
Fターム[4F202AA11]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリプロピレン系 (214)
Fターム[4F202AA11]に分類される特許
101 - 120 / 214
射出成型用金型

【課題】簡単な構造でヒケやボイドの発生を顕著に抑えた製品の成形が可能な射出成型用金型とする。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。固定側型板と可動側型板間のパーティング部に複雑な圧縮機構を要しない。
(もっと読む)
発泡樹脂成形品、発泡樹脂成形品の製造方法およびこの製造方法に用いる成形金型

【課題】成形品本体部の縁部から裏面側に向かってリブ状に突出する突出部を有する発泡樹脂成形品において、成形品本体部と突出部とによって形成される出隅部にあたる部分の外観および成形後の寸法精度に優れている発泡樹脂成形品、発泡樹脂成形品の製造方法およびこの製造方法に用いる成形金型を提供することを目的としている。
【解決手段】板状体からなる本体部と、この本体部の縁部から裏面側に向かってリブ状に突出する突出部を有する発泡樹脂成形品であって、前記本体部と前記突出部とから形成される入隅部に沿って、凸条形状の駄肉部を形成するようにした。
(もっと読む)
眼科用器具製造のための金型
目の中または上で用いる少なくとも一つの眼科用器具製造用の金型組立品が開示される。金型組立品は、結合可能な一対の金型部品を含み、金型部品の少なくとも一つが、少なくとも、酸素吸収性金型材料と、(i)ポリマー主鎖とそのポリマー主鎖に共有結合した1以上の置換または非置換環式オレフィン基を含む酸素捕捉性ポリマーおよび(ii)酸素捕捉触媒量の遷移金属触媒を含有する酸素捕捉組成物とを含む。 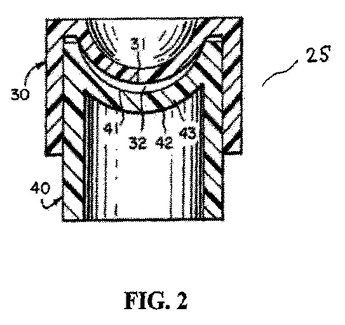 (もっと読む)
(もっと読む)
発泡樹脂成形品部材の製造方法
【課題】発泡樹脂成形品を相手部材に取り付ける際に取付時の加圧によって取付部が成形品本体部に没入すること及び発泡樹脂成形品の軽量化が損なわれることを回避する。
【解決手段】溶融状態の発泡性樹脂を成形型内に充填することにより、発泡セルが成長した成形品本体部Xaと、成形品本体部Xaの周縁部及び/又は成形品本体部Xaに形成された開口80の周縁部から突出し、発泡セルの成長が抑制された取付部Xbとを含む発泡樹脂成形品Xを成形する。発泡樹脂成形品Xの取付部Xbを相手部材Yに加圧することにより、発泡樹脂成形品Xを取付部Xbを介して相手部材Yに取り付ける。この結果、加圧の反力が、成形品本体部Xaよりも樹脂密度が高く、強度が大きいスキン層Xcで受け止められ、加圧の反力に抗して取付部Xbがスキン層Xcで支えられることとなる。
(もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型
【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 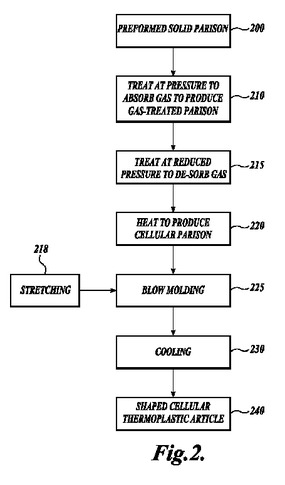 (もっと読む)
(もっと読む)
インモールド成形方法
【課題】 トリミングラインのずれ、腐蝕、剥離等の問題を生じることなく、部分的なフィルムインサート成形による材質感や色調の切り替えを可能とするとともに、相互に接着性が乏しい2種以上の樹脂材料を使用した二色成形を可能とし、要求される機能および製品コストに応じた多種多様な材料選択を可能とするインモールド成形方法を提供する。
【解決手段】 スライド型(23、24)を備え、該スライド型の位置に応じて一次成形部(21a、22a)および該一次成形部に隣接した二次成形部(22b、23b)を画成可能な金型(21、22)を使用し、前記一次成形部に予備成形したフィルム(10)をインサートした状態で第1の樹脂材料を射出し第1部分(11)を成形した後、前記第1部分の前記フィルム表面の一部を接合面(10a)として含む二次成形部(22b、23bおよび23a、24a)に第2の樹脂材料を射出することによって、前記第1部分と前記接合面を介して接合された第2部分(12a、12)を成形する。
(もっと読む)
二重射出によるクラッシュパッド製造時の材料混合防止方法及びそのシステム
【課題】2種材質の樹脂を同時に射出してクラッシュパッドを製造する過程で、1種の樹脂が充填される領域内に他種の樹脂が浸透することを効果的に防止する材料混合防止方法及びそのシステムを提供する。
