
Fターム[4F201AG07]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 中空体一般 (105)
Fターム[4F201AG07]に分類される特許
21 - 40 / 105
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
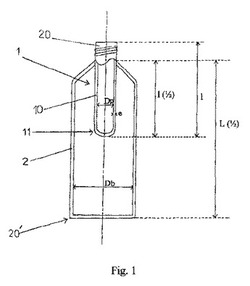
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
プリフォームおよびプラスチックボトル

【課題】プラスチックボトルの座屈強度を高めるとともに、重量を軽量化することが可能なプリフォーム、およびこのようなプリフォームにより作製されたプラスチックボトルを提供する。
【解決手段】プリフォーム10は、底部外面13aと底部内面13bとを有する底部13と、胴部外面12aと胴部内面12bとを有する胴部12と、口部11と、首下部14とを備えている。胴部12の肉厚t3は底部13の肉厚t4より大きくなっており、底部外面13aと底部内面13bは、その断面が各々同心状の円弧Ca、Cbを有している。また胴部内面12bは、その断面が底部内面13bの円弧両端13sに接続された一対の平行線Pb1、Pb2からなり、胴部外面12aは、その断面が底部外面13aの円弧両端13tに外方へ延びる一対の段部21aを介して接続された一対の平行線Pb3、Pb4からなっている。
(もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ
本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
ポリエチレンテレフタレート樹脂ペレットおよびそれを用いて得られる成形体
【課題】溶融成形において低温での成形が可能であり、アセトアルデヒドなど副生成物の生成量を少なくできるポリエチレンテレフタレート樹脂ペレットおよびそれから得られる成形体を提供すること。
【解決手段】ポリエチレンテレフタレート樹脂ペレットは、(A)テレフタル酸を除くジカルボン酸成分およびエチレングリコールを除くグリコール成分を、共重合モノマー単位として合計で1.5〜6.0モル%含有し、(B)固有粘度(IV)が0.70〜1.10dl/gの範囲にあり、(C)結晶化度が55〜60%の範囲にあり、(D)球晶の径が5μm以下であるポリエチレンテレフタレート樹脂からなる。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 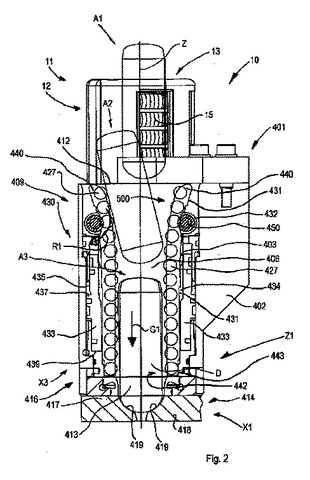 (もっと読む)
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プリフォーム射出成形装置
【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
21 - 40 / 105
[ Back to top ]