
Fターム[4F202AA13]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリスチレン系(←ABS、AS樹脂) (192)
Fターム[4F202AA13]に分類される特許
161 - 180 / 192
発泡合成樹脂シート製容器の製造方法及び金型
【課題】 この発明は、発泡合成樹脂シート製の容器において、打ち抜き時に発泡樹脂粉末の発生を防止することを第一の課題とし、フランジ端縁部の鋭利性を減殺することを第二の課題とするものである。
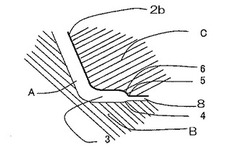
【解決手段】 発泡合成樹脂シートを多面取り金型によって加熱成形した後に個々の容器毎に打ち抜くシート成形容器の製造方法において、前記加熱成形時に、発泡合成樹脂シート製容器Aのフランジ3の周縁部を、内方から打ち抜き予定位置5に向けて次第に強く加圧し、その後前記打ち抜き予定位置を切断することを特徴とするものである。
前記金型は下型Bと上型Cとで構成し、上型と下型との対向間隔は容器のフランジ周縁部対応位置から打ち抜き予定位置に向けて次第に狭く構成する。
(もっと読む)
射出成形用のホットランナ金型装置および金属粉末の射出成形方法

【課題】ホットランナ金型装置において、材料の流動性を良好にして金属粉末の射出成形における製品の歩留りおよび稼働率の向上を図る方法を提供する。
【解決手段】キャビティ41aと、キャビティの注入口42aに接続するよう設けられた材料注入室54aと、材料注入室に溶融した材料を送り込むためのスプルーと、材料注入室において注入口を開閉するためにその長手方向に移動可能に設けられたバルブピン58aとを有し、バルブピン58aの内部には、材料注入室内の材料を溶融させるために当該バルブピンを加熱するヒータ60aが、その長手方向に沿って設けられており、バルブピンの先端部が注入口にある弁座に当接することによって当該注入口が閉塞され、バルブピンの先端部が弁座から離れることによって当該注入口が開放され、且つバルブピンの先端部によって加熱されて溶融した材料が注入口からキャビティの内部に注入されるように構成される。
(もっと読む)
合成樹脂射出成形品の成形方法及び射出成形金型装置
【課題】 スライドコアを後退させて二次射出成形用キャビティ部を形成する際に、スライドコアによる規制が解除された一次射出成形部の端部と金型部との間に隙間を発生させず、設計通りの外観となった合成樹脂成形品を成形できる。
【解決手段】 一次射出成形用キャビティ部8の端部付近のスライドコア7と対向する金型部6の部位に吸引手段9を設ける。一次射出成形用キャビティ部8に第一の樹脂10を一次射出成形により射出して一次射出成形部1を形成する。次に、スライドコア7を後退させて二次射出成形用キャビティ部13を形成すると共に、吸引手段9により一次射出成形部1の重複面12と反対側の外面の端部を吸引する。次に、二次射出成形用キャビティ部13に第二の樹脂14を二次射出成形により射出して二次射出成形部2を形成すると共に二次射出成形部2の一部を一次射出成形部1の上記重複面12に重複一体化させる。
(もっと読む)
樹脂成形機および樹脂成形方法
【課題】低コストで精度よく成形品を形成する。
【解決手段】上下一対の上型100および下型200のいずれか一方を昇降して上型100を下型200の上部に載置し、下型200と上型100を締結して内部に密封空間SPを形成し、密封空間SP内に樹脂材料を封入した状態で密封空間内を加熱加圧して樹脂成形品MDを形成し、その後、上型100と下型200の締結を解放した状態で、樹脂成形品MDが上型100に密着したまま下型200から離型するように下型100と樹脂成形品の間に空気層300を形成する。
(もっと読む)
外観に優れたハウジング成形品
