
Fターム[4F074CA23]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (4,918) | 発泡剤を使用するもの (2,170) | 型内発泡 (645)
Fターム[4F074CA23]の下位に属するFターム
Fターム[4F074CA23]に分類される特許
161 - 180 / 330
発泡ローラの製造方法及び製造装置
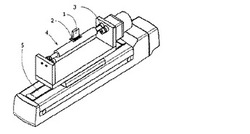
【課題】発泡ローラの成形工程で生じたゴム発泡体外周面の未開口セルを開口し、また開口面積のバラツキを抑え、所定範囲の面積にセル開口を拡大可能な発泡ローラの製造方法及び製造装置を提供する。
【解決手段】芯金の外周に円筒状のゴム発泡体を型成形する発泡ローラ成形工程と、成形された該発泡ローラのゴム発泡体外周面にTEA−CO2レーザ光をパルス照射し、少なくとも該ゴム発泡体のセル表面を開口するセル開口工程と、を含むことを特徴とする発泡ローラの製造方法。
(もっと読む)
射出発泡樹脂成形品

【課題】射出発泡成形方法で得られ、軽量でリサイクル性に富み、自動車の内装材等として用いた場合においても高い曲げ強度を有する射出発泡樹脂成形品を提供することを目的としている。
【解決手段】発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴としている。
(もっと読む)
発泡ゴムシート及びその製造方法並びにガスケット
【課題】 本発明は、厚みの薄いガスケットとして好適に用いることができる発泡ゴムシートを提供する。
【解決手段】 本発明の発泡ゴムシートは、ゴム系ポリマーを含有していると共に両面に表皮層が形成されており、厚みが0.2〜1mmであることを特徴とするので、圧縮柔軟性に優れており、表皮層によって構造物などの被シール部材に隙間なく密着することができ、よって、本発明の発泡ゴムシートは、ガスケットとして用いた場合には優れたシール性を発揮する。
(もっと読む)
発泡性ポリアミド
A)10〜99.9質量%の少なくとも1種の熱可塑性ポリアミド、B)0.1〜50質量%のコポリマーであって、(i)少なくとも1種の反応混合物(a)を、1種以上のモノエチレン性不飽和のモノマー性化合物(モノマーB1)と、イタコン酸、メサコン酸、フマル酸、マレイン酸、アコニット酸、グルタコン酸並びにそれらの塩、エステル及び無水物の群から選択される1種以上の化合物(モノマーB2)とのラジカル共重合によって製造する工程と、(ii)工程(i)で得られた少なくとも1種のコポリマーと、1種以上の架橋剤(b)とを反応させる工程と、によって得られるコポリマー、C)0〜60質量%の更なる添加物質を含有し、その際、成分A)〜C)の質量パーセントの合計が100%である、熱可塑性成形材料。 (もっと読む)
発泡性ポリスチレン系樹脂粒子及びポリスチレン系樹脂発泡成形品
【課題】 本発明は、予備発泡時における予備発泡粒子同士の合着(ブロッキング)が少なく且つ型内発泡成形時における発泡粒子同士の融着性に優れ、高発泡化が可能で、更に、環境面及び安全性においても優れた発泡性ポリスチレン系樹脂粒子を提供する。
【解決手段】 本発明の発泡性ポリスチレン系樹脂粒子は、ポリスチレン系樹脂粒子に発泡剤を含浸させてなる発泡性ポリスチレン系樹脂粒子であって、ポリスチレン系樹脂粒子100重量部に対して可塑剤として炭素数が11以下の脂肪酸を0.3〜2.0重量部含有していることを特徴とする。
(もっと読む)
化粧用パフ
【課題】 安全で、柔軟性が高く、使用感に優れる、化粧用パフを提供するこ
【解決手段】 変成シリコーン樹脂発泡体からなる化粧用パフ、好ましくは、分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、を含んでなる液状樹脂組成物を硬化してなる発泡体からなることを特徴とする化粧用パフ。
(もっと読む)
ポリオレフィン系樹脂予備発泡粒子およびその製造方法
【課題】 ポリオレフィン系樹脂予備発泡粒子に関し、生産性を損なうことや設備の制約が少なく、予備発泡粒子間の倍率バラツキ、気泡バラツキが小さく、型内発泡成形に用いた場合に、型内発泡成形体の予備発泡粒子間の融着、表面性、寸法精度に優れる型内発泡成形体が得られるポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリオレフィン系樹脂(a)100重量部に対し、ポリオレフィン・ポリエーテルブロック共重合体(b)0.2重量部以上5重量部未満と、発泡核剤(c)0.005重量部以上2重量部以下を含有するポリオレフィン系樹脂からなるポリオレフィン系樹脂粒子を発泡させてなるポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
難燃フェノール樹脂発泡体積層板とその製造方法
【課題】面材を用いたフェノール樹脂発泡体積層板において、外観を含め実用特性を損なうことなく、有機溶剤を用いることもなく、生産性良く、良好な難燃性を付与する。
【解決手段】面材の少なくとも一方に、水溶性のリン系難燃剤を単位面積当たり1〜40g/m2存在させる。
(もっと読む)
変性シリコン系発泡体の製造方法
