
Fターム[4F201AG07]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 中空体一般 (105)
Fターム[4F201AG07]に分類される特許
61 - 80 / 105
射出成形プリフォーム

【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
パール調外観を有するプラスチック容器及びその製造方法

【課題】 着色成分を使用せず、発泡セルの分布によりパール調外観が付与されており、商品価値が高く、しかもリサイクル適性にも優れたプラスチック容器を提供する。
【解決手段】 最大延伸方向に沿った容器壁10の断面でみて、平均長径が 400μm以下で且つ平均アスペクト比(L/t)が6以上の偏平形状を有する発泡セル1が、該延伸方向を指向し且つ厚み方向に重なり合うように、容器壁10中に分布していることを特徴とする。
(もっと読む)
ペットボトルのプリフォーム用支持装置
ペットボトルのネック部を熱処理して結晶化する工程において、プリフォームを支持しながら工程進行方向に移送されるペットボトルプリフォーム用支持装置を開示する。本発明によれば、プリフォームPのベースリングPaを支持するとともにホルダー200とプリフォームP間の熱伝逹を遮断する断熱材のホルダースリーブ400がホルダー200の上端開口部202に設置された構造をなすので、断熱材のホルダースリーブ400によってプリフォームPとホルダー200間の熱伝逹が遮断され、プリフォームPのネック部が熱損失なしに早くて均一に適正温度に加熱されて満足に結晶化する。 (もっと読む)
ポリエチレンテレフタレート製容器、およびその予備成形体
【課題】 ポリエチレンテレフタレート製の容器またはその予備成形体を過酸化水素で殺菌するに際して、過酸化水素の残留量を少なくする。
【解決手段】 アンチモン系触媒を用いて製造されたポリエチレンテレフタレートによって形成された容器またはその予備成形体を提供する。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
プリフォームの製造方法、プリフォーム、及び壜体
【課題】着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体の提供。
【解決手段】少なくとも3ケの層形成流路を有する多重ノズル部11より金型内に射出するプリフォームの射出成形方法であり、少なくとも1つの供給部から所定時間、所定の圧力若しくは速度でプリフォームを形成する主材料となる主材樹脂を内流路15および外流路17に供給し、同時に他の供給部から着色樹脂を所定の圧力若しくは速度で中流路16に供給し、着色樹脂の供給の開始時間、終了時間、圧力若しくは速度プロファイルを含めた射出パターンを調整し、中間層の上流部分、あるいは下流部分でこの中間層の層厚を、それぞれ上流方向、あるいは下流方向に向かって徐々に減少せしめ、中間層の層厚に係るグラデーション領域を形成する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21と、第1部分の開口端面12cを受ける支持台部19とからなり、該支持台部に弾性体からなるシールリング90を設け、型締めにより上記開口端面12cをシールリング90に圧接させてシールする。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、着色樹脂からなる着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供する。
【解決手段】 2軸延伸ブロー成形用のプリフォーム成形方法において、
底部の中央に対向位置するゲートを介して金型キャビティ内に着色樹脂をショートショット状態に1次射出し、この1次射出の終了時点から所定の待機時間後、逐次的にプリフォームを形成する主材料となる主材樹脂を2次射出し、前記待機時間の調整により、2次射出により主材樹脂を、ショートショット状態で金型キャビティ内に位置する着色樹脂の中央部を突き抜くように流動させ、プリフォームの内周面近傍と外周面近傍に2重円筒状に着色樹脂からなる着色層を形成すると共に、この着色層の層厚がプリフォーム上方向に向かって徐々に減少するグラデーション領域を形成する。
