
Fターム[4F074CC34]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 製造方法 (6,953) | 処理、制御条件 (1,107) | 圧力 (330)
Fターム[4F074CC34]に分類される特許
101 - 120 / 330
ビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体
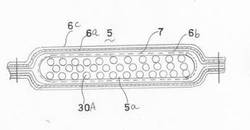
【課題】 従来断熱材として使用しているビーズ法ポリスチレンの発泡体は、独立気泡体構造であるため、通気性が全く無いために、それ自体の真空引きが不可能であったが、特別な加工技術を用いることなく、簡便な手段により真空引き可能な構造体のビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体を提供する。
【解決手段】 容器に発泡粒子を入れ、これを釜内の蒸気で加熱しV/W(嵩倍数)が20倍から50倍、好ましくは37倍の予備発泡ビーズ3を作り、これを金型に入れて加熱し所望の形状の芯材30とし、この芯材30を真空封止材6で被覆し真空引きをして溶着封止することにより真空発泡断熱体5が形成される。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法

【課題】PTFE粉末に多量の造孔剤を配合した場合であっても、押出成型時や焼成時における裂けやひび割れの発生を防止し、肌理の細かいPTFE多孔体を製造するためのPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法を提供すること。
【解決手段】少なくともPTFE粉末と成形助剤とを混合したPTFE混合物をペースト押出により所定形状に成形するPTFE混合物の製造方法において、上記ペースト押出の際の押出ダイスの温度が、100℃以上であり且つ上記成形助剤の沸点以下であるPTFE混合物成形体の製造方法。上記PTFE混合物が、少なくともPTFE粉末と造孔剤と成形助剤とを混合したものであるPTFE混合物成形体の製造方法。PTFE混合物成型体について、上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。
(もっと読む)
低屈折率接着剤
【課題】本発明は、低屈折率であり、かつ、優れた接着性及び透明性を有する低屈折率接着剤を提供する。
【解決手段】マトリックス樹脂と多孔質中空樹脂粒子とを含有する低屈折率接着剤であって、前記マトリックス樹脂は、アクリル系樹脂であり、前記多孔質中空樹脂粒子は、平均気孔径が100nm以下であり、かつ、前記マトリックス樹脂の屈折率nAと、前記多孔質中空樹脂粒子の屈折率nBとが下記式(1)の関係を満たす低屈折率接着剤。
[数1] (もっと読む)
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡体を提供することを課題とする。
【解決手段】 該押出発泡体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有する押出発泡体であって、密度が20〜65kg/m3であり、厚み方向中央部に位置する該発泡層を構成する気泡において、厚み方向の平均気泡径(A)と押出方向の平均気泡径(B)の比(A/B)が0.3〜1.5を満たすことを特徴とする押出発泡体。
(もっと読む)
樹脂発泡体
【課題】キャリアテープから剥離させる際のフォーム破壊を抑制又は防止することができ、キャリアテープに対する特性に優れる樹脂発泡体を提供する。
【解決手段】 本発明の樹脂発泡体は、発泡体層と表面層とを有し、前記発泡体層と前記表面層とが同一組成であり、且つ前記表面層の表面被覆率(式(1)で定義)が40%以上であることを特徴とする。また、前記の発泡体層の密度は、0.20g/cm3以下であることが好ましい。さらに、前記の樹脂発泡体を構成する樹脂は、熱可塑性樹脂であることが好ましい。
【数1】 (もっと読む)
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
ポリエチレン連続気泡発泡体及びその製造方法