【課題】 (A)分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰返し単位が飽和炭化水素系単位、または、オキシアルキレン系単位からなる重合体、(B)分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤、(C)OH基を有する発泡剤、(D)ヒドロシリル化触媒を含んでなる発泡性材料を発泡および硬化させて変性シリコン系発泡体を製造する方法において、均一で微細なセルを有する変性シリコン系発泡体を提供すること。
【解決手段】 成分(A)と(D)の混合液、成分(B)、成分(C)を各々所定の流量で、混合装置の密閉された混合室に送液し、これらを機械的に攪拌混合し、混合装置の直後に設けられた吐出ノズルを介して吐出する工程を含むことを特徴とする変性シリコン系発泡体の製造方法。
(もっと読む)
熱可塑性樹脂発泡体
【課題】 本発明は、耐熱性、耐薬品性、低透湿性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れ、さらには建築資材用途に求められる難燃性に合致した、厚肉の熱可塑性樹脂発泡体であり、特に、ポリスチレン樹脂発泡体では満たすことのできない、耐熱性や耐薬品性に対する要求を満たす熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位0.04重量%以上30重量%未満、芳香族ビニル単位40〜75重量%およびシアン化ビニル単位10〜33重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、熱可塑性樹脂組成物100重量部に対し、5%熱重量減少開始温度が230℃以上、かつ融点もしくは軟化点が150℃以上である臭素系難燃剤を3〜15重量部含有してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、熱可塑性樹脂発泡体。
(もっと読む)
熱可塑性樹脂発泡体
【課題】 本発明は、耐熱性、成形性、低透湿性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れ、さらには建築資材用途に求められる難燃性に合致した、厚肉の熱可塑性樹脂発泡体であり、特に、熱溶融アスファルトに対する短時間耐熱性や、140℃での長時間耐熱性に優れる熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位30〜50重量%、芳香族ビニル単位40〜60重量%およびシアン化ビニル単位10〜20重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、熱可塑性樹脂組成物100重量部に対し、5%熱重量減少開始温度が270℃以上、かつ融点もしくは軟化点が150℃以上である臭素系難燃剤を3〜15重量部含有してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、熱可塑性樹脂発泡体。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】発泡剤に含まれているクエン酸ナトリウムの分解残渣が金型の内面に堆積することを防止することが可能な熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】発泡剤が添加された熱可塑性樹脂20を加熱する加熱工程と、加熱され溶融した熱可塑性樹脂20を固定金型12及び可動金型14の間に形成されたキャビティ16内に射出する射出工程と、可動金型14を固定金型12から所定の距離だけ離間させることでキャビティ16内に射出された熱可塑性樹脂20を発泡させる発泡工程と、を有する熱可塑性樹脂発泡成形体30の製造方法であって、前記発泡剤に含まれている炭酸水素ナトリウム及びクエン酸ナトリウムの重量比が、1:0.1〜0.2であることを特徴とする。前記発泡剤は、ステアリン酸リチウムを含むことが好ましい。
(もっと読む)
帯電防止性に優れた熱可塑性樹脂発泡体
【課題】 本発明は、優れた帯電防止性を有し、耐熱性、表面性、成形性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れる、建築資材用途に適正な厚肉の耐熱性熱可塑性樹脂発泡体、特に、スチレン樹脂発泡体では満たすことのできない耐熱性に優れる耐熱性熱可塑性樹脂発泡体を提供する。
【解決手段】 N−アルキル置換マレイミド単位0.04〜50重量%、芳香族ビニル単位40〜75重量%およびシアン化ビニル単位10〜33重量%からなる(3単位の合計が100重量%)熱可塑性樹脂組成物を発泡させてなる熱可塑性樹脂発泡体であって、該熱可塑性樹脂組成物100重量部に対して、カチオン系帯電防止剤、両性帯電防止剤および非イオン系帯電防止剤よりなる群から選ばれる少なくとも1種である帯電防止剤3〜30重量部を配合してなるものであり、発泡体の厚みが10〜150mmであることを特徴とする、帯電防止性に優れた熱可塑性樹脂発泡体。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子および該ポリプロピレン系樹脂予備発泡粒子より得られるポリプロピレン系樹脂型内発泡成形体