(もっと読む)
プリフォーム成形機
【課題】プリフォーム成形時の重ね成形を防止するプリフォーム成形機を提供する。
【解決手段】プリフォーム成形機100は、キャリアプレート30の上流に真空ポート33a,33bを介して真空ホース41a,41bと、真空ホース41a,41bの流量を検知する流量計42a,42bと、真空ライン44a,44bまたは大気ライン47a,47bを切り換える切替弁43a,43bと、キャリアプレート30の内部を真空引きする吸引ポンプ45a,45bと、真空ライン44a,44bを真空解除する真空弁46a,46bとを備え、コア金型10からプリフォームPFを吸引しながら移動する場合に、流量計42a,42bの一方または双方が真空ホース41a,41bの流量を検知すると、コア金型10の移動機構12をインターロックする。
(もっと読む)
ポリオレフィン系樹脂材料及びその成形体
【課題】ポリオレフィン系樹脂材料において、薄肉成形などの成形安定性と耐ストレスクラック性などの長期性能を共にバランスよく向上させて、薄肉製品として長期性能に優れた中空成形容器や燃料タンク及びパイプ類などを製造する。
【解決手段】伸長粘度の歪硬化パラメータλ>0の条件を満たし、長鎖分岐を有すポリオレフィン系樹脂を溶融混練してなるポリオレフィン系樹脂材料であって、ハイロードメルトフローレート(HLMFR;190℃ 21.6kg荷重)及びスウェル比(SR)が、下記の関係式を満たす。 HLMFR1/HLMFR0>1.00 及び SR1/SR0<1.00(但し、HLMFR0及びSR0は押出前、HLMFR1及びSR1は2回押出後の数値である)
(もっと読む)
吊下げられた物体の搬送に用いられるレール部材、1つの当該部材を備えるプリフォームの供給装置及び1つの当該部材に固定可能な湾曲したフラップバンド
本発明は、ボトルやプリフォームのような吊り下げられた物体を搬送するレール部材に関する。本発明の部材は、2本のガイドレール(11、12)を備え、これらガイドレール(11、12)が、所定距離だけ離間し、プリフォームの副首ガイド部のような搬送経路(13)に沿って搬送される物体用の横方向の支持面を形成する。本発明は、部材が螺旋状に湾曲した搬送部分を形成し、ガイドレール(11、12)が螺旋状に配置されるフレーム(10)を備え、ガイドレール(11、12)の少なくとも一方が、フレーム(10)から取外し可能なフラットストリップであることを特徴とする。 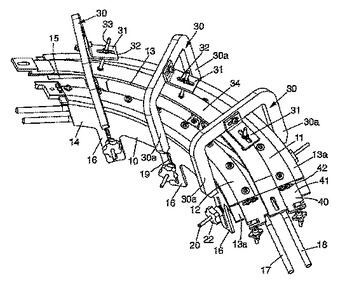 (もっと読む)
(もっと読む)
射出成形プリフォーム、延伸ブロー成形容器、およびそれを作成するためのサイクル時間を短縮するための方法
【課題】完成した延伸ブロー成形した容器に、低い熱膨張率、良好な側壁剛性、および曇りのない容器または実質的に曇りのない容器のような良好な機械的特性を提供するプリフォームの設計を開発すること。
【解決手段】約8から約12の全体的延伸倍率を有する延伸ブロー成形容器(22)を作成するための射出成形したプリフォーム(10,11)であって、全体的延伸倍率はフープ延伸倍率と軸延伸倍率の積であり、フープ延伸倍率が約4.5から約5.4、軸延伸倍率が約1.5から約2.2であり、プリフォーム(10,11)は、最大直径が65mmであり、高さが容器のフィニッシュの下から200mmあり、フープ延伸倍率が5.5であり、軸延伸倍率が2.6である500ml容器(22)用に設計された25グラム重量のプリフォーム(10,11)を使用して、100℃および90psiで測定して、約400mlから約650ml未満のフリーブロー容積を有するLNSR PETコポリマーを含む。本発明は、このようなプリフォームを作成するための方法および延伸ブロー成形容器およびそれを作成するための方法にも関する。
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
酸素掃去用区分化樹脂ペレット