【課題】特定のエチレン系重合体を、クリーンな発泡剤である炭酸ガスにて押出発泡させて得られる高発泡倍率のポリエチレン連続気泡発泡体及び製造方法を提供する。
【解決手段】密度(d)が935kg/m3以上であるエチレン系重合体からなる、発泡倍率が4〜30倍で連続気泡率が90%以上のポリエチレン連続気泡発泡体を用いる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
ポリプロピレン系樹脂組成物からなる予備発泡粒子、その製造方法及び型内発泡成形体
【課題】 ポリプロピレン系樹脂の発泡成形性を改良しうる溶融張力向上剤を含んだポリプロピレン系樹脂組成物からなる予備発泡粒子を提供する。
【解決手段】 ポリプロピレン系樹脂99〜50重量%と、下記(A)〜(F)を満足するポリエチレン系樹脂からなるポリプロピレン系樹脂用溶融張力向上剤1〜50重量%からなるポリプロピレン系樹脂組成物を用いてなる予備発泡粒子を用いる。
(A)密度(d)が920〜970kg/m3、(B)190℃、2.16kg荷重で測定したメルトフローレート(MFR)が1〜20g/10分、(C)末端ビニル数が1,000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力(MS160(mN))とMFRの関係が、MS160>90−130×log(MFR)を満足する。(E)190℃で測定した溶融張力(MS190(mN))とMS160の関係が、MS160/MS190<1.8を満足する。(F)流動の活性化エネルギー(Ea(kJ/mol))と密度の関係が、125−0.105d<Ea<88−0.055dを満足する。
(もっと読む)
難燃性性能を有する赤外線減衰化ポリマーフォーム断熱材
3〜5重量パーセント(重量%)の二酸化炭素、5重量%以下の炭素数2〜3のアルコール、0.7重量%以下の水及び2.5重量%以下のイソブタンを含む発泡剤(ここで、この発泡剤は、少なくとも0.1重量%の、水及び/又は炭素数2〜3のアルコールを含む);2〜5重量%の、ペトコークス及び100〜700nmサイズのカーボンブラックから選択された赤外線減衰剤;2.5〜3.5重量%の臭素化難燃剤並びに少なくとも0.1重量%のエポキシ安定剤を使用して発泡性熱可塑性ポリマー組成物を押出成形することにより、ポリマーフォームを製造する(ここで、得られるポリマーフォームは、30〜37kg/m3の範囲内の密度、単峰性気泡サイズ分布、0.15〜0.4mmの平均気泡サイズ、28〜35ミリワット/メートル・ケルビンの範囲内の熱伝導率を有し、かつドイツB2防火試験に合格することによって特徴付けられる)。 (もっと読む)
ポリプロピレン系樹脂型内発泡成形体
【課題】カーボンブラックを含有している黒色のポリプロピレン系樹脂型内発泡成形体において、難燃性が改善されたポリプロピレン系樹脂型内発泡成形体を提供する。
【解決手段】カーボンブラック0.1重量%以上10重量%以下、および炭素数3以上6以下でかつ水酸基を3個以上有する多価アルコールを含有するポリプロピレン系樹脂発泡粒子からなるポリプロピレン系樹脂型内発泡成形体であって、該ポリプロピレン系樹脂型内発泡成形体がFMVSS302に定められる燃焼試験法にて自己消火性または遅燃性を示すことを特徴とするポリプロピレン系樹脂型内発泡成形体。
(もっと読む)
改質樹脂発泡粒子及びその成形体
【課題】特殊な設備を必要とすることなく、簡単な制御にて、空隙率が高く、発泡粒子相互の融着性に優れた発泡粒子成形体を製造できる改質樹脂発泡粒子、及び該改質樹脂発泡粒子を用いた連通した空隙を有する改質樹脂発泡粒子成形体を提供すること。
【解決手段】空隙率15〜60%、嵩密度12〜500g/L、及び発泡粒子相互の融着率60%以上の改質樹脂発泡粒子成形体1を得るために用いられ、オレフィン系樹脂とスチレン系樹脂とからなる改質樹脂を基材樹脂とする改質樹脂発泡粒子2及びその成形体1である。改質樹脂発泡粒子2は、見掛け密度が10〜500g/L、平均粒子径が0.5〜15mm、及び平均気泡径が50〜500μmである。さらに、最大二次発泡率ρRMAXが1.1〜2.5であり、二次発泡倍率ρR(ρR=ρ3/ρ4)が1.0〜2.0である。
