
Fターム[4F201BM07]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 材料の成形による製造 (303) | 圧縮成形 (99)
Fターム[4F201BM07]に分類される特許
81 - 99 / 99
ゴムベール製造方法およびゴムベール
【課題】 混練特性に優れたエチレン−α−オレフィン−非共役ポリエン共重合体ゴムベールを提供する。
【解決手段】 下記(1)〜(2)の構造を有するエチレン−α−オレフィン−非共役ポリエン系共重合ゴムのベールの製造方法であって、下記の(a)〜(d)のベール成型条件を充足するでゴムベールの製造方法。
(1)共重合ゴム中のエチレン単位/α−オレフィン単位の重量比が85/15〜67/33であること
(2)よう素価が1〜15であること
(a)ゴムクラムの温度が30〜45℃であること
(b)含有水分が0.1〜1.0%であること
(c)加圧圧力が2〜8MPaであること
(d)加圧時間が0.5〜5秒であること
(もっと読む)
前成形体冷却装置
【課題】 前成形体を充分効果的に冷却することができ、そしてまた未だ充分に冷却されていない状態で隣接して搬送されている前成形体が相互に接触して局部的に損傷せしめられることが充分に抑制乃至防止される前成形体冷却装置を提供する。
【解決手段】 所定搬送径路(42、142)を通して搬送されている前成形体(34、134)に、霧を吹き付け、次いで冷却液流を吹き付け、そして更に気体流を吹き付けるように構成する。
(もっと読む)
被成形体を圧縮成形、熱調節、移送及び検査するための装置

所定量のペースト状プラスチックを供給するよう配置する押出手段(2)と、上記所定量を圧縮成形して被成形体(8)を得るよう配置する成形手段(6)を備える成形用カルーセル手段(7)と、上記被成形体を熱的に調節するための熱調節用カルーセル手段(9;109)を含む装置であって;カルーセル手段(11)と、上記カルーセル手段(11)によって支持し、上記カルーセル手段(11)に関して可動にして、被成形体(8)を移動させる搬送ユニット手段(12;101)と、上記被成形体(8)を熱的に調節するよう配置する熱調節手段(13)とを含み、該熱調節手段(13)を上記搬送ユニット手段(12;100)と関連させる装置。 (もっと読む)
ゴムシーティング装置およびゴムシートの形成方法
【課題】エッジ切れ等がない所定幅のゴムシートを容易に形成できるゴムシーティング装置およびゴムシートの形成方法を提供する。
【解決手段】高粘度、高剛性のバンバリー混練ゴムRを回転する一対のロール2間にプッシャー4で押し込んで通過させる際に、ロール2上方に設けた一対のサイドガイド3a、3bでバンバリー混練ゴムRのロール幅方向の移動を規制するとともに、サイドガイド3a、3bをロール幅方向に揺動させる。
(もっと読む)
圧縮成形機にドロップを強制挿入する方法及び装置並びに成形金型追従式ドロップ供給方法及び装置
【目的】 連続的に圧縮成形を行うに際し、押出し供給される溶融合成樹脂塊状体(ドロップ)を、回転可動する複数の圧縮成形金型へ連続的に精確かつ迅速に挿入する。
【解決手段】 成形品を成形するためのドロップを回転可動する成形雌型に連続供給する方法及び装置であって、押出し開口部から押し出される溶融状態の合成樹脂を、保持機構に付設された切断具で切断して定量のドロップとし、ドロップを保持機構により保持搬送して強制的に成形雌型凹部に挿入供給する。そのとき、回転式可動型ドロップ供給体上の保持機構を回転する成形金型に接近させ、一定の範囲において保持機構と成形金型の回転軌跡を一致せしめて、保持機構の移動を成形金型の移動に追従させる。 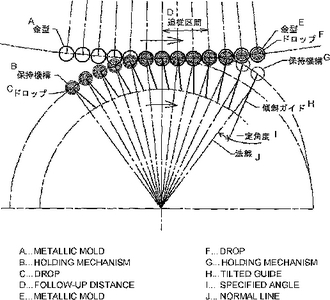 (もっと読む)
(もっと読む)
偏光板保護フィルム及びその製造方法
【課題】 本発明は上記事情に鑑みなされたもので、加熱溶融法にて偏光板保護用セルロースエステルフィルムを得る方法において、セルロースエステル樹脂の劣化を抑え、かつ、添加剤の混合・分散性を向上させることを目的とする。
