
Fターム[4F202AA13]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリスチレン系(←ABS、AS樹脂) (192)
Fターム[4F202AA13]に分類される特許
141 - 160 / 192
筐体およびその成型方法、ならびに、金型

【課題】成型の際に筐体の底面に形成される凸部が筐体内部に収納される部品と干渉することがないようにする。
【解決手段】筐体1には、1または複数の嵌合用突起11が側壁15の上部に設けられる。また、筐体1の底面14には、嵌合用突起11の直下に、凹部12が所定の深さで設けられる。金型を用いて筐体1を成型する際に、筐体1を金型から離型する際に傾斜ピン23がスライドすることによって、凸部であるスライド跡13が形成される。このとき、凹部の深さがスライド跡13の高さ以上となるように、傾斜ピン23の高さを設定する。
(もっと読む)
金型及び樹脂製品成形方法

【課題】ウェルドラインの発生を防止することができる金型を提供すること。
【解決手段】溶融樹脂同士がキャビティ8内でぶつかる場所である合流部Aを、樹脂製品の意匠面を形成する一方の型であるキャビティプレート3から加熱手段13で加熱し、合流部Aの鉛直方向にキャビティ8内面に露出するようにコアプレート4にガス抜き入れ子14を埋設して、角孔4cと第1のガス抜き入れ子14aとの間に形成された微小間隙C、角孔4cと第2のガス抜き入れ子14bとの間に形成された微小間隙C、第1のガス抜き入れ子14aと第2のガス抜き入れ子14bとの間に形成された微小間隙C、第1のガス抜き入れ子14aとエジェクタピン10との間に形成された微小間隙Cから、キャビティ8内のエアーや原材料から発生したガスを排出する。
(もっと読む)
電磁波シールド成形品とその製造方法並びに樹脂成形材料
【課題】 0.5mm厚以下の薄肉部を有する電磁波シールド成形品において、800MHz以上における電磁波遮蔽性に優れるとともに、極めて薄い部分を樹脂爪とするスナップフィット構造を用いても割れやクラックの発生を抑制することができる電磁波シールド成形品とその製造方法並びにそのための樹脂成形材料を提供する。
【解決手段】 透磁性を有する充填材を含む導電性樹脂成形材料1を、成形品の所定表面部位に近接するように磁力を有する金型パーツ20を配置した金型2により射出成形し、導電性充填材10を表面偏析させて電磁波シールド成形品を製造する。
(もっと読む)
導電性成形体とその成形方法
【課題】射出成形工程において導電性編地を均一に安定的に成形体に貼り付けることが可能な成形方法を提供する。
【解決手段】メッシュ状導電性編地3をコア型1bに密着させるための突起2a,2bを有するキャビティ型1aを用いて射出成形する。
(もっと読む)
スチレン系発泡樹脂成形型の洗浄方法、及びその装置
【課題】
スチレン系発泡樹脂の成形加工に使用される成形型に付着したスケール及び樹脂混合物の両方を、同一工程で除去することである。
【解決手段】
洗浄槽Bに収容された洗浄液W内に成形型Mを所定時間浸漬させて、前記成形型Mの外面1b,2b、及び蒸気孔22に付着した各付着物を除去すべく洗浄する。前記洗浄液Wは、所定温度に加熱保持された有機酸水溶液である。前記有機酸水溶液としては、キレート作用を有するカルボン酸水溶液を用いる。
(もっと読む)
ドライ金型
【課題】水に濡らすことなく凹金型と凸金型を適温に冷却できるドライ金型を提供する。
【解決手段】凹金型2と凸金型4とが互いに接離自在となるように対向して配設され、両金型2,4が閉じた状態にて、凹金型2に形成される凹部と凸金型4に形成される凸部の間に形成されるキャビティCに原材料を充填して成形品を成形するようにした金型において、凹金型2と凸金型4の外面に沿って冷却水を流通させるための温調管21,22を凹金型2と凸金型4の外面にそれぞれ外付けにより取り付け、前記冷却水により凹金型2と凸金型4が水に濡れることなく冷却されるように構成している。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.78〜2μmの電磁波(近赤外線)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3に近赤外線を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