(もっと読む)
スチレン改質ポリエチレン系樹脂発泡成形体
【課題】低い温度で成形された、即ち省エネルギー成形によりつくられ、かつ、耐油性の高いスチレン改質ポリエチレン系樹脂発泡成形体を提供すること。
【解決手段】ATR−FTIRにより測定された発泡成形体表面の赤外線吸収スペクトルから得られる698cm-1および2850cm-1での吸光度比(D698/D2850)が2.5を超えて11.0以下であるスチレン改質ポリエチレン系樹脂発泡成形体。
(もっと読む)
発泡成型体用樹脂組成物、発泡成型体用樹脂シート、及び発泡成型体
【課題】光反射性、及び軽量性に優れた光反射部材を提供し得る発泡成型体用樹脂組成物、発泡成型体用樹脂シート、及び、発泡成型体を提供すること。
【解決手段】非反応性ガスを含浸させた後、加熱して発泡成型体とするための樹脂組成物であって、該樹脂組成物が2種以上のポリエステル樹脂を含んで構成され、最大の融点を有するポリエステル樹脂の融点と最小の融点を有するポリエステル樹脂の融点の差が10℃以上であるか、又は/及び、最大のガラス転移温度を有するポリエステル樹脂のガラス転移温度と最小のガラス転移温度を有するポリエステル樹脂のガラス転移温度の差が10℃以上である発泡成型体用樹脂組成物。前記の発泡成型体用樹脂組成物から得られる発泡成型体用樹脂シート。及び前記の発泡成型体用樹脂シートから得られる発泡成型体。
(もっと読む)
ポリプロピレン系樹脂予備発泡粒子の製造方法
【課題】 発泡倍率が高く、かつセルのバラツキが無いポリプロピレン系樹脂予備発泡粒子を製造し得るポリプロピレン系樹脂粒子を提供すること
【解決手段】 コモノマー量が4.0重量%未満であるポリプロピレン系樹脂80重量%以上99重量%以下、コモノマー量が4.0重量%以上であるポリプロピレン系樹脂1重量%以上20重量%以下を含んでなるポリプロピレン系樹脂100重量部に対し、親水性化合物0.01重量部以上10重量部以下を含有するポリプロピレン系樹脂組成物を基材樹脂とすることを特徴とするポリプロピレン系樹脂予備発泡粒子の製造方法。
(もっと読む)
発泡性樹脂組成物および発泡体
【課題】環境に優しく、軽量でクッション性(復元性)にすぐれた発泡体を与える発泡性樹脂組成物、および、特にバラ状緩衝材として好ましく用いられる生分解性の発泡体を提供する。
【解決手段】10質量%以上の加工澱粉と90質量%以下の未加工澱粉との混合物100質量部に対し、生分解性樹脂及び/又はポリオレフィン樹脂10質量部以下、水10〜30質量部及び無機質フィラー0.01〜5質量部を含む発泡性樹脂組成物および同発泡性樹脂組成物を発泡させた発泡体である。
(もっと読む)
スチレン系樹脂発泡体
【課題】断熱性能に優れ、また寸法安定性および透湿抵抗に優れたスチレン系樹脂発泡体を提供する。
【解決手段】発泡体を構成する気泡の膜の少なくとも一部にシワを形成してなるスチレン系樹脂発泡体であって、シワを形成する前のスチレン系樹脂発泡体よりも熱伝導率が小さい、断熱用のスチレン系樹脂発泡体。
(もっと読む)
住宅の床下に用いられる断熱材用発泡性ポリスチレン系樹脂粒子及び住宅の床下用断熱材
【課題】 ヘキサブロモシクロドデカンの使用をなくして難燃性及び断熱性にすぐれ、温度変化によって膨脹したり収縮しないこと(寸法安定性)に優れ、シックハウス症候群へ対応することができる。
【解決手段】水性懸濁液中にポリスチレン系樹脂粒子を分散させた後、発泡剤を含浸させる前又は含浸中に、溶解性パラメーター値(SP値)が8.3以上9.4以下である可塑剤100重量部に対して粉末状の難燃剤テトラブロモシクロオクタン33〜1000重量部、さらにはSP値が8.3以上9.4以下である可塑剤100重量部に対して1時間半減期温度が100℃〜250℃である難燃助剤20〜200重量部を上記可塑剤に溶解させてなる難燃剤溶解液を上記水性懸濁液中に供給して、上記ポリスチレン系樹脂粒子中に上記難燃剤及び難燃助剤を含浸させる住宅の床下に用いられる断熱材用発泡性ポリスチレン系樹脂粒子を用いて、予備発泡させ、
その予備発泡粒子を型内に充填して発泡させて得られたポリスチレン系発泡成形体であって、平均弦長が20〜150μmである。
(もっと読む)
101 - 120 / 330
[ Back to top ]