、前記(B)第2ペレットが、(B-1)熱可塑性樹脂と(B-2)長さが4〜15mmのガラス繊維からなり、前記熱可塑性樹脂により、前記ガラス繊維が一体化されたガラス繊維束である。
(もっと読む)
積層体の製造方法
【課題】本発明は、成形時において、良好な流動性および複雑形状追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する積層体の製造方法を提供せんとするものである。
【解決手段】強化繊維とマトリックス樹脂からなる一方向プリプレグ基材を全面に渡って切断して得た切込プリプレグ基材を、テープ状支持体と共にロール状に巻き取り、巻き取られた前記切込プリプレグ基材と前記テープ状支持体とを共に供給リールから連続的に供給し、ローラーにより該切込プリプレグ基材を圧着して積層するとともに、該切込プリプレグ基材から分離したテープ状支持体をリールに巻き取る積層体の製造方法であって、供給リールに配する切込プリプレグ基材を構成する実質的に全ての強化繊維が、繊維方向への長さLが10〜100mmとなるように切断されている、ことを特徴とするものである。
(もっと読む)
SMCシート、その製造方法及びその製造設備
【課題】SMCシートを構成する新旧フィルムの接合力を高めること。
【解決手段】二枚のフィルムF,Fの間に、熱硬化性樹脂組成物Cにガラス繊維Gを配合して増粘したSMC層Bを挟んだSMCシートAにおいて、各フィルムFは、熱溶着性のものが用いられると共に、旧フィルムF2の末端側と新フィルムF1の先端側が熱溶着でフィルム横断方向に沿って接合されていること。SMCシートAは、新旧フィルムF1,F2のフィルム横断方向に沿った接合箇所を熱溶着で新旧フィルム一体化することで、新旧フィルムF1,F2の接合力を高めることができる。
(もっと読む)
強化繊維基材の圧縮賦形装置およびプリフォームの製造方法および繊維強化複合材料の製造方法
【課題】強化繊維基材が傾斜面を有する場合にあっても、同じ金型を用い、その傾斜面に対応させて容易に望ましい形状に賦形することが可能な圧縮賦形装置および方法を提供する。
【解決手段】強化繊維を含む強化繊維基材1を金型2a,2b間に挟んで加圧することにより金型賦形面の形状に沿う形状に賦形する少なくとも二つの金型と、少なくとも一つの金型に開閉動作をさせ、強化繊維基材を加圧、開放する金型駆動手段4と、金型による賦形動作に合わせて強化繊維基材を金型に対し搬入、搬出する搬送手段5とを備えた装置であって、金型の開閉動作方向に対し賦形される強化繊維基材の傾斜面に倣わせて金型賦形面を傾斜させる傾斜手段7を有することを特徴とする圧縮賦形装置、および圧縮賦形方法並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
1 - 20 / 38
[ Back to top ]