
Fターム[4F202AA13]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリスチレン系(←ABS、AS樹脂) (192)
Fターム[4F202AA13]に分類される特許
41 - 60 / 192
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
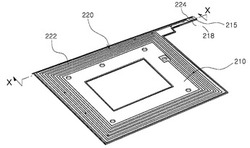
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
プレス成形方法およびその成形体

【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に多様な質感、さらには深みのある立体的な視覚効果を付与することを技術課題とするものであり、インサートラベルにより高度にアイキャッチ効果が発揮される合成樹脂成形品を提供することを目的とする。
【解決手段】 インサート材としてインサートラベルを成形金型のキャビティ面に配設した状態でインサート成形され、このインサートラベルにより表面を加飾した合成樹脂成形品において、インサートラベルは合成樹脂製フィルムを基材層としたものとし、この基材層の表面側に、キャビティ面の中に粗面化加工により形成され粗面化領域の微細な凹凸構造が、インサート成形と同時に転写された粗面転写領域を有する構成とする。
(もっと読む)
熱可塑性樹脂粒子
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる熱可塑性樹脂粒子を提供すること。
【解決手段】熱可塑性樹脂粒子は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに電磁波を照射し、粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程とを含む樹脂成形方法に用いる。熱可塑性樹脂粒子は、嵩密度が0.4〜0.8g/cm3であり、平均粒子径が250〜2000μmであり、安息角が48度以下である。
(もっと読む)
離型用フィルム
【課題】 モールド金型への追従性、及び、モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、180℃前後の使用温度における耐熱強度を有する離型用フィルムを提供する。
【解決手段】 熱可塑性エラストマーを1種類もしくは2種類以上組み合わせてなる樹脂組成物を成形して得られる単層フィルムもしくは2層以上の多層フィルムをベースフィルムとし、このベースフィルムの少なくとも一方の表面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有してなる離型組成物によってフルオロシリコーン化合物層が形成され、前記ベースフィルムと前記フルオロシリコーン化合物層との間にバインダー層が形成されてなり、少なくとも3層以上の層構造を有することを特徴とする。
(もっと読む)
インサート成形用金型および加飾成形物の製造方法
【課題】成形物表面の高い意匠性を保持することができる加飾成形物の製造に用いるインサート成形用金型および加飾成形物の製造方法を提供すること。
【解決手段】金型の雌型または雄型の製品部の端面に相当する位置に前記雌型と前記雄型の接触面に平行な向きに、ゲートと前記製品部との連結を目的とした、薄片状流路を配設し、前記流路に関して前記製品部との連結部において前記ゲート付近に比べ溶融した樹脂が流動する断面積が大きくなるような前記流路の形状を有することを特徴とするインサート成形用金型。
(もっと読む)
熱交換構造及び射出成形品の製造方法
【課題】
圧縮−引っ張り応力が繰り返し加えられても、割れ(サーマルショックを含む)が発生しにくく、射出成形装置の構成体(金型等)の寿命を長くすることができる熱交換構造を提供することである。
【解決手段】
熱交換空間と、熱交換空間に熱交換流体を供給するための供給口と、熱交換空間から熱交換流体を排出するための排出口とをもち、壁体を介して熱交換する熱交換構造において、熱交換空間に充填体が充填されていることを特徴とする熱交換構造を用いる。充填体は球状粒状物の集合体が好ましく、さらに好ましくは鋼球又は純鉄球の集合体である。供給口に接続され、熱交換流体を熱交換空間の内部へ供給するためのパイプが、熱交換空間に挿入されたり、熱交換流体のショートパスを防止するための仕切板を熱交換空間に設けて、熱交換流体が仕切板の先端を遠回りして熱交換空間の内部を供給口から排出口へ流れるように構成してもよい。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
裏面に電子ペーパーディスプレイが形成された加飾成形品
【課題】 加飾成形品が、所望のデザイン変更ができ、後で加飾デザインを着せ替え変更できるようにする。
【解決手段】 透明成形樹脂層の片面に透明な窓部を有する加飾層が形成され、該透明成形樹脂層の透明な窓部の加飾層形成面と反対側の面に電子ペーパーディスプレイが形成された加飾成形品とする。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
型固定装置、熱成形装置、及び、型固定方法
【課題】熱成形用の型をベース体に固定し易くすることを課題とする。
【解決手段】樹脂成形材料S1を熱成形するための型40をベース体50に固定するにあたり、前記ベース体50に固定されるときに該ベース体50と接触する型側接触面41aを前記型40に設け、前記型40を固定するときに該型40と接触するベース側接触面50aを前記ベース体50に設け、前記ベース側接触面50aに負圧を作用させて該ベース側接触面50aに前記型側接触面41aを密着させることにより前記ベース体50に前記型40を固定する。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
樹脂製窓の2色射出成形方法
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
射出成形型
【課題】ウェルドラインの発生を有効且つ効果的に防止し得る射出成形型を提供する。
【解決手段】光輝材を添加した樹脂材料を使用し、捨てリブを有する射出成形品を製造する。捨てリブ101に対応する捨てリブ部17において、キャビティ14との結合部にアールRを付し、捨てリブ部17とキャビティ14とを滑らかに結合する。
(もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
光の反射防止効果を有する成型品
【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
41 - 60 / 192
[ Back to top ]