【解決手段】 少なくともセルロースエステル樹脂と有機系添加剤を混合し、一体の成型物を得たのち、加熱溶融させることで得られる偏光板保護フィルムの製造方法において、該成型物の大きさが1mm×1mm×1mm〜20mm×20mm×20mmの立方体の範囲内であり、前記成型物中の前記セルロースエステル樹脂は粒子状態で含有されていることを特徴とする偏光板保護フィルムの製造方法。
(もっと読む)
高分子材料の容器用プレフォームの圧縮成形方法とグループ
プレフォームは、最終対象物の状態での形状を維持する上部ネックと、そのネックと結合している中空体内から構成される。本発明におけるプレフォーム成形法では、その質量が基準値に基づいて計量された高分子材料をマトリックスのキャビティに挿入し、続いてマトリックスの成形キャビティ内にパンチを圧力をかけながら挿入し、キャビティを完全にふさいだ時点で停止させる。この時パンチはプレフォームの内面を成形し、マトリックスのキャビティはプレフォームの外側表面を成形する。本発明によれば、プレフォームの成形において基準値に対する高分子材の計量誤差は中空体全体に分布される。この中空体は引き続く加熱変形でプレフォームの最終形状に達し、この過程で内部応力がほぼ完全に除去される。本発明によるプレフォーム成形用金型において、マトリックスはその内面がプレフォームの中空部分の形状を与えるように意図された金型の内面の少なくとも一部が変形可能な壁(31)を有しており、この変形可能な壁(31)は少なくとも一部が相対的に薄くなっていて、最終のプレフォーム成形工程で高分子材料にかけられる圧力の下で弾性変形を生じ、これによって中空体の厚が変わり、高分子材料の計量誤差が吸収される。 (もっと読む)
高分子材料の物品の圧縮成形ユニット
本ユニットは、圧力によってパンチ(11)及び、その密閉キャビティに高分子材料の充填物を充填したダイを1つに結合することにより動作し、充填物は、ダイの外側で作成されてからダイキャビティ内に挿入される。本ユニットは、物品の外面の下部を形成するように配置され、その内面(30a)は下端部及び軸方向に伸びる側方部を含むダイの下部を有する金型を備えている。ダイの下部(30)は、補完的に設置して共にダイの下部(30)の内面を画定することのできる内面(33,34)を有する第1構成部材(31)及び第2構成部材(32)を含む。第2構成部材(32)の内面(34)は、ダイの下部(30)内面の前記下端部の全体または大部分を画定する。第2構成部材(32)は、第1構成部材(31)に対して、その内面(34)が内面(33)と整合する前記位置にある上方位置と、ダイの下部(30)のキャビティの容積を増加させるために、内面(34)が内面(33)から離れて存在する引抜き位置との間を移動することができる。 (もっと読む)
圧縮成形システム
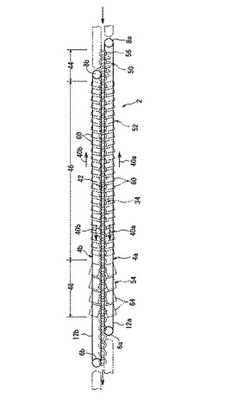
【課題】 合成樹脂供給装置(6)における切断・保持手段(38、138)から離脱して落下せしめられる合成樹脂(84、184)を圧縮成形装置(2)における成形金型手段(12、112)の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】 切断・保持手段の回転中心を圧縮成形装置における成形金型手段の円形軌跡(14、114)の中心と実質上合致せしめると共に、切断・保持手段の回転方向及び回転角速度を成形金型手段の回転方向及び回転角速度と実質上合致せしめ、所要角度範囲に渡って円弧状に存在する樹脂供給域(16、116)においては、切断・保持手段の半径方向位置を成形金型手段の円形軌跡に整合せしめ、かくして切断・保持手段が成形金型手段の所要部位に整合してその上方に位置して移動するように構成する。
(もっと読む)
圧縮成形用ポリエステル樹脂、プリフォームの製造方法及びプリフォーム
【課題】 長期にわたって安定して圧縮成形装置に溶融樹脂塊を供給可能な圧縮成形用ポリエステル樹脂を提供することである。
【解決手段】 エチレンテレフタレート単位を主体とするポリエステル樹脂であって、固有粘度が0.6乃至1.3dL/gの範囲にあると共に、ジエチレングリコール含有量が2.3モル%未満、モノヒドロキシエチルテレフタレート及びビスヒドロキシエチルテレフタレートの合計含有量が0.005重量%以下であることを特徴とする圧縮成形用ポリエステル樹脂。