樹脂成形方法及び樹脂成形装置
【課題】ゴム製の成形型に対してキャビティ内の熱可塑性樹脂を選択的に加熱することができ、良好な樹脂成形品を得ることができる樹脂成形方法及び樹脂成形装置を提供すること。
【解決手段】キャビティ21を形成してなるゴム製の成形型2と、キャビティ21内を真空状態にする真空手段61と、波長が0.01〜100mの電磁波(マイクロ波又は高周波)を照射する電磁波発生手段4とを有する樹脂成形装置1を用いる。ゴム製の成形型2のキャビティ21内を真空状態にする真空工程と、真空状態のキャビティ21内に溶融状態の熱可塑性樹脂3を充填する充填工程と、キャビティ21内の熱可塑性樹脂3を冷却して樹脂成形品を得る冷却工程とを行う。充填工程においては、成形型2を介して熱可塑性樹脂3にマイクロ波又は高周波を照射することにより、成形型2に対して熱可塑性樹脂3を選択的に加熱する。
(もっと読む)
真空注型装置用加熱ユニット
【課題】シリコーンゴム製の中空成形型内に熱可塑性樹脂を注入して成形する真空注型装置に用いられ、成形処理時において中空成形型の温度上昇の程度を抑制しながら当該中空成形型内に充填される熱可塑性樹脂を加熱することのできる真空注型装置用加熱ユニットを提供すること。
【解決手段】上記課題は、真空雰囲気形成室内に設置されたシリコーンゴム製の中空成形型内に熱可塑性樹脂を充填して成形する真空注型装置に用いられるものであって、ハロゲンランプと、近赤外域の波長範囲の光の透過率が高く、遠赤外域の波長範囲の光の吸収率が高いフィルタ部材とを具えてなり、ハロゲンランプよりの光がフィルタ部材を介してシリコーンゴム製の中空成形型に照射される構成とされた真空注型装置用加熱ユニットにより、達成される。
(もっと読む)
射出成形用金型、成形品およびカメラ
【課題】メッキの密着不良を抑止できる射出成形用金型、成形品およびこの成形品を用いたカメラを提供する。
【解決手段】射出成形用金型3は、第1キャビティ型31と、第2キャビティ型32とに分割可能なキャビティ型30と、コア型33とを備えている。第1キャビティ型31のキャビティ面311は鏡面状に仕上げられ、第2キャビティ型32の第2キャビティ面321は梨地状に仕上げられている。第1キャビティ面311と第2キャビティ面321とでは、テーパ面の傾斜角度が異なっている。表面の仕上げ状態と形状(テーパ面の傾斜角度)とが変化する境界面である当接面322にエアベント323を設け、金型内の空気および樹脂から発生するガスをエアベント323から排気する。射出成形用金型3ではガス焼けやガスの巻き込みを防止できるので、成型品のメッキ処理時におけるアンカーホールの生成を阻害せず、メッキ層の密着不良を抑止できる。
(もっと読む)
タイヤチューブ、タイヤ、及びそれらの製造方法
【課題】
一度空気を注入するのみでパンクの発生が殆どないタイヤチューブ、タイヤ及びそれらの製造方法の提供である。
【解決手段】
熱可塑性エラストマーとプロセスオイルと粘着付与樹脂とを含む複合弾性樹脂RによりタイヤチューブT1を成形し、タイヤKのリムSのバルブ孔31からタイヤチューブT1に空気注入針Nを直接に突き刺して空気を注入して、前記空気注入針Nを抜き去った後にタイヤチューブT1に形成される抜孔41は、前記複合弾性樹脂Rの弾性と粘着性とによる自己修復力により閉塞されるようにする。
(もっと読む)
透明射出成形品
【課題】 表面光沢、表面硬度および強度のバランスに優れた透明射出成形品の提供。
【解決手段】 体積平均粒子径0.2〜0.8μmであるゴム状重合体5〜60重量部の存在下に(メタ)アクリル酸エステル系単量体60〜80重量%、スチレン系単量体40〜20重量%および共重合可能な他の単量体0〜20重量%からなる単量体混合物(合計)40〜95重量部をグラフト重合させたグラフト重合体(A)3〜10重量部、スチレン系単量体20〜40重量%、(メタ)アクリル酸エステル系単量体60〜80重量%および共重合可能な他の単量体0〜20重量%からなる共重合体(B)97〜90重量部からなる樹脂組成物(A+Bの合計100重量部)を、金型内に射出する際に、金型の表面温度を80℃以上の温度に保った状態で成形してなる樹脂成形品(3mm厚み)とした時の全光線透過率が80%以上、かつ鉛筆硬度がF以上である透明射出成形品。