【解決手段】本発明は、二重射出(Two_shot molding)工法によって、軟性の高い第2材料でPABドア領域20部分を、剛性の高い第1材料で前記PABドア領域20以外の部分を一体的に射出成形してクラッシュパッド10を製造する過程における材料間の混合を防止する方法であって、前記PABドア領域20の外部において、前記第1材料と第2材料の混合現象を引き起こす部分のクラッシュパッド10の厚さを薄くする流れ遅延ダム55を射出金型50上に形成することにより、第1材料の流れを遅延させ、第1材料と第2材料の固化を促進させることを特徴とする。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
焦点板製造用型、焦点板、およびそれらの製造方法、ならびに撮像装置
【課題】ランダム形状のマイクロレンズアレイを有する焦点板およびその製造に使用可能な焦点板製造用型、ならびにその焦点板を用いた撮像装置を提供する。
【解決手段】型基板の上に、複数のマイクロレンズ形状の凹凸を有する無機レジスト膜が形成されている焦点板製造用型を用いて、透光性基板の上に、その焦点板製造用型の凹凸が転写された透光性樹脂層を有する焦点板を製造し、その焦点板を撮像装置に用いる。または、透光性基板の上に、複数のマイクロレンズを有する無機レジスト膜が形成されている焦点板を撮像装置に用いる。
(もっと読む)
表皮材、その製造方法及び自動車内装用表皮材
【課題】板厚が均一であり、外観を損なわずに、しっとり感やスムース感などの触感を向上させ得る表皮材、その製造方法、及びそれを用いた自動車内装用表皮材を提供すること。
【解決手段】表皮材は、基材と、基材より表面側に配設される高分子材料含有層を有し、高分子材料含有層の表面に深さが30〜130μmである微小な凹部を有し、高分子材料含有層の表面の全投影面積基準で、凹部の投影面積の割合が5〜20%である。
表皮材の第1の製造方法は、シリコン系離型剤などが塗装された表皮材表面側形成用金型に、微粒子パウダーと分散剤とを含有する混合物を塗装し、次いで、高分子材料含有層形成用原料を塗装し、更に、表皮材裏面側形成用金型と表皮材表面側形成用金型とにより型閉じして、密閉空間を形成し、しかる後、密閉空間内に基材形成用原料を射出し、反応させ、型開きする。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、島構造の中接部等、余剰ガスが残留し易い形状部についても完全に抜気することで、発泡樹脂成形品における外観不良を回避する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、島構造の中接部11等、余剰ガスが残留し易い形状部Aの金型エリアに設定される中接部専用バキューム機構60から抜気することで、発泡反応時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
二色成形品の成形方法。
【課題】薄膜状蓋を有する筒状体の第二樹脂成形部が第一樹脂成形部中に形成されている二色成形品を低コストで、かつ簡便な方法で成形することができる二色成形品の成形方法を提供する。
【解決手段】スライドコア1を挿入した初期形状のキャビティ4内には第二樹脂成形部51の筒状体の薄膜状蓋を形成する空隙部43が形成されており、第二樹脂3より流動性が小さい第一樹脂2を初期形状のキャビティ4内に射出し、これにより前記空隙部43を除いた初期形状のキャビティ4で形成される第一樹脂成形空間42に第一樹脂2を充填させて第一樹脂成形部41を成形し、次いで第二樹脂3を新たなキャビティ5内に射出し、これにより前記空隙部43および新たなキャビティ5で形成される第二樹脂成形空間52に第二樹脂3を充填させて第二樹脂成形部51を成形する。
(もっと読む)
アタッチ部材及びその製造方法
【課題】 従来のアタッチ部材は自由性がなく、そのため、複数種の製品を製造して取り揃える必要性があり、また、巻き付け等にはそぐわないもので、ファイバーにゴム素材を用いると硬質なポリプロピレンで作成される止着要素との強固な結合ができず、しかも非常に劣化し易いものであったという点である。
【解決手段】 アタッチ部材は少なくとも一端に硬質な止着要素を備えた長尺部材を有し、その長尺部材をエラストマーによって成形してあることとし、アタッチ部材の製造方法は押し出し成形したエラストマー製の長尺部材を硬質な止着要素にインサートすることとし、予めエラストマーによって長尺部材を射出成形し、適宜寸法にカットされた長尺部材の端部に硬質の止着要素をアウトサートすることとする。
(もっと読む)
樹脂成形品
【課題】本体部にヒンジ部を介して取付部が一体に成形された樹脂成形品において、ヒンジ部を中心として取付部を成形位置から取付位置まで回動した状態で、取付部を本体部に保持した場合でも、本体部の変形を抑制することが可能な樹脂成形品を提供する。
