
Fターム[4F201AR08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 速度 (192)
Fターム[4F201AR08]の下位に属するFターム
回転速度(←回転数) (112)
加速度
Fターム[4F201AR08]に分類される特許
1 - 20 / 80
耳部処理装置及び溶液製膜方法
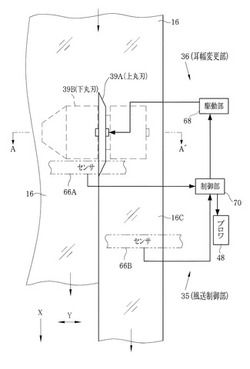
【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
(もっと読む)
樹脂シートの熱処理装置

【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シートを引き出し、熱処理後、再びロール状に巻き取る熱処理装置であって、熱処理後の樹脂シート10から帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部から巻取用のロールまで検査シートを案内する検査シート巻取案内部56と、検査シートの収縮率に基づいて、熱処理部の熱処理条件を制御する制御部59と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
プラスチック樹脂リサイクル材の製造方法
【課題】低温にてプラスチック樹脂表面に満遍なく添加剤を付着させることができるプラスチック樹脂リサイクル材の製造方法を提供する。
【解決手段】少なくとも1回の熱履歴を経たプラスチック樹脂を粉砕する粉砕工程と、前記粉砕工程で得られるプラスチック樹脂粉砕材および前記添加剤を、混練機を用いて混練する混練工程とを含み、前記添加剤として、室温から加熱して測定した微分熱重量分析(DTG)において最も低温側のピークの立ち上がり開始温度で定義される結晶分散開始温度が融点より低い添加剤を選択し、前記混練工程において、混練条件を、混練温度が前記結晶分散開始温度より高く且つ前記添加剤の融点より低い所定の混練到達温度に達するように設定して、該混練到達温度に達したときに混練を終了することを特徴とする、プラスチック樹脂リサイクル材の製造方法。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューが、特定の形状を有するスクリューエレメントを有する。特定のスクリューエレメントとは、特定の条件を満たす、円弧状の切り欠きが形成されたフライト部を有する一条の順送りスクリューエレメントである。
(もっと読む)
樹脂組成物の製造方法、樹脂組成物及び成形体
【課題】優れた透明性を有する、ポリカーボネート系樹脂とアクリル系樹脂とのブレンド物を調製できる樹脂組成物の製造方法、それによって得られる樹脂組成物および該組成物の成形体を提供する。
【解決手段】樹脂組成物の製造方法であって、メタクリル酸メチル60〜95重量%、(メタ)アクリル酸エステル(I)5〜40重量%、及びこれら以外の単官能単量体0〜35重量%からなる単量体成分が重合してなる共重合体を含有するアクリル系樹脂55〜95重量部と、ポリカーボネート系樹脂45〜5重量部とを含む樹脂混合物を、温度180〜265℃及び剪断速度10〜100sec−1で溶融混練することを特徴とする。
(もっと読む)
薄板樹脂成形品のバリ処理方法
【課題】薄板樹脂成形品の周縁部に発生するバリを、バリ片を生じさせることなく容易に処理する方法を提供する。
【解決手段】薄板樹脂成型品12bが光吸収する波長のレーザビーム30sを用いて、バリが存在する薄板樹脂成形品12bの端面に前記レーザービーム30sを入射し、前記端面に一様に照射できるように前記レーザービーム30sを走査し、前記レーザービーム30sの光吸収により、前記薄板樹脂成形品12bの端面に存在するバリを溶融収縮させてその端面に固着させることによりバリを処理する。
(もっと読む)
粒子状ポリマーの製造方法および粒子状ポリマーの造粒装置
【課題】均一な大きさのペレット等の粒子状のポリマーの製造方法を提供する。
