
Fターム[4F202AA11]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリプロピレン系 (214)
Fターム[4F202AA11]に分類される特許
41 - 60 / 214
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
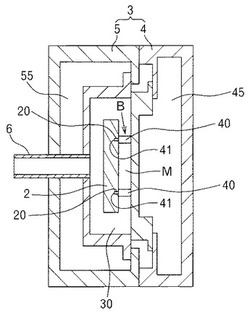
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
樹脂成形品、樹脂成形品の成形方法および成形用金型

【課題】材着用と塗装用の樹脂成形品の成形用金型を共通させ、無塗装の場合でも樹脂成形品の耐傷付き性が低下せず、塗装した場合でも樹脂成形品の外観品質が低下しないようにすることを目的とする。
【解決手段】本発明は、表面にシボが成形された樹脂成形品であって、前記シボの深さを3μm以上5μm以下とし、前記シボのピッチを550μm以上750μm以下とし、前記シボのシボ表面の60°グロスを28以上35以下としたことを特徴とする。
(もっと読む)
成形装置
【課題】外周不要部分を成形装置から払い出すことが可能な成形装置を提供する
【解決手段】水平方向に相対移動可能とされ、基材70をプレス成形可能な一対の型2と、基材70の側部にアンダーカット部72Aを成形可能なスライド型5と、を備え、基材70のうち、一対の型2及びスライド型5を型閉じすることによって形成される成形空間Sから外部にはみ出た外周不要部分71を切断することで成形品60が成形される成形装置1であって、外周不要部分71のうち成形空間Sから下方にはみ出た下部不要部分73を切断する下部切断刃16と、外周不要部分71のうち下部不要部分73と連なって成形空間Sから側方にはみ出た側部不要部分72を切断する切断刃15と、下部不要部分73を一対の型2から離脱させることで、下部不要部分73及び側部不要部分72の双方を一括して下方に払い出す払い出し装置30と、を備えていることを特徴とする。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 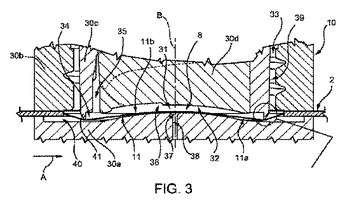 (もっと読む)
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
パネルの成形方法
【課題】
熱可塑性樹脂のブロー成形によって形成されるリーンフォース材付きパネルの磁石式成形方法の課題は磁石の抜け跡が離型後のパネル面に穴となって残るし、磁石面に垂直な方向はしっかり位置決めがなされるが、それ以外の方向(上下、左右)は位置決めの基準がないためリーンフォース材のインサート位置のバラツキが大きくならざるを得ないという点である。
【解決手段】
成形用分割金型のキャビティー面から摺動自在に突出させた複数のスライド部材によって該分割金型内の該キャビティー面から離れた位置にリーンフォース材の独立した3方向の並進自由度を全て位置決めして該リーンフォース材を保持した後、該分割金型内にパリソンを垂下させて型締めし、該パリソン内に圧縮空気を吹込むと同時、或いはそれ以降のタイミングで該複数のスライド部材を各々該キャビティー面まで後退させることにより前記課題を解決した。
(もっと読む)
樹脂成形品
【課題】 射出成形により製造される樹脂歯車や樹脂プーリーなどの樹脂成形品において、成形品外周部の精度が高い樹脂成形品を提供する。
【解決手段】 樹脂の射出成形により一体に成形され、円環状の外周部11と回転軸となる軸部13とがウェブ14によって連結された樹脂成形品において、ウェブ14には、複数のゲート痕16,16が軸部を囲むように円状に配置され、
ウェブ14のゲート痕16よりも外周側には、円周方向に沿ってリブ15が立設され、
リブ15は、ゲート痕に対応する周方向位置(AG位置)におけるリブ高さが、ゲート痕とゲート痕の間に対応する周方向位置(AI位置)におけるリブ高さよりも高く形成されている。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
容器
【課題】
解決しようとする課題は、従来の熱可塑性樹脂のブロー成形により形成される容器に高温の液体を満たすと、高温によって樹脂は軟化する上にブロー成形により形成される成形物の宿命ともいうべきピンチオフ部分の融着部位の強度的な弱点が露呈して、液体の自重による内圧力によりピンチオフ部分の裂けた箇所から高温の液体が噴き出すという極めて危険な事故を完全には防ぐことができないという点である。
【解決手段】
容器の成形用金型のパーティングラインに沿って少なくとも該容器の設置状態における側方および下方に該パーティングラインの全長の4分の3以上の長さを持つフランジを有し、且つ該容器の設置状態における水平面にほぼ平行で該フランジ3との干渉によって部分的に途切れる箇所を除き該容器の周囲の2分の1以上の範囲に複数の溝状凹部を設けることにより前記課題を解決した。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 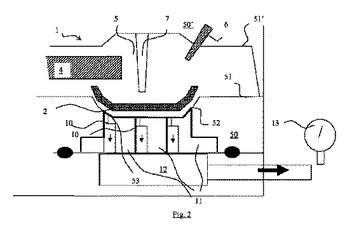 (もっと読む)
(もっと読む)
型内塗装品形成金型
【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
41 - 60 / 214
[ Back to top ]