
Fターム[4F202AA11]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリプロピレン系 (214)
Fターム[4F202AA11]に分類される特許
201 - 214 / 214
樹脂成形品の成形方法及び成形金型

【課題】樹脂成形品の成形方法及び成形金型であって、補強リブを配設することなく、簡単かつ廉価に変形を防止できる樹脂成形品の成形方法及び成形金型を提供する。
【解決手段】可動側金型30と固定側金型40とからなる成形金型20の固定側金型40にアンギュラスライド機構部50,60を設け、樹脂成形品10の矯正対象部位13aにアンギュラスライド機構部50,60を配置し、成形後、このアンギュラスライド機構部50,60により樹脂成形品10の矯正対象部位13aに変形方向と反対方向の応力を加えて成形金型20内で矯正工程を付加することで、簡単かつ廉価に変形対策を講じる。
(もっと読む)
プラスチック強化複合材料造形製品を製造する装置及びプロセス
3次元造形製品を成形するためのプロセスにおいて、中間品形体を変形させるために力が加えられている間に、中間品形体が予め定められた限界内を自由に移動できるような形で、変形中に中間品形体を変位可能な形で挟持しながら、当初互いとの関係において移動可能である複数の熱可塑性長尺部材を含む中間品形体(10)を変形させる工程;及び任意的に、長尺部材の予め定められた配向を有する3次元製品を成形するために中間品形体の熱可塑性長尺部材を少なくとも部分的に圧密する工程を含むプロセス。3次元造形製品を成形するためのプレス(32)を含む装置も同様に開示されている。  (もっと読む)
(もっと読む)
プラスチック成形品

【課題】プラスチック成形品を提供する。
【解決手段】本発明は、その表面が粒の山と粒の谷とを含む粒状模様を有する、ポリプロピレンからなるプラスチック成形品に関する。表面につや消しの外観を有する表面の書き込み感度を減少させるために、本発明によれば、粒の谷がつや消しの表面を有し、粒の山の頂が光沢のある表面を有することが提案される。本発明はまた、プラスチック成形品を製造する方法に関する。
(もっと読む)
プラスチック製品の製造装置および製造方法
少なくとも1つのランナチャンネル(14B)が終端する少なくとも1つのモールドキャビティ(11)が設けられる金型(2)を備え、さらに、所定量の少なくとも部分的に可塑化されたプラスチックを、前記ランナチャンネルに動作的に供給するプレス装置(18)が設けられ、前記プレス装置(18)と前記少なくとも1つの金型(11)との間には、前記プレス装置(18)から供給される可塑化プラスチック(24)を一時的に蓄える少なくとも1つのバッファチャンバ(13)が設けられ、可塑化プラスチック(24)を、前記少なくとも1つのバッファチャンバ(13)から少なくとも1つのモールドキャビティ(11)内に圧入する少なくとも1つの移動体部材(21)が設けられることを特徴とするプラスチック製品の製造装置。  (もっと読む)
(もっと読む)
プレス成形型及びプレス成形による部品製造方法
本発明は、2個の型片(11,12)及び挟持枠要素を用いて製造する成形型によって、少なくとも1個の第1材料層(1)及び第2材料層(2)から部品を製造するプレス成形型に関し、成形型は部品の形状を決定し、第1及び第2型片を合わせることにより、第1材料層(1)及び第2材料層(2)の形成、並びに両方の材料層の接合をもたらし、また挟持枠要素は、第1(21)、第2(22)及び第3(23)挟持枠要素を含み、切断装置(100)は第1及び第2型片の間に延在する第2層の突出部を切断するために、第3挟持枠要素上に配置され、本発明はまた部品の製造方法に関する。  (もっと読む)
(もっと読む)
車両用内装材の成形装置
【課題】 本発明の目的は、表皮材と基材と発泡体からなる成形品の成形装置において、簡単な構成で、基材と金型との間に発泡原料が回りこむのを防止することが可能な車両用内装材の成形装置を提供する。
【解決手段】 対向する2つの金型10,20の間に、基材3と、発泡体4となる溶融樹脂Jを供給し、基材3の表面に発泡体4が一体に接合された成形品1を成形する成形装置Sにおいて、基材3が配設される側の金型20には、基材3へ向けて突出するシール部材30が設けられ、シール部材30は基材3の周縁部に沿って配設され、シール部材30は、基材3に向けて先細り形状に形成されている。
(もっと読む)
容器およびその成形方法
【課題】透明性に優れ、優れたイージーピール性と安定した十分なイージーピール強度を有する易開封性の容器およびその成形方法を提供する。