【解決手段】溶融ポリマーを複数の孔を有するダイヘッド11を通してストランドにし、切断して粒子状ポリマーを製造する際に、溶融ポリマーを水平方向からダイヘッド11に供給し、ダイヘッド11下部より押出し、ダイヘッド11の出口温度の最高値と最低値との差を5℃の温度範囲内に制御する。溶融ポリマーは、例えば、芳香族ジヒドロキシ化合物と炭酸ジエステルとのエステル交換反応により溶融重縮合して得られるポリカーボネート等が適用できる。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、弾性率が高く、転がり抵抗が抑制されたタイヤの製造方法、及び、該製造方法により製造されたタイヤを提供する。
【解決手段】分子内にハードセグメント及びソフトセグメントを有する熱可塑性エラストマーを含む原料熱可塑性樹脂材料を、100J/cm3〜1000J/cm3のせん断エネルギーで、10分〜30分混練する混練工程と、前記混練工程を経て得られた熱可塑性樹脂材料によって、タイヤ骨格体を形成するタイヤ骨格体形成工程と、を含むタイヤの製造方法である。
(もっと読む)
帯状部材の貼付け装置および貼付け方法
【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
熱可塑性材料の前処理、再処理、又はリサイクル方法
【課題】高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)からなるプラスチック材料を、穏やかで効率的かつ経済的な手法で再処理する方法の提供。
【解決手段】プラスチック材料を、少なくとも一つの収容槽又は反応槽において、混合及び粉砕をしながら加熱し、前記プラスチック材料の結晶化、乾燥、及び/又は浄化を行い、前記プラスチック材料の混合、粉砕及び加熱は、鉛直軸の回りを回転でき、少なくとも一つの粉砕又は混合用具を使用し、該粉砕又は混合用具は材料を粉砕及び/又は混合する効果を奏するように働く刃を有し、加熱が機械的エネルギーを与えることにより行われ、前記プラスチック材料が、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)であり、
前記プラスチック材料の形態が、容器を粉砕してできた部分的に結晶質又は非晶質の粒状物やフレークの形態であり、高密度ポリエチレン(HDPE)の加熱温度が50〜130℃であり、低密度ポリエチレン(LDPE)の加熱温度が50〜110℃であり、ポリプロピレン(PP)の加熱温度が50〜155℃であり、
粉砕又は混合用具の最も外側の刃の周方向速度が1〜35m/s、収容槽又は反応槽における平均滞留時間が10〜100分、かつ150mbar以下で処理が行なわれる、
ことを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
同方向に回転駆動可能な2軸押出機用の駆動装置
【課題】同方向に回転駆動可能な2軸押出機用の駆動装置を提供する。
【解決手段】同方向に駆動可能な2軸押出機5用の駆動装置4は、差動重畳ギア駆動機構6と下流の動力分割ギア駆動機構7とを備える。2つの重畳ギア駆動機構入力軸8、10は、2つの異なる駆動モータ2、3を介して回転駆動可能である。駆動モータ2、3の駆動力は、差動重畳ギア駆動機構6を用いて重畳され、動力分割ギア駆動機構7を用いて2つの動力分割ギア駆動機構出力軸42、43に分配される。動力分割ギア駆動機構出力軸42、43により、2軸押出機5の2つのスクリュー軸52、53が回転駆動される。駆動装置4により、高い駆動力を伝達し、スクリュー軸52、53の速度を広い速度範囲にわたり適合させることが可能になる。差動重畳ギア駆動機構6により、低い径方向加速力が保証され、かかる径方向加速力は、アキシャルベアリングにより実質的に吸収される。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよび長繊維ペレットの製造方法