【解決手段】サイドマッドガード12は、本体部13と、該本体部13を車両に取り付けるための取付部17と、これらを連結するヒンジ部16とを一体に成形してなる。取付部17は、ヒンジ部16を中心として、成形された際の位置態様である成形位置と本体部13を車両に取り付ける際の位置態様である取付位置との間で回動可能になっている。本体部13には、取付部17が取付位置にある場合に、取付部17の係合部19と係合して該取付部17を取付位置に保持する保持部14が設けられている。保持部14は、少なくとも基端部が本体部13における保持部14以外の部位よりも肉厚が厚くなっている。
(もっと読む)
中空成形体およびその解体方法
【課題】一次射出で半割り成形されたレンズ部2とハウジング5との突合せ部に樹脂材6を二次射出してランプ1を形成するにあたり、ハウジング5を樹脂材6から簡単に解体できるようにする。
【解決手段】樹脂材6とハウジング5とは互いに接着しない材質が選択され、樹脂材6とハウジング5とは抜け出るのを規制するアンダーカットによる接触面7で接触していると共に、ハウジング5には、端子を取付ける貫通孔5bに隙間Sを有したものとして、使用済みとなったランプ1を、該隙間Sから圧縮空気を供給してハウジング5を樹脂材6から無理抜きして解体するようにする。
(もっと読む)
自動車用ドアトリム
【課題】 軽量性、剛性、断熱性、外観に優れ、かつ側突から乗員を保護する衝突エネルギー吸収性を有し、安価に製造でき、リサイクル性に優れた自動車ドアトリムを提供すること。
【解決手段】 自動車の側壁部ドア内側に装着されるドアトリムにおいて、該ドアトリムが熱可塑性樹脂の射出発泡成形体であり、発泡層と該発泡層の表面に形成される非発泡層からなる基材と、該基材の内側に一体成形された側突緩衝材とから構成されることを特徴とする自動車用ドアトリム。
(もっと読む)
射出発泡成形用金型および製造方法
【課題】 平面部と立面部を有する成形体の製造において、薄肉射出充填が可能で高発泡倍率で軽量性に優れ、かつ外観に優れた発泡成形体を容易に得られる金型および製造方法を提供すること。
【解決手段】 固定型3と前進および後退可能な可動型2とから構成され、内部に発泡樹脂原料を射出した後可動型2を型開き方向に段階的に移動させて発泡成形体を製造するために用いられる金型であって、型開き方向と垂直な平面部と型開き方向に平行な立面部を有する成形体を製造するための金型において、前記立面部の初期キャビティクリアランスt0bが前記平面部の初期キャビティクリアランスt0aに対して1.2倍以上2.5倍以下とし、かつ前記平面部と立面部とが交差するコーナー外周部の形状を円弧形状とする。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】シルバーストリークと呼ばれる外観不良が改良され、かつ型に倣った所望の形状の成形品が得られる熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂発泡成形体の製造方法は、(1)一対の金型間に形成されるキャビティ内の圧力を、大気圧を越えるまで昇圧する工程と、(2)発泡剤を含有させた溶融状熱可塑性樹脂を昇圧されたキャビティ内に供給開始し、溶融状熱可塑性樹脂の供給開始時にまたは供給中にキャビティ内の圧力の減圧を開始し、キャビティ内の圧力を、大気圧を下回るまで減圧した後に溶融状熱可塑性樹脂のキャビティ内への供給を完了する工程と、(3)減圧された状態において一方の金型を移動して前記キャビティの容積を拡大する工程と、を備える。
(もっと読む)
地中管路形成筒材
【課題】 土圧に対する耐圧変形強度を備え、短縮状態に変化でき、地形に合わせた曲げ配管もできる筒体でありながら、筒内へのケーブル挿通時には、筒壁がケーブルとの摩擦で摩耗し破損することが生じにくい構造とした地中管路形成筒材の提供。
【解決手段】 筒壁1の全体または一部に形成した不等辺三角形状の筒壁1部分が、山頂部分2に続く左右の傾斜壁3,4が長短不等長に形成され、一方の長尺側傾斜壁3の谷部分5側の肉厚Tが他方の短尺側傾斜壁4の谷部分5側の肉厚tに比して厚肉に形成され、これらの長尺側傾斜壁3と短尺側傾斜壁4とが、断面視V字形に開いた離隔姿勢と、短尺側傾斜壁4が屈折自在としたヒンジ部6を介して長尺側傾斜壁3の上に折り重なった重畳姿勢とに変形可能に形成され、該ヒンジ部6が、管軸方向において、長尺側傾斜壁3における最小径部pの位置よりも短尺側傾斜壁4の方向に変位して形成した構成としたもの。
(もっと読む)
101 - 120 / 214
[ Back to top ]