【課題】及び塗装後の成形品外観に優れ、並びに優れた剛性、衝撃特性、ウエルド強度および成形性を併せ持つハウジング成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート50〜99重量部及び(B)ゴム成分量が5〜90重量%であるゴム強化スチレン系樹脂1〜50重量部の合計100重量部に対し、(C1)平均粒子径0.5〜30μmであるタルクc1重量部及び(C2)数平均繊維径0.1〜10μm、加重平均繊維長5〜80μmであるワラストナイトc2重量部を合計で0.50〜30重量部含み、かつ下記式(I)の数式を満足する樹脂組成物を射出成形してなるハウジング用成形品で、かつその成形品上のゲート接合断面積が0.1〜20mm2であるゲートを1点以上有することを特徴とするハウジング用成形品にかかるものである。
【数1】 (もっと読む)
(もっと読む)
射出成形用熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品
【課題】 射出成形により、艶消し性がよく、低光沢性に優れる成形品を、低コストで与える熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品を提供する。
【解決手段】 少なくとも(A)熱可塑性樹脂55〜83重量%、(B)オレフィン系ゴム7〜20重量%、および(C)無機充填剤10〜25重量%を含む射出成形用熱可塑性樹脂組成物であって、該(B)オレフィン系ゴム成分の重量平均分子量(Mw)が1.4×105〜1.9×105であることを特徴とする射出成形用熱可塑性樹脂組成物。
(もっと読む)
ホース製造用マンドレル
【課題】 ゴムホース製造でのゴムの加硫工程のような高温度の環境下に置かれても変形や伸びが生じにくく、かつ、製造(成形)後のホースからの抜け性が良好であり、しかも、繰り返し使用による劣化が少ないホース製造用マンドレルを提供する。
【解決手段】 主成分として、シンジオタクチックペンタッド分率が0.8以上のシンジオタクチック構造を有するポリスチレンを使用する。好ましくは、シンジオタクチックペンタッド分率が0.8以上のシンジオタクチック構造を有するポリスチレンを主体とする樹脂成分に加えて帯電防止剤(永久帯電防止剤)を配合する。
(もっと読む)
優れた光学的特性を有する光を散乱する成形部品の製造方法
本発明は高い光学的特性を有する複雑な光を散乱する成形部品を製造するための射出成形法に関する。ポリメチル(メタ)アクリレートおよび1〜24μmの範囲の粒度およびポリメチル(メタ)アクリレートの質量に対して0.05〜30質量%の範囲の濃度を有する球状プラスチック粒子から形成されるマトリックスを有する成形材料を使用し。球状粒子はポリメチル(メタ)アクリレートマトリックスの屈折率と0.01〜0.2だけ異なる屈折率を有する。 (もっと読む)
樹脂製品の成形方法及びその成形方法に用いられる成形装置
【課題】 透光部と遮光部とからなる樹脂製品において、遮光部に本体部分から隔離された隔離部分を設ける場合に、遮光性樹脂材による影が透光部にできないようにし、しかも、樹脂製品の表面にヒケが発生するのを抑制する。
【解決手段】 透光部2に、遮光部の本体部分に対応する外側貫通孔10と、遮光部の隔離部分に対応する内側貫通孔11とを形成する。裏側成形型21と二次成形型22とで二次成形用キャビティを形成する。スライド型33を後退させて、外側貫通孔10と内側貫通孔11とを連通させる連通路42を形成する。二次成形用キャビティにおける本体部分を成形する空間に遮光性樹脂材を射出し、この樹脂材を外側貫通孔10、連通路42及び内側貫通孔11により隔離部分を成形する空間に流入させる。遮光性樹脂材が固化する前に、スライド型33を進出させて連通路42内の樹脂材を二次成形用キャビティに流入させる。
(もっと読む)
プラスチック光学部品及びプラスチック光学部品の成形方法
【課題】複屈折、GI(屈折率分布)等を低減させることができ、光学面の面精度の向上及び成形サイクルの短縮により低コスト化を図ることが可能となるプラスチック光学部品及びプラスチック光学部品の成形方法を提供する。