【課題】 安価製造プロセスである押出発泡法で得られるポリプロピレン系樹脂予備発泡粒子であって、型内成形時の融着性と低収縮性のバランスが良好であることから肉厚な形状にも成形し得るポリプロピレン系樹脂予備発泡粒子および、該ポリプロピレン系樹脂予備発泡粒子から得られるポリプロピレン系樹脂型内発泡成形体を提供すること。
【解決手段】 ポリプロピレン系樹脂を含んでなる基材樹脂および発泡剤を押出機に供給し、混練および冷却した後、細孔ダイを通じて低圧領域に押出し、細断して得られるポリプロピレン系樹脂予備発泡粒子にあって、該ポリプロピレン系樹脂予備発泡粒子の示差走査熱量計法による結晶融解測定で融点ピークの半値幅が20℃以上であることを特徴とする、ポリプロピレン系樹脂予備発泡粒子。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法
【課題】 二次発泡能力に優れる発泡粒子を与えるMw/Mnが小さいポリプロピレン系樹脂であって親水性物質が添加された樹脂を原料樹脂として使用し、水を発泡剤として製造された発泡粒子であって、表面性、融着性及び低収縮性を兼ね備えた発泡成形体を与える発泡粒子の製造方法を提供すること。
【解決手段】 耐圧容器内に重量平均分子量と数平均分子量の比が5.0以下であるポリプロピレン系樹脂粒子を水系分散媒に分散させ、ポリプロピレン系樹脂粒子の軟化温度以上の温度まで加熱、加圧した後、耐圧容器の内圧よりも低い圧力域に放出する、水を発泡剤とする発泡倍率が20倍以上のポリプロピレン系樹脂発泡粒子の製造方法において、前記ポリプロピレン系樹脂粒子が分子量600以下の親水性物質を含んでなり、発泡直後のポリプロピレン系樹脂発泡粒子中の含水率が0.7重量%以上10重量%以下であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
(もっと読む)
発泡成形体および発泡成形体の製造方法
【課題】耐衝撃性に優れた発泡成形体とその製造方法を提供すること。
【解決手段】強化繊維と樹脂成分とを含有する樹脂組成物とからなる発泡成形体であって、前記強化繊維は、ポリアルキレンテレフタレートおよび/またはポリアルキレンナフタレンジカルボキシレートからなるベース繊維(A−I)と、該ベース繊維(A−I)100重量部あたり0.1〜10重量部の、前記ベース繊維(A−1)の表面に付着した収束剤(A−II)を含有する表面処理繊維(A)を含有し、前記樹脂成分は、不飽和カルボン酸および/または不飽和カルボン酸誘導体で変性されたポリオレフィン樹脂である変性ポリオレフィン樹脂(B)を含有する発泡成形体であって、発泡倍率が1.3〜5倍であることを特徴とする発泡成形体。
(もっと読む)
ポリプロピレン系樹脂発泡粒子、型内発泡成形体および発泡粒子の製造方法
【課題】帯電防止性能を有すると共に、均一な気泡構造を兼ね備えた、成形性に優れたポリプロピレン系樹脂発泡粒子の提供。
【解決手段】ポリプロピレン系樹脂100重量部に対し、ノニオン系界面活性剤0.05重量部以上5重量部以下、無機系気泡調整剤0.005重量部以上0.5重量部以下、特定のトリアジン環を有するヒンダードフェノール0.005重量部以上0.5重量部以下を含んでなるポリプロピレン系樹脂組成物からなるポリプロピレン系樹脂発泡粒子。
(もっと読む)
ポリプロピレン系樹脂発泡粒子の製造方法
【課題】 優れた融着性と収縮回復性を有する型内発泡成形体を与える二段発泡法によるポリプロピレン系樹脂発泡粒子と提供すること、特に30倍以上の高発泡倍率であって優れた融着性と収縮回復性を有する型内発泡成形体を与えるポリプロピレン系樹脂発泡粒子の製造方法を提供すること。
【解決手段】 重量平均分子量(Mw)と数平均分子量(Mn)の比(Mw/Mn)が5以下であるポリプロピレン系樹脂を基材樹脂とし、発泡倍率が5倍以上18倍以下であり、平均気泡径が500μm以下で且つ下記式(1)を満たすもとのポリプロピレン系樹脂発泡粒子をさらに発泡させることを特徴とする、もとのポリプロピレン系樹脂発泡粒子より高発泡倍率であるポリプロピレン系樹脂発泡粒子の製造方法。
平均気泡径(μm)≧230−8×発泡倍率 (1)
(もっと読む)
触感が良好である樹脂成形体およびその製造方法
【課題】
簡便に表面のタック性を改善するだけでなく、触感が良好である樹脂成形体を提供すること。
【解決手段】
タック性を有する表面に、平均粒径が500μm以下である粉体を被覆させてなることを特徴とする樹脂成形体。
(もっと読む)
ポリアミド樹脂発泡体の製造方法およびポリアミド樹脂発泡体
【課題】ポリアミド樹脂組成物と発泡剤を混合し、溶融成形する事を特徴とする製造方法において、軽量化しつつ、優れた機械強度を示すポリアミド樹脂発泡体を提供する。
【解決手段】(A1)PA三元共重合体を含むことを特徴とする(A)ポリアミド樹脂組成物と(B)発泡剤を混合し、溶融成形することを特徴とするポリアミド樹脂発泡体の製造方法であって、(A)ポリアミド樹脂組成物のポリマー部分100重量部に対し、(B)発泡剤0.2〜2重量部を混合することが好ましい。
(もっと読む)
161 - 180 / 330
[ Back to top ]