【課題】炭素繊維と高粘度の熱可塑性樹脂からなり、樹脂の含浸性が高い熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】熱可塑性樹脂を粘度100〜1000Pa・s(Ns/m2)にて樹脂浴中に保持し、該樹脂浴容器内のローラーに平均直径5〜10μmの炭素繊維のモノフィラメントから構成される繊維束を下記式(1)および(2)を満たす条件にて搬送することにより、繊維束に樹脂を含浸させる熱可塑性樹脂含浸ストランドの製造方法。
T2/(r×η×v)>100 (1)
T2<0.5×σ×N×S (2)
(T2:繊維の引き取りテンション(N)、r:ローラーの径(m)、η:熱可塑性樹脂の粘度(Pa・s)、v:搬送速度(m/S)、σ:炭素繊維の強度σ(MPa)、N:繊維束のフィラメント数、S:単繊維の断面積(mm2))
(もっと読む)
押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット
【課題】ペレット間に融着がなく,形状,寸法及び密度等のバラツキの無い押出成形用の複合ペレットを提供する。
【解決手段】熱可塑性樹脂と木粉を含む原料を押出機42により溶融混練して得た溶融材料を,前記押出機42の先端に取り付けたダイノズル43に設けたノズル孔43aを介してストランド状に押し出すと共に,前記溶融材料のストランドを所定の長さに毎に切断してペレットを形成する。この時,ダイノズル43に設けた各ノズル孔43a内における溶融材料の流速を表す線速度υdが,12〜50cm/secの範囲となるように,押出機42の押出量Q,各ノズル孔43aの直径D及び前記ノズル孔43aの数nを調整する。
(もっと読む)
樹脂組成物の製造方法
【課題】押出機の上流部から熱可塑性樹脂を押出機内に供給し、副原料供給用シュートを通して押出機の途中から固体状副原料を押出機内に供給し、熱可塑性樹脂と固体状副原料とを混練して樹脂組成物を製造する方法であって、副原料供給用シュートの閉塞が低減した製造方法を提供する。
【解決手段】連続混練押出機の上流側供給口から該押出機内に熱可塑性樹脂を供給し、該押出機の下流側供給口から該押出機内に固体状副原料を供給して該熱可塑性樹脂と該副原料とを該押出機内で混練して押し出す樹脂組成物の製造方法であって、該下流側供給口5をスクリュの直上に開口して設け、副原料供給用シュート7を、該シュート7の出口が該下流側供給口5の上方に位置し且つ該下流側供給口5と非連結となるように設け、該シュート7を通して該下流側供給口5に固体状副原料を供給し、該シュート7の出口周辺の空気を吸引する樹脂組成物の製造方法。
(もっと読む)
光学フィルムの製造方法、熱可塑性樹脂の成形方法
【課題】熱可塑性樹脂の溶融法による成形方法で、濾過精度が高いフィルターを使用することなく、生産性を低下させることなく異物混入を抑制した熱可塑性樹脂の成形方法を提供。
【解決手段】少なくとも1種類の熱可塑性樹脂を、前記熱可塑性樹脂のガラス転移点Tg−50℃以下の温度に保ちながら、前記熱可塑性樹脂を平均粒度50μm以下に混合・粉砕する工程を経てから溶融押出し成形することを特徴とする光学フィルムの製造方法。
(もっと読む)
熱可塑性樹脂粒子の製造装置および製造方法
【課題】カット不良による不良粒子の発生を抑制することができると共に、切断刃とノズルダイ表面との摩擦抵抗を低減してペレタイザーの寿命を延ばすことができる熱可塑性樹脂粒子の製造装置を提供する。
【解決手段】表面にノズル15が形成されたノズルダイ1を有しノズルから溶融した熱可塑性樹脂を押し出す押出機と、ノズルから押し出された樹脂を冷却する冷却水を収容する冷却室部4と、冷却室部4内に設けられてノズルダイの表面に接触しながら回転することによりノズルから押し出されて冷却された樹脂を粒子状に切断する切断刃30と、切断刃を回転させる回転駆動部と、冷却室部内に冷却水を供給しかつ樹脂粒子と共に排出して冷却水のみを冷却室部内に循環させる冷却水循環系とを備え、切断刃は、その刃部の厚みをtとし、ノズル15の直径をdとすると、0<t/d≦17の関係を満たすことを特徴とする熱可塑性樹脂粒子の製造装置。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
1 - 20 / 80
[ Back to top ]