【解決手段】射出成形または射出圧縮成形によって製作されたプラスチック光学部品であって、前記プラスチック光学部品は、該光学部品の長手方向と直交する断面形状において、一方の対向面に光学面16,17を、他方の対向面に非光学面18,19を備え、前記光学面と非光学面とが接する角部に、該角部の変位を拘束する拘束部、例えば前記光学面と隣接する前記非光学面における光学面近傍に凹部または凸部(12,13,14,15)が形成された構成とする。
(もっと読む)
光学用樹脂溶液製膜用二軸延伸ポリエステルフィルム
【課題】
本発明は、光学用樹脂を用いたフィルムの平面性と透明性に優れ、かつハンドリング性に優れた光学用樹脂溶液製膜用二軸延伸ポリエステルフィルムを提供せんとするものである。
【解決手段】
ポリエステルフィルムの少なくとも片面に、ポリスチレンスルホン酸および/またはその塩とポリエステル樹脂との重量比が1/99〜50/50の範囲である樹脂層が形成されたことを特徴とする溶液製膜用二軸延伸ポリエステルフィルムである。
(もっと読む)
複合熱可塑性樹脂めっき成形品
【課題】従来にない卓越した外観を有し、めっき膜の密着性及び耐サーマルサイクル性にも優れた複合熱可塑性樹脂めっき成形品を提供する。
【解決手段】熱可塑性樹脂と無機質充填材とが配合された成形材料の射出成形品表面にめっき処理を施してなる複合熱可塑性樹脂めっき成形品。該射出成形品は、金型の表面温度を前記熱可塑性樹脂の熱変形温度以上に加熱した状態で前記成形材料を射出し、射出が完了した後、前記金型表面を冷却して成形品を取り出すヒートサイクル法により得られた成形品である。
(もっと読む)
装飾プレートの製造方法
【課題】装飾プレートの射出成形時にジェッティングが起こり難く、外観の優れた装飾プレートが得られる装飾プレートの製造方法、該製造方法により製造された装飾プレート、該装飾プレートを備えた装飾プレート付き容器、及び前記製造方法に好適な装飾プレート用の射出成形金型を提供する。
【解決手段】合成樹脂からなり、裏面53の周縁部に該裏面53から表面52に向けて凹んだ環状凹部54が形成されている装飾プレート5を、射出成形により製造する装飾プレートの製造方法であって、装飾プレート5の表面52側を形成する第1型M1、該装飾プレート5の裏面53側を形成する第2型M2、及び溶融した前記合成樹脂を該第1型M1と該第2型M2とから形成されるキャビティーC内に射出するゲートGを備えた射出成形金型Mを用い、ゲートGを、装飾プレート5の環状凹部54が形成される位置に配置し、該ゲートGから、溶融した前記合成樹脂を該第2型M2から第1型M1に向けて射出する。
(もっと読む)
射出成形品及び射出成形方法
【課題】ウエルド部におけるフィラーの配向方向が一様で無いことが極めて容易に認識されるといった問題点を解消し得る射出成形方法を提供する。
【解決手段】射出成形方法は、アスペクト比が2以上であるフィラーが添加された透明な非晶性熱可塑性樹脂(ガラス転移温度Tg゜C)を用いた射出成形方法であって、金型温度を(Tg)〜(Tg+50)とした状態で、溶融非晶性熱可塑性樹脂をキャビティ18内に射出した後、金型温度を(Tg)〜(Tg+50)とした状態で、キャビティ18内の溶融非晶性熱可塑性樹脂における少なくともウエルド部を、第1の方向に、次いで、第2の方向に流動させることで、少なくともウエルド部に対して第1の方向及び第2の方向に剪断力を与える操作を、少なくとも1回、実行した後、金型温度を(Tg−20)以下に降下させてキャビティ18内の非晶性熱可塑性樹脂を冷却、固化させる各工程から成る。
(もっと読む)
組み立て箱のインモールド成形による成形法
【課題】 底板と側板及び隣接する側板を折曲自在に連結するヒンジ部の繰り返し使用に当たって割れが生じ難いように、インモールド成形によって変形性を有するシートまたはフィルムからなるヒンジ部を一体に連結した組み立て箱のインモールド成形による成形法を提供する。
