
Fターム[4F201BM13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 予備成形品 (237) | 形状、構造 (151) | 積層構造 (53)
Fターム[4F201BM13]に分類される特許
21 - 40 / 53
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 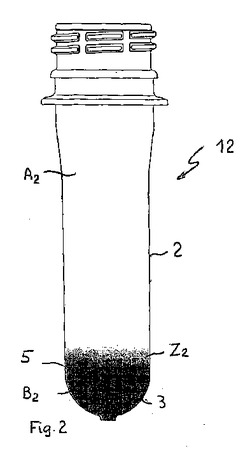 (もっと読む)
(もっと読む)
プリフォームの製造装置および製造方法
【課題】プリフォームの賦形性を良好にでき、しかも生産性に優れるプリフォームの製造装置および製造方法を提供する。
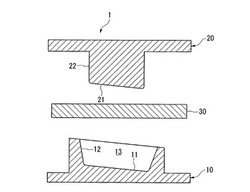
【解決手段】本発明のプリフォームの製造装置1は、底面11および底面11に近づくにつれて開口面積が小さくなるように傾斜している側面12でキャビティ13が形成された雌型10と、型が閉じられたときに底面11に当接する上面21、および、型が閉じられたときに雌型10の側面12との間に間隔が生じるように対向する複数の側面22を有する雄型20とを具備する。
(もっと読む)
複合合成樹脂素材供給装置

【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
補強用繊維アーマチャ及び当該補強用繊維アーマチャの製造方法
本発明は、複合材料又は部品の製造に利用可能な繊維アーマチャに関する。当該繊維アーマチャは、第1種類の合成材料からなる細かく裁断された繊維部分に基づく中心層であって、前記細かく裁断された繊維部分は、層を形成する前に、前記細かく裁断された繊維部分上に永続的な圧着を与える処理を受けた、中心層;及び前記中心層の対向する面上に設けられた外部層を有する。前記外部層は細かく裁断された化学繊維部分及び細かく裁断された補強用繊維部分を有し、前記細かく裁断された化学繊維部分は永続的な圧着を与える処理を以前に受け、前記細かく裁断された化学繊維部分の少なくとも一部は該部分の全長の一部にわたって前記中心層へ入り込み、前記細かく裁断された化学繊維部分は少なくとも第1細かく裁断された化学繊維部分を有し、該第1細かく裁断された化学繊維部分は、前記の中心層の細かく裁断された繊維部分の融点以下の融点を有する熱可塑性材料の表面層を少なくとも1層有し、前記の外部層の第1細かく裁断された化学繊維部分は少なくとも部分的には互いに接合し、かつ当該繊維アーマチャの他の細かく裁断された繊維部分とも接合する。
 (もっと読む)
(もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸された部分44に対しては、成形型4の所定量の型開き動作終了後に、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸された部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
不織布付き樹脂シート、不織布付き樹脂シートの製造方法、不織布付き樹脂シートを用いた成形品の成形方法
【課題】加熱・加圧成形における加熱によっても不織布の品質が損なわれることがなく、不織布の品質を保ったまま樹脂シート本体軟化させることができ、しかも、ヒーターに張り付いてしまうことがない不織布付き樹脂シート、不織布付き樹脂シートの製造方法、及び、不織布付き樹脂シートを用いた成形品の成形方法を提供する。
【解決手段】不織布付き樹脂シート1には、樹脂シート本体2の基材となるPP樹脂の融点温度より融点温度が高いPET樹脂によって構成されたシート状の不織布3が樹脂シート本体2の一方の面の略全面に貼設されている。
(もっと読む)
プリプレグおよび銅張積層板
【課題】 耐熱性が高く、紫外光領域、並びに、可視光領域において、光反射率が高く、また、加熱処理や光照射処理による光反射率の低下が少ない、LED実装用プリント配線板に用いるプリプレグ並びに銅張積層板を提供する。
【解決手段】 ビスフェノールAノボラック型エポキシ樹脂(A)、脂環式エポキシ樹脂(B)、二酸化チタン(C)を含有する樹脂組成物と基材からなるプリプレグおよびそれを用いた銅張積層板。
(もっと読む)
樹脂一体成形体及びその製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
ラベル付きプリフォーム、ラベル付き容器及びラベル装備付き圧縮成形機
【課題】PETボトルのキャップを外すことなく、プリフォームの金型番号などを識別すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内周部にラベル7を配設し、ラベル7を溶融樹脂とともに圧縮成形することによってプリフォームの外側底部にラベル7を装着する。ラベル7にはプリフォームを形成した金型の番号などを付して、識別できるようにした。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
パール調外観を有するプラスチック容器及びその製造方法
【課題】 着色成分を使用せず、発泡セルの分布によりパール調外観が付与されており、商品価値が高く、しかもリサイクル適性にも優れたプラスチック容器を提供する。
【解決手段】 最大延伸方向に沿った容器壁10の断面でみて、平均長径が 400μm以下で且つ平均アスペクト比(L/t)が6以上の偏平形状を有する発泡セル1が、該延伸方向を指向し且つ厚み方向に重なり合うように、容器壁10中に分布していることを特徴とする。
(もっと読む)
プラスチック発泡複合体の製造方法
発泡体は断熱性に優れるが、吸湿して断熱性が低下し強度がない。そのため、吸湿しない断熱材で、強度のある断熱材が求められている。 本発明によれば、プラスチックの粉末又は細粒と、架橋発泡するポリオレフィン粒状体を金型に入れ、回転しながら加熱すると表皮のある発泡複合体が一工程でできる。この複合体は吸湿することなく強度があり、断熱材として優れている。 又、架橋発泡するポリオレフィン粒状体の表面に発泡しないか、わずかに発泡する材料を被覆して成形すると、好ましくは、コアに5乃至50mmの発泡体の粒状体に厚さ0.05乃至0.5mmの補強体を被覆したコアになり、軽量で強度があり、衝撃で変形はするが壊れないで木と同等の強度のある成形体ができる。  (もっと読む)
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
プリフォームの製造方法、プリフォーム、及び壜体
【課題】着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体の提供。
【解決手段】少なくとも3ケの層形成流路を有する多重ノズル部11より金型内に射出するプリフォームの射出成形方法であり、少なくとも1つの供給部から所定時間、所定の圧力若しくは速度でプリフォームを形成する主材料となる主材樹脂を内流路15および外流路17に供給し、同時に他の供給部から着色樹脂を所定の圧力若しくは速度で中流路16に供給し、着色樹脂の供給の開始時間、終了時間、圧力若しくは速度プロファイルを含めた射出パターンを調整し、中間層の上流部分、あるいは下流部分でこの中間層の層厚を、それぞれ上流方向、あるいは下流方向に向かって徐々に減少せしめ、中間層の層厚に係るグラデーション領域を形成する。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、着色樹脂からなる着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供する。
【解決手段】 2軸延伸ブロー成形用のプリフォーム成形方法において、
底部の中央に対向位置するゲートを介して金型キャビティ内に着色樹脂をショートショット状態に1次射出し、この1次射出の終了時点から所定の待機時間後、逐次的にプリフォームを形成する主材料となる主材樹脂を2次射出し、前記待機時間の調整により、2次射出により主材樹脂を、ショートショット状態で金型キャビティ内に位置する着色樹脂の中央部を突き抜くように流動させ、プリフォームの内周面近傍と外周面近傍に2重円筒状に着色樹脂からなる着色層を形成すると共に、この着色層の層厚がプリフォーム上方向に向かって徐々に減少するグラデーション領域を形成する。
(もっと読む)
21 - 40 / 53
[ Back to top ]