
Fターム[4F201BD02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 圧縮成形 (166)
Fターム[4F201BD02]に分類される特許
1 - 20 / 166
樹脂成形品の製造方法
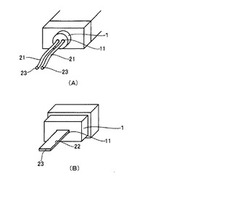
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
封止用樹脂シートの製造方法

【課題】本発明は、製造コストを抑え、所望の膜厚の封止用樹脂シートを製造することができる封止用樹脂シートの製造方法を提供する。
【解決手段】本発明は、基板に実装した電子部品を封止する封止用樹脂シート1の製造方法である。液状樹脂21を型20に入れ、熱処理で半硬化状態にして樹脂体22を形成し、形成した樹脂体22を、硬化温度より低い温度で加熱し、加圧して引き伸ばす。樹脂体22の厚みは、封止用樹脂シート1の膜厚より大きい。
(もっと読む)
抗菌性プラスチック製品およびその製造方法
【課題】抗菌性プラスチック製品およびその製造方法の提供。
【解決手段】本発明は、抗菌活性成分として、オルトリン酸銀、または部分還元オルトリン酸銀の粒子を含む抗菌性プラスチック製品に関する。前記プラスチック製品は、非常に良好な抗菌効力を有する。その製造法は、前記プラスチック製品が、オルトリン酸銀または部分還元オルトリン酸銀の含量にも関わらず、光の作用下で変色しないという効果を実現する。本発明の第1の実施形態によれば、本発明の目的は、本発明に記載の段階を含む、抗菌作用のあるプラスチック製品を製造するための方法により実現される。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
樹脂供給装置、樹脂モールド装置および樹脂供給方法
【課題】被供給部の水平面内に樹脂を偏りなく供給することのできる技術を提供する。
【解決手段】搬送ハンド6A(樹脂供給装置)は、同一水平面内で仕切られて配置された鉛直方向に貫通する複数のキャビティ用孔41aを有し、複数のキャビティ用孔41aにキャビティ内樹脂35がセットされるセット部41と、セット部41下側に設けられ、複数のキャビティ用孔41aの下部開口を各々開閉するキャビティ用シャッタ部43とを備えている。この搬送ハンド6Aは、水平面内の一定方向に複数のキャビティ用孔41aに対してキャビティ用シャッタ部43を開いていき、キャビティ用シャッタ部43を閉じて複数のキャビティ用孔41aにセットしたキャビティ内樹脂35を落下させてキャビティ31a(被供給部)へ供給していく。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
成形装置
【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
溶融樹脂整流装置
【課題】成形装置に対して溶融状態の合成樹脂を均一に供給できるようにする。
【解決手段】溶融樹脂供給路15の径に対応した幅を有する板材が当該板材の上流側の部分から当該板材の下流側の部分に向かうにつれて反時計回り方向/時計回り方向に180度ねじられた形状を有する左ねじり羽根60A/右ねじり羽根60Bのうちの一方と他方とを溶融樹脂供給路15の下流側に向かうにつれて交互に有する交互ねじり装置50を有する。隣接する左ねじり羽根60A/右ねじり羽根60B同士は連結されている。交互ねじり装置50の下流側には溶融樹脂供給路15における溶融樹脂の流れに対して抵抗を付与する多孔状抵抗材70を有する。
(もっと読む)
液状樹脂供給機構、及び当該液状樹脂供給機構が備わった圧縮成形装置
【課題】 糸引き樹脂を適切に処理することによって、高い再現性で一定量の液状樹脂の金型への供給が可能となる新規な液状樹脂供給機構を提供する。
【解決手段】 液状樹脂供給機構1は、ゲートバルブ5が内蔵されたノズル2から液状樹脂200を下方側に向けて吐出し金型の一方の型に液状樹脂200を供給するものであって、ノズル2の外周には下方側のノズル先端に向けてエアを吹き出す外周エア吹き出し口3が配されており、制御回路9からの制御信号によって、ゲートバルブ5を開いて液状樹脂200を吐出し、そして、液状樹脂200の吐出を終了する際にはゲートバルブ5を閉じるとともに、外周エア吹き出し口3から液状樹脂200の液状態を維持する所定温度のエアを吹き出す制御を行なう。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
液状樹脂材料の供給装置及び液状樹脂材料の供給方法
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料の供給技術を提供することを課題とする。
【解決手段】成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
プリフォーム成形機及びプリフォーム成形方法
【課題】比較的に構造が簡略で且つ低コストでありながら、安定して均質なプリフォーム樹脂の成形が可能となる。
【解決手段】上型108と下型118との間に形成されるキャビティで原料樹脂102を所定の形状に成形するプリフォーム成形機100において、荷重フレーム104と、第1厚み部分114Aを有する荷重受け部材114と、上型108を荷重フレーム104に対して接近・離間させる上型用エアシリンダ110と、下型118を上型108に対して接近・離間させる下型用エアシリンダ136と、型締めの際に、上型用エアシリンダ110により離間された荷重フレーム104と上型108との間に第1厚み部分114Aを接触介在させ、下型用エアシリンダ136によって生じ下型118から上型108に伝わる推力が荷重フレーム104に伝達可能となるように荷重受け部材114を移動させる移動機構116と、を備える。
(もっと読む)
プリフォーム成形機構及びプリフォーム成形方法
【課題】樹脂を打錠プレス(成形機)の所定の位置に配置するまでの間も加熱することでプリフォーム成形のための時間の短縮を可能とする。
【解決手段】樹脂102を導くシュータ114と樹脂102を所定の位置で加熱し成形する打錠プレス118(成形機)とを備えて、被成形品160を圧縮封止する圧縮成形装置150に供給するために、打錠プレス118(成形機)で樹脂102からプリフォーム樹脂104を成形するプリフォーム成形機構100において、シュータ114に導かれる樹脂102が所定の位置に配置されるまでに樹脂102を加熱する下型120(加熱機構)を備える。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
樹脂供給機構及び樹脂供給方法
【課題】簡易的な構成でありながら撒かれる樹脂の均一性が容易に調整・変更可能となる。
【解決手段】被成形品160を樹脂102にて圧縮封止する圧縮成形装置150に対して、樹脂102を計量し樹脂102を投下する計量部104と、計量部104の下方に配置され計量部104から投下された樹脂102を所定の場所に導くシュータ110と、を有する樹脂供給機構100において、計量部104から投下された樹脂102をシュータ110に導くとともに、計量部104から投下された樹脂102の少なくとも一部と直接的に接触可能で且つ鉛直方向(Z方向)に対して傾斜した内面を備える第1、第2筒状部材106、108を備え、第1、第2筒状部材106、108が鉛直方向(Z方向)で移動可能とされている。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の性能を向上する。
【解決手段】樹脂成形装置10は、樹脂供給装置50と、樹脂供給装置50を中心として周囲に配置された複数のプレス装置30a、30bとを備え、樹脂供給装置50から供給された液状樹脂を成形するものである。樹脂供給装置50が、液状樹脂を滴下する滴下機構59と、滴下機構59を複数のプレス装置30a、30bのそれぞれに対する位置に移動する回転機構52と、滴下機構59をプレス装置30a、30bの内部と外部との間で進退動させる進退駆動機構とを有する。
(もっと読む)
1 - 20 / 166
[ Back to top ]