
Fターム[4F202AA11]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | ポリプロピレン系 (214)
Fターム[4F202AA11]に分類される特許
81 - 100 / 214
射出発泡体の製造方法
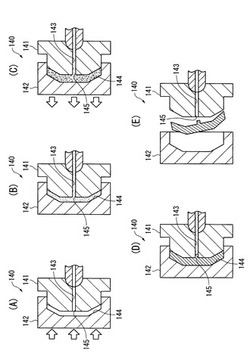
【課題】簡単な構成で外観不良を防止できる射出発泡体の製造方法を提供する。
【解決手段】樹脂と発泡材料と溶融混練した混合物を、金型のランナの断面積の20%以上250%以下の断面積に設計したサイドゲート145を介して、型締した金型のキャビティ144内に充填し、コアバックにより発泡させる。ゲートの位置の融通性があるサイドケートによりゲートマークが外観に現れず、ランナ143からゲートを介してキャビティに円滑に注入する状態となり、気泡によるスワールマークやあばたなどの発生を防止できる。サイドゲートの形状を所定の形状に設定する簡単な構成で、発生する気泡による痕跡が残らないように金型を加熱する必要もなく、外観が良好な射出発泡体を提供できる。
(もっと読む)
プラスチックレンズ、成形金型およびプラスチックレンズの製造方法

【課題】製造時に発生する気泡の混入による外観上の不良が低減したプラスチックレンズを提供する。
【解決手段】成形金型に接続されたゲート部を介して、成形金型の内部に樹脂を注入することによって形成されるプラスチックレンズ1は、光学面を有する有効径部2と、有効径部2の外周に沿ってリング状に形成された非有効径部3とを備えている。非有効径部3における、光軸を挟んでゲート部の反対側の位置には、光軸に対して傾斜した傾斜部4が形成されている。これにより、傾斜部4の形成された非有効径部3に気泡7が存在する場合であっても、プラスチックレンズ1を傾斜部4の形成された側から見たとき、気泡7は視認され難い。
(もっと読む)
超疎水性ポリマー加工物
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、前記縦壁部近傍の樹脂部を他の樹脂部に比して高温に設定した状態で、可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型を、縦壁部を有する第1可動型部32と、これに隣接する第2可動型部36とでなる分割構造とし、第1可動型部のコアバック量率を前記第2可動型部のコアバック量率に比して小さく設定した、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型のコアバックにより前記縦壁部近傍の樹脂部が反縦壁部側に引き込まれることを抑制する抑制手段12,12pを講じた状態で、前記可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】樹脂成形品の成形方法及び成形装置において、樹脂成形品の開口部や切欠き部が所望の大きさよりも大きくなることを抑制する。
【解決手段】成形型4のキャビティ27の第1及び第2キャビティ部27a,27b内に溶融発泡性樹脂70を供給し、可動型22の第1及び第2可動部22a,22bを固定型21とは反対側に移動させることにより、成形型4をコアバックさせ、可動型22のうち第1可動部22aのみを固定型21側に移動させることにより、第1キャビティ部27a内に供給された溶融発泡性樹脂70aを加圧して固定型21側の端部に底壁部50bが形成された開口部51を形成する。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型を、縦壁部を有する第1可動型部32と、これに隣接する第2可動型部36とでなる分割構造とし、第1可動型部を第2可動型部よりも先にコアバックを開始させる、ことを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】樹脂中に窒素や二酸化炭素等の物理発泡剤、又は炭化水素ナトリウム等の化学発泡剤を含ませて、成形時に発泡剤を気化された樹脂成形品の成形方法及び成形装置において、樹脂成形品の開口部や切欠き部が所望の大きさよりも大きくなることを抑制する。
【解決手段】成形型4のコアバック中に、成形型4のキャビティ27内に供給された溶融発泡性樹脂70からなる溶融発泡性樹脂体70a内に、第2樹脂供給口35aより溶融発泡性樹脂70bを追加供給する。
(もっと読む)
特に自動車のための表装部品とその製造プロセス
粗面を有する車両用内装部品の製造方法に関し、滑らかな又は予め粗面とされたフィルムが、表面構造を有する型内に設置され、事後に硬化する発泡される支持材料を導入してフィルムインサート成形を施される。 (もっと読む)
中空成形品の製造方法、自動車用デッキボードの製造方法及び中空成形品
【課題】表面の一部に周囲から高くされた緩衝材を設けた中空成形品の製造を容易にし、該中空成形品の緩衝材を捲れ難くすることを課題とする。
【解決手段】キャビティCA1を形成する型開き可能な成形型110のキャビティ面121,131の一部に、圧縮から弾性により回復可能な緩衝材20を配置し、閉じた前記成形型110のキャビティ面121,131に対して中空状に膨張させた樹脂成形材料PA1を押し付けて該樹脂成形材料PA1に前記緩衝材20を圧着させ、前記成形型110を開いて圧縮状態の前記緩衝材20を弾性により回復させることにより、前記緩衝材20の周囲から該緩衝材20を盛り上がらせた中空成形品1を製造する。