(もっと読む)
成型物の製造方法
【課題】 新規な成型物の製造方法の提供。
【解決手段】 1)熱可塑性樹脂(A)のエマルジョンと小片状材料を混合する工程、2)得られた混合物を乾燥して乾燥状態の熱可塑性樹脂(A)が表面に付着した小片状材料を形成する工程、3)上記小片状材料とイソシアネート化合物を混合して混合物を形成する工程、4)混合物を常温で加圧成型し、B−ステージの成型物を形成する工程、および5)工程4)で得られた成型物を、B−ステージのまま、引き続いて真空成型または圧空成型を行う工程、を含む成型物の製造方法。
(もっと読む)
プリフォーム及びこのプリフォームから成るブロー成形容器
【課題】 成形歪みが低減され、寸法安定性に優れた圧縮成形によるプリフォームを提供することである。
【解決手段】 少なくともポリエステル樹脂から成る層を有し、圧縮成形により成形された口部にネックリングを有するプリフォームにおいて、前記ポリエステル層の底部中心又はネックリング下の下記式で表される温度差ΔTcが15℃以下であることを特徴とするプリフォーム。
ΔTc=Tc2−Tc1
式中、Tc1はプリフォームから切り出したポリエステル層を示差走査熱量計(DSC)で測定した昇温結晶化ピーク温度、Tc2はTc1測定後急冷して測定した昇温結晶化ピーク温度をそれぞれ示す。
(もっと読む)
木繊維ペレット製造方法
プラスチック製造における供給原料として使用される、リグノセルロース材料を含むペレット又は顆粒を製造するための方法であって、1つまたは複数のポリマー、モノマーまたはオリゴマーを含む液体調合物を乾燥空気ストリームまたは湿潤空気ストリームで輸送し、繊維に塗布し、繊維を固体製品に成形し、固体製品を細分化してペレットまたは顆粒を製造することとを含む方法。典型的には、繊維板製造プラントにおいて、導管が繊維を輸送する。 (もっと読む)
装置及び方法
装置は、プラスチックの圧縮鋳造の一服ための第一経路に沿って移動可能な成形手段;前記一服を前記成形手段へ移送するための複数の移送手段;各アームは前記第一経路の更なる部分とほぼ一致する部分を有する第二経路に沿って前記移送手段を動かすための対応する移送手段に関連する複数のアーム手段;からなる。  (もっと読む)
(もっと読む)
ペレットの移送装置と移送方法
プラスチック材装入物を、金型キャビティ(24)のある金型を持つ成形機に移送する装置。この移送装置は、軸(56)を中心として回転するハブ(66)、このハブから概ね半径方向に延びて、軸(56)を中心として、ハブ(66)とともに回転する少なくとも1つのアーム(70)、および、アーム(70)に動作可能に結合されて、ハブ(66)とアーム(70)が軸(56)を中心として回転するときに、軸(56)に関して、或る進路に沿ってアーム(70)を移動させるカム・システム(74)を含む。一実施形態では、アームの少なくとも一部は、この進路の一部の期間中、軸(56)に平行な平面に沿って移動する。  (もっと読む)
(もっと読む)
粉末金属または圧縮成形技術を用いる二次加工に好適な耐熱樹脂のブレンド
本発明は、少なくとも2つのドライブレンドされた非溶融加工性樹脂微粒子を含む樹脂ブレンドであって、該少なくとも2つのドライブレンドされた非溶融加工性樹脂微粒子は圧縮成形によって成形される樹脂ブレンドに関する。本発明はまた、少なくとも2つの非溶融加工性樹脂微粒子をドライブレンディングによって混合する工程と、該混合物を圧縮成形によって成形する工程とを含む樹脂ブレンドの製造方法にも関する。本発明の別の態様は、少なくとも2つのブレンドされた非溶融加工性ポリイミド樹脂微粒子を含む樹脂ブレンドであって、該少なくとも2つのブレンドされた非溶融加工性樹脂微粒子は圧縮成形によって成形される樹脂ブレンドである。 (もっと読む)
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
容器予備成形物の連続生成
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
81 - 99 / 99
[ Back to top ]