【解決手段】 底板1と側板2及び隣接する側板2同士をヒンジ部3を介して折曲自在に連結する組み立て箱のインモールド成形による成形法である。底板1と側板2とを形成するための独立した複数のキャビティ部5に亘るように変形性を有するシートまたはフィルムSを配置して金型6を型閉めし、その後、前記キャビティ部5内に樹脂Pを射出充填して固化させて、各キャビティ部5にて成形された樹脂Pからなる底板1と側板2をシートまたはフィルムSからなるヒンジ部3を介して折曲自在に一体に連結した。
(もっと読む)
集成光学成形型
光学面及び光学面に相対する非光学面を有する眼用レンズ金型を射出成形するための装置及び方法が提供される。装置は眼用レンズ金型の非光学面を形成するための集成非光学成形型及び、眼用レンズ金型を形成するための金型キャビティを集成非光学成形型とともに形成する、集成非光学成形型に対向する関係にある集成光学成形型を備える。集成光学成形型は射出成形機の金型取付板に取外し可能な態様で取り付けられたキャビティリング及び眼用レンズ金型の光学面を形成するための光学成形面をその上に有する光学成形型インサートを有する。光学成形型インサートはキャビティリングに取外し可能な態様で取り付けられる。  (もっと読む)
(もっと読む)
合成樹脂成形品及び合成樹脂成形品を成形するための金型装置
【課題】 圧縮成形において発生するバリを除去しなくてもバリが成形品の外部に露出しないようにできて成形品の商品価値を低下させない。
【解決手段】 第一樹脂6の圧縮成形により成形される成形品本体1の外周部に圧縮成形により発生するバリ部8を形成し、成形品本体1の外周部に成形品本体1と一体に第二樹脂7の射出成形により二次成形部2を成形すると共に該二次成形部2でバリ部8を一体に被覆する。
(もっと読む)
非対称成形型の方位設定のための集成コアロック及び方法
光学面及び光学面に相対する非光学面を有する眼用レンズ金型部分を射出成形するための装置及び方法が提供される。装置は眼用レンズ金型部分の非光学面を形成するための集成非光学成形型を備える。集成光学成形型が集成非光学成形型に対向する位置関係にあり、集成非光学成形型とともに眼用レンズ金型部分を形成するための金型キャビティを形成する。好ましい実施形態において、集成光学成形型は回転可能な態様で取り付けられたコア部材(56)及びコア部材に取外し可能な態様で取り付けられた光学インサート(58)を有する。光学インサートは眼用レンズの非光学面に相対する眼用レンズの光学面を形成するための光学成形面(62)を有する。ロック機構(122)は、好ましい実施形態において、ピンがコア部材の回転を可能にする第1の位置とピンがコア部材の回転と防止する第2の位置の間で選択的に移動可能なロックピンを有する。  (もっと読む)
(もっと読む)
浴槽の製造方法
【課題】補強板を所望の位置に配置して一体成形した、補強板が浴槽の外表面に露出することのない浴槽の製造方法を提供する。
【解決手段】予め所定形状に成形された熱可塑性樹脂成形品と所定間隔をもって、雌型を配置することによってセルを形成し、該熱可塑性樹脂成形品の周縁部と該雌型の周縁部をシールして型締めを行った状態で、該雌型に設けた注入口から該セル内に重合硬化性樹脂原料を注入し、これを硬化させる浴槽の製造方法において、該セルの注入口直下に配置される補強板が、該重合硬化性樹脂原料の液状時の比重の値より小さい見かけ比重値(重量/体積)を有し、かつ、複数の位置固定孔と、少なくとも該注入口と対向する部分に貫通孔を有するものであり、該雌型が、該補強板に対向する面に、該位置固定孔へ向けられた位置固定ピンを備えているものであることを特徴とする浴槽の製造方法。
(もっと読む)
自転車フレーム用樹脂ラグ
【課題】本発明は、玉受けワン等の圧入部材を圧入できる充分に強度を持つ自転車フレーム用樹脂ラグの提供にある。
【解決手段】主材の熱可塑性樹脂に、長さが9〜14mm、直径が0.01〜1mm、かつ、重量40〜75%のフィラーを添加混合して構成した溶融樹脂を金型に射出し、成型される自転車フレーム用樹脂ラグにおいて、玉受けワン等の圧入部に発生するウエルドライン部を肉盛に形成してなる自転車フレーム用樹脂ラグ。
(もっと読む)
161 - 180 / 192
[ Back to top ]