熱可塑性樹脂の一方が酸素不活性材料であり、他方が酸素感受性材料である少なくとも二種類の熱可塑性樹脂を同時に熱処理する方法および物品であって、物品が更に酸素感受性材料に接触させると酸素感受性材料を酸素反応性材料に転化する促進剤を含む、方法および物品を開示する。区分化ペレット(更にゾーン化ペレットとしても知られている)構造を利用する方法は、各成分の大部分がペレット中の個々の区分またはゾーン内に位置し、熱可塑性樹脂がペレット中に均一に分散されている場合よりも大気中の化合物(例えば酸素)との反応が少なくなる。これは特に酸素掃去システムへの使用である。 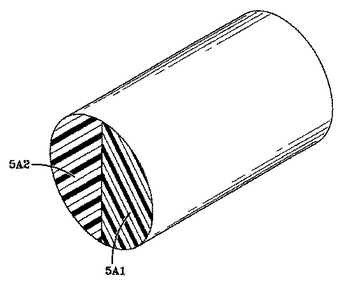 (もっと読む)
(もっと読む)
樹脂製広口容器、及び樹脂製容器の口部の熱結晶化方法
【課題】
高い密封性と、高温殺菌時の耐熱性を確保するとともに、容器の内圧変化吸収性能を向上させた樹脂製の広口容器、及びこのような樹脂製広口容器を得るのに好適に利用することができる樹脂製容器の口部の熱結晶化方法を提供する。
【解決手段】
口部3、胴部4、及び底部5を有する容器本体2と、口部3に取り付けられる蓋体6とを備え、胴部4に内圧変化吸収パネル4aを形成するとともに、フィルム材7を口部3にヒートシールすることによって、容器本体2の開口部を密封する。
(もっと読む)
所定量を移送する装置
本装置には:-所定量(D)の流動性材料を移送する移送手段(50)であって、該所定量(D)には、横断寸法(M)及び端部ゾーン(19;119;219)を有する長尺体(39)を備える移送手段;-上記所定量(D)を該移送手段(50)から受容する受容手段(21);を含み、該移送手段(50)には、上記端部ゾーン(19;119;219)付近で上記横断寸法(M)を減少させて、該端部ゾーン(19;119;219)を成形する端部成形手段(18)を含む。プラスチックの所定量には、横断寸法(M)を備える長尺体(39)を含み、該長尺体(39)には、上記横断寸法(M)未満の各横断寸法(N)を備える端部ゾーン(19;119;219)を含む。 (もっと読む)
プラスチック製ボトル容器の予備成形体とそれにより製造されたボトル容器
【課題】 ブロー成形後の製品にマーカーが生じることや、ブロー成形時に穴が開いて漏れが生じることを防止できる予備成形体を提供する。
【解決手段】 プラスチック製ボトル容器の延伸ブロー成形に用いる口頸部を備えた有底筒状の予備成形体であって、前記予備成形体が、前記予備成形体の底部からプラスチックを注入する射出成形によって成形されたものであり、前記プラスチック注入部であるゲート部を、前記予備成形体底部の曲面より深く、直線的に切除する。
(もっと読む)
オーバーモールドされた容器およびその製造および使用の方法
【課題】改善された視覚的特性および触覚的特性を提供し、革新的なパッケージング設計を可能にし、改善されたグリップ性および断熱性を提供することができるオーバーモールドされた容器およびその製造方法。
【解決手段】容器はポリマーのリサイクル流に最小限の影響しか与えずに、コスト効率の良い方法で作ることができる。容器を作る方法は、PET共重合体などの熱可塑性ポリマーを含む容器プリフォームを提供するステップと、プリフォームの少なくとも一部上にエラストマー材料をオーバーモールドして、オーバーモールドされたプリフォームを形成するステップと、オーバーモールドされたプリフォームをブロー成形してオーバーモールドされた容器を形成するステップと、を含む。一実施形態においては、オーバーモールドされた容器は飲料容器である。
(もっと読む)
前成形体冷却装置
【課題】 前成形体を充分効果的に冷却することができ、そしてまた未だ充分に冷却されていない状態で隣接して搬送されている前成形体が相互に接触して局部的に損傷せしめられることが充分に抑制乃至防止される前成形体冷却装置を提供する。
【解決手段】 所定搬送径路(42、142)を通して搬送されている前成形体(34、134)に、霧を吹き付け、次いで冷却液流を吹き付け、そして更に気体流を吹き付けるように構成する。
(もっと読む)
61 - 80 / 105
[ Back to top ]