【解決手段】 熱可塑性樹脂シートを加熱した後、金属金型により賦形・冷却する容器の成形方法において、凝集破壊タイプのイージーピール材から構成されたイージーピール層を一方の表面層として有する総厚さ150〜1000μmの熱可塑性樹脂シートを用い、該熱可塑性樹脂シートを加熱した後該イージーピール層の表面側に、表面粗さの指標で最大高さ(Rz)(JIS B 0601)が0.8μm以下の表面を有する金属金型に接触させて賦形・冷却することにより成形する容器の成形方法。
(もっと読む)
光学的ディスプレイを提供するための眼科レンズの製造方法
本発明は、小型スクリーンによる光ビーム発生システムによって提供されるマルチメディア情報等を観察するのに使用される視覚矯正レンズの製造方法に係る。
【課題】
従来の光ビーム発生システムによって提供されるマルチメディア情報等を観察できるレンズは、その構造上の制約からレンズの厚さが大きくなり、また視覚矯正用のレンズと情報観察用のレンズの共存が困難であった。
【解決手段】
光ビーム発生システムによって発射された光ビームは、視覚矯正用のレンズの内部に完全に含まれる離隔光学挿入体の中で、複数回反射されてから装着者の眼に到達する。
従って、当該光ビームを伝播し整形する機能が上記光学挿入体によって実現される一方、視覚を矯正する機能は視覚矯正レンズの前面あるいは後面の光学的処理によって実現される、レンズの厚さが薄くしかも情報内容の観察が可能な視覚矯正レンズを製造する方法を提供する。
(もっと読む)
医療用シリンジのプランジャを製造する方法および器具、それによって獲得されるプランジャ、ならびに医療用シリンジ
医療用シリンジのプランジャを製造する方法で、このようなプランジャ(3)は少なくとも2つの部品、すなわちプラスチック製の長手方向のプランジャ本体(4)と、プランジャ本体(4)の前端に設けられ、プランジャ本体(4)のプラスチックより軟質のプラスチックで構成されたピストン本体(5)と、で構成される方法であって、このようなプランジャ(3)、または少なくともその部品(36)が、最初にピストン本体(5)を、次にプランジャ本体(4)、または少なくともこのプランジャ本体(4)の部品(37)を射出成形によって製造することによって形成され、プランジャ本体(4)、またはその上記部品(37)が、ピストン本体(5)に対して射出されることを特徴とする方法である。  (もっと読む)
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 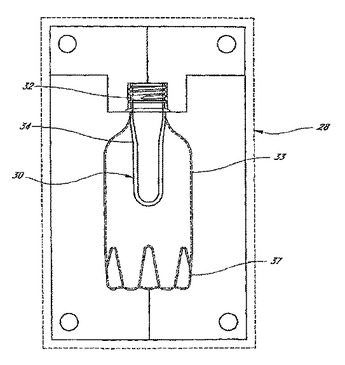 (もっと読む)
(もっと読む)
プラスチック製品のブロー成形装置
プラスチック材料のボトルのブロー成形用装置は回転ターンテーブルを含み、その円周外側上に金型(4)をもたらす。各金型(4)は3つの成形形状(5、6、7)を有し、パリソン(12)が供給されないかもしれない形状をブローしないようにパリソンのブロー操作の始めから終わりまで別々にコントロールすることができる。  (もっと読む)
(もっと読む)
マイクロニードルアレイの成形方法
マイクロニードル形態のネガ像を特徴とするネガ型インサート(44)を提供することを含む、成形可能なマイクロニードルアレイ(54)の製造方法を記載するが、ここで、マイクロニードルの少なくとも1つのネガ像は、約2:1〜約5:1のアスペクト比を特徴とする。ネガ型インサート(44)を使用して、ネガ型キャビティ(42)の構造化表面を画成する。加熱されたネガ型キャビティの中に溶融プラスチック材料を射出する。その後、溶融プラスチック材料を冷却して金型インサートから取り外し、成形されたマイクロニードルアレイ(54)を提供する。本発明のマイクロニードルアレイの一使用法は、薬剤又は他の物質を送達するため、および/又は、皮膚を通して血液又は組織を抽出するために皮膚を貫通することを含む。  (もっと読む)
(もっと読む)
転写性に優れた樹脂組成物を用いたマイクロ部品
通常の射出成形の温度及び圧力以下でスタンパの微細加工又は、金型形状を精密に転写することができる樹脂組成物及び該組成物を用いたマイクロ部品の提供を目的とする。ポリプロピレン系樹脂と一般式X−Yで表記されるブロックコポリマーの水素添加誘導体とを含有していることを特徴とする。 ここで、ポリマーブロックXは、ポリプロピレン系樹脂に相溶しないポリマーブロックであり、ポリマーブロックYは、共役ジエンのエラストマー性ポリマーブロックである。 (もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
201 - 214 / 214
[ Back to top ]