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】非発泡状態または低発泡倍率状態の加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21、25内に充填された発泡性樹脂によりワーク10の発泡本体部11を前記成形型の前記発泡本体部に対応する成形型部25をコアバックさせることにより発泡成形すると共に、加圧されることにより相手部材に取り付けられる発泡抑制樹脂部から成る加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、発泡本体部の前記加圧取付部に連続する部分に、発泡本体部の他の部分よりも、前記成形型部をコアバックさせるときのコアバック量率が小さく設定されて成形される加圧取付部基部14を形成することを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】実質的にソリッドな加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21,25内に充填された発泡性樹脂によりワーク10の発泡本体部11を発泡成形すると共に、加圧されることにより相手部材に取り付けられるソリッドな加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、前記成形型内に充填された発泡性樹脂内へ、該発泡性樹脂が固化する前に、前記加圧力を受けるソリッドな受圧部12を埋入することを特徴とする。
(もっと読む)
プロピレン系共重合体組成物
【課題】機械物性、ウエルド外観に優れ、かつ低射出圧でも面品質が良好なプロピレン系樹脂材料を提供する。
【解決手段】Q値が2〜5、アイソタクチックトリアッド分率が96%以上のプロピレン・α−オレフィンランダム共重合体(a1)20〜70重量%、プロピレン・α−オレフィンブロック共重合体(a2)30〜80重量%からなるプロピレン系共重合体組成物。ここに、プロピレン・α−オレフィンランダム共重合体(a1)は、メタロセン触媒により重合されたものが好ましく、その融点(Tm)は110〜150℃であるものが好ましい。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】非発泡状態または低発泡倍率状態の加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21,25内に充填された発泡性樹脂によりワーク10の発泡本体部11を発泡成形すると共に、加圧されることにより相手部材に取り付けられる発泡抑制樹脂部から成る加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、発泡本体部の前記加圧取付部に連続する部分に、発泡本体部の他の部分よりも厚い本体厚肉発泡抑制樹脂部12を形成することを特徴とする。
(もっと読む)
繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つ繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる繊維強化樹脂中空部品の成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。その中空樹脂コア10内に加圧用バッグ30を挿入配置する。中空積層体20を成形型40内に配置する。次に、成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して樹脂と強化繊維とを一体化する。
(もっと読む)
樹脂製シュラウド
【課題】成形時のウエルドによるケーシングのそりの発生を抑制可能とする樹脂製シュラウドを提供することにある。
【解決手段】樹脂製シュラウドにおいて、樹脂材料の充填の際に、ケース部120に充填される樹脂材料に対して、中心部におけるゲート部116から、複数のステー部112a〜112fの一部112a、112bを経由して、ケース120に至る樹脂材料の流れを分散させるための余肉部131を設ける。
あるいは、樹脂材料の充填の際に、中心部におけるゲート部116から、複数のステー部112a〜112fの一部112a、112bを経由して、ケース120に至る樹脂材料の流れ長さを延長させるための延長肉部132を設ける。
(もっと読む)
ブロー成形におけるインサート方法
【課題】成形後におけるインサート部材の開口加工にあたってインサート部材を閉じている壁部分を確実かつ精度良く切除することができるブロー成形におけるインサート方法を提供する。
【解決手段】筒状のインサート部品3を嵌挿するための凹溝4がキャビティ5に形成された分割型式の金型1,2を用いる。型開きした金型1のキャビティ5の凹溝4に筒状のインサート部品3を嵌挿して不動状態に保持する。金型1,2間にパリソン6を配置する。次いで型締めしたのちパリソン6内に加圧流体を導入してパリソン6をキャビティ5に沿って膨張させるとともに、パリソン6とインサート部品3のキャビティ5側端部9を溶着一体化させる。金型1,2を開放して成形品を取り出した後にインサート部品3のパリソンによって閉じられている部分13を後加工により切除して開口させる。
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
プロピレン系樹脂組成物からなる自動車部品
【課題】フローマーク、ウェルドライン等の成形外観不良が少なく、かつ剛性と耐衝撃性が良好な、ポリプロピレン樹脂組成物からなる自動車部品を提供する。
【解決手段】メタロセン化合物含有触媒下で重合されたプロピレン系樹脂(A)とチーグラーナッタ触媒下で重合されたプロピレン系樹脂(B)からなるプロピレン系樹脂(C)40〜97重量部と、エラストマー(D)0〜40重量部、無機充填剤(E)3〜40重量部とを含有してなり下記(i)〜(iii)を満たすことを特徴とするプロピレン系樹脂組成物からなる自動車部品。(i)DSCで測定したプロピレン系樹脂由来の融点(Tm)が157℃以上である。(ii)室温n-デカンに不溶な部分の重量平均分子量(Mw)と数平均分子量(Mn)の比Mw/Mnが2.5〜4.0である。(iii)メルトフローレートが10〜200g/10分の範囲にある。
(もっと読む)
81 - 100 / 214
[ Back to top ]