
Fターム[4F201BM07]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 材料の成形による製造 (303) | 圧縮成形 (99)
Fターム[4F201BM07]に分類される特許
21 - 40 / 99
プリフォームの製造装置及び製造方法
【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置

【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】離型フィルムの消費量を低減でき、且つ粉粒体状樹脂を仮成形する機構を簡略にして樹脂封止装置自体の簡略化と低コスト化が可能となる。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形された樹脂106を用いて被成形品を樹脂封止する樹脂封止装置100であって、粉粒体状樹脂102が載置される離型フィルム116と、粉粒体状樹脂102の離型フィルム側の載置面を加熱して粉粒体状樹脂102の温度を上昇させて軟化させるホットプレート128と、軟化した粉粒体状樹脂102の反離型フィルム側の開放面に当接してホットプレート128とで軟化した粉粒体状樹脂102を挟み込むことで仮成形を行うと共に、粉粒体状樹脂102の開放面の温度を下げる冷却板130と、を備えて、粉粒体状樹脂102を仮成形する。
(もっと読む)
プリフォームの圧縮成形金型、合成樹脂製ブロー成形容器の製造方法及びプリフォーム
【課題】ブロー成形時においてプリフォームの温度調整を軽減又は省略すること。
【解決手段】合成樹脂製ブロー成形容器を形成するための口部、胴部及び底部を有するプリフォームを圧縮成形するための空間を形成し、雌型と雄型とを備えたプリフォーム圧縮成形金型であって、プリフォームの口部上端部の肉厚を形成する空間幅、若しくは口部のカブラ下からネックリング上の肉厚を形成する空間幅に対し、プリフォームの胴部〜底部の少なくとも胴部の肉厚を形成する空間幅が1.18〜2.11倍とした。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 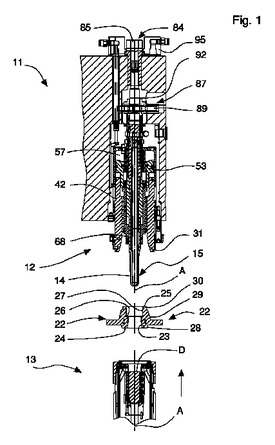 (もっと読む)
(もっと読む)
成型フィットシステム
この発明は、第1部品と第2部品とを成型してフィットさせる成型フィットシステム(100)に関係し、2本のガイドレール(102)と、ガイドレール(102)上を非回転移動するように搭載されているキャリッジ(108)と、一連の第1陥没部(120)と、キャリッジ(108)に搭載され、キャリッジ(108)の移動方向と直交する回転軸周囲で回転しながら移動できる機動ギヤ(214)と、第1位置と第2位置との間で可動に設けられている一連の第2陥没部(116)と、ガイドレール(102)と平行に移動してキャリッジ(108)の機動ギヤ(214)と歯合するように設計されているラック(208)と、キャリッジ(108)をラック(208)とガイドレール(102)とに交互にロックするように設計されているロック装置(106)と、ラックを移動させるように設計されている駆動装置(104)とを含んでいるものである。 (もっと読む)
無線制御による成形品の形成方法
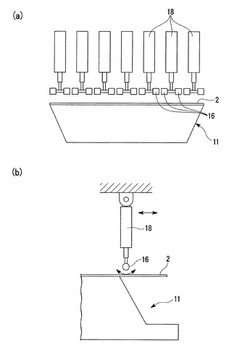
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
圧縮成形用樹脂、樹脂封止装置、及び樹脂封止方法
【課題】作業効率を低下させずに、圧縮成形工程において基板上に相互に離間して複数配置された半導体素子同士の間への圧縮成形用樹脂の流動などを最小限に低減することで、樹脂封止不良を低減する。
【解決手段】圧縮成形工程前において、被成形品(102、104)の凹凸(104A)に対応して凸凹形状(120A)が形成されている。又、基板102上に相互に離間して複数配置された半導体素子104を圧縮成形工程によって封止する際に用いる圧縮成形用樹脂100であって、前記圧縮成形工程前において、前記各半導体素子104の配置位置104Aに対応して複数の凹部120Aが形成されている。
(もっと読む)
プリフォームの製造装置および製造方法
【課題】プリフォームの賦形性を良好にでき、しかも生産性に優れるプリフォームの製造装置および製造方法を提供する。
【解決手段】本発明のプリフォームの製造装置1は、底面11および底面11に近づくにつれて開口面積が小さくなるように傾斜している側面12でキャビティ13が形成された雌型10と、型が閉じられたときに底面11に当接する上面21、および、型が閉じられたときに雌型10の側面12との間に間隔が生じるように対向する複数の側面22を有する雄型20とを具備する。
(もっと読む)
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
プリフォームの製造方法および製造装置
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
溶融樹脂供給装置
【課題】溶融樹脂を保持する保持ユニットに付着物が付着することを防止し、保持ユニットの清掃サイクルを短縮することができる溶融樹脂供給装置を提供する。
【解決手段】押出機から排出されてカッターによって切断された溶融樹脂を保持する開閉自在のホルダー22,23及び基部21を有する保持ユニット17を備えている。保持ユニット17は、ホルダー22,23を開放させて溶融樹脂を圧縮成形機の雌型に投下するようにした。基部21の内周面に上下方向に延びる複数の縦溝18を形成するようにした。
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 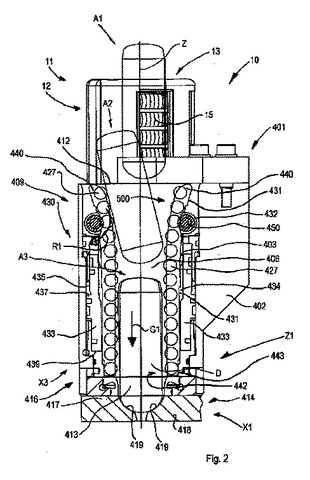 (もっと読む)
(もっと読む)
予備成形樹脂の製造方法および製造装置
【課題】フィルムの再利用を可能としてフィルムに要するコストの低減を図ると共に、精度のよい予備成形樹脂を効率よく生産する。
【解決手段】圧縮成形金型への投入に先立って、粉状樹脂30を所定の形状に予備成形する予備成形樹脂の製造方法であって、粉状樹脂30を包被するために所定の形状に切断された短冊フィルム22をトレイ10に固定するフィルム固定工程と、トレイ10に固定された短冊フィルム22上に粉状樹脂30を供給する樹脂供給工程と、短冊フィルム22上に供給された粉状樹脂30を包被する包被工程と、この包被された状態のままで短冊フィルム22を介して粉状樹脂30を所定の形状に予備成形する。
(もっと読む)
21 - 40 / 99
[ Back to top ]