(もっと読む)
熱可塑性樹脂成形品および表面二次加工が施された熱可塑性樹脂成形品
【課題】
ブロンズ現象を解決し、耐候性に優れた熱可塑性樹脂成形品、更に、表面二次加工後の表面外観が良好である表面二次加工が施された熱可塑性樹脂成形品の提供。
【解決手段】
重量平均粒子径が0.1μm以上であるアクリル酸エステル系ゴムを5〜40重量%含有したASA系樹脂(A)を射出成形するに際し、予め、金型のキャビティ表面温度を該ASA系樹脂(A)の熱変形温度以上にまで加熱した金型内に射出充填して得られた熱可塑性樹脂成形品。
(もっと読む)
射出成形品
【課題】 パソコンやTV、各種の家電製品等の組み立てで頻繁に使われるボス強度に優れたABS樹脂製の射出成形品の提供。
【解決手段】 体積平均粒子径0.2μm未満の小粒子径ゴム状重合体を凝集肥大化させて得られた体積平均粒子径0.2〜0.8μmのゴム状重合体5〜40重量%、アクリロニトリル系単量体10〜30重量%、スチレン系単量体30〜85重量%およびこれらと共重合可能な他の単量体0〜55重量%からなるABS樹脂を成形して得られた射出成形品であって、該ABS樹脂がヒートサイクル射出成形法により成形されたことを特徴とする射出成形品。
(もっと読む)
成形装置における又は成形装置に関する改良
本発明は、材料を成形する方法に関し、以下のステップを含む。成形可能な材料を空間に提示するステップであって、空間の対向面が前進方向に前進するとき、空間から材料が空間の対向面によって及び/又は対向面の間に支承されることができるステップ。対向面が前進するとき、加圧成形ゾーンを少なくとも一部形成する対向面の間の縮小空間の対向面の間の材料を加圧するステップ。対向面の少なくとも1つの形状が材料内に形状化されて、材料に保持できるような時間まで、対向面の間の縮小空間が少なくとも実質的に一定に維持されるステップ。加圧成形ゾーンの前のゾーンにわたる成形工具セットの少なくとも1つの隣接する工具の間の相対運動が、他方の対向面の成形工具のみに向かうステップ。  (もっと読む)
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。 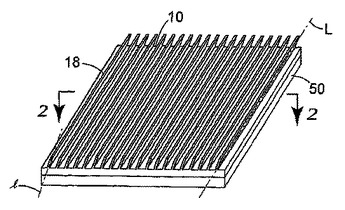 (もっと読む)
(もっと読む)
射出圧縮成形品の成形方法
【課題】寸法安定性に優れると共に、衝撃強度にも優れた大型の樹脂射出成形品の射出圧縮成形法による成形方法を提供することにあり、更に詳しくは、結晶性熱可塑性ポリマーと非晶性熱可塑性ポリマーからなる樹脂組成物、殊に強化フィラーで強化された樹脂組成物において、組成によることなく大型の樹脂射出成形品における耐衝撃性を向上させる方法を提供する。
【解決手段】結晶性熱可塑性ポリマー(a1成分)5〜90重量部、および非晶性熱可塑性ポリマー(a2成分)10〜95重量部の合計100重量部からなる樹脂組成物から最大投影面積が1000cm2以上であり、かつ厚みが0.5〜10mmである射出成形品を得るに当り、射出圧縮成形を採用して成形品の湾曲部における高速面衝撃試験により測定される23℃および−30℃における耐衝撃値を1.1〜1.6倍に向上させることを特徴とする成形方法。
(もっと読む)
複合体の製造方法
【課題】 樹脂組成物を金属製部材の表面に射出し、この金属製部材に対して高い接着強度を有する樹脂成形部が接着形成されてなる複合体を効率よく製造することができる複合体の製造方法を提供する。
【解決手段】 本発明は、内壁面の少なくとも一部に断熱層(212)が配設された金型の、断熱層(212)の表面に金属製部材(11)を配置し、その後、溶融した樹脂組成物をキャビティ空間(23a及び23b)に注入して、金属製部材と、この金属製部材の表面に接合された樹脂成形部とを有する複合体を製造する方法である。
(もっと読む)
ラベルの貼られた容器およびその製造方法および製造装置
ラベルの貼られた発泡樹脂容器製造用の装置および方法。この方法は、静電荷を維持することができるラベル材料から形成されるラベルシートを2部鋳型の雌部分の内壁に付着させるステップと、2部鋳型の1つまたは複数の雄部分を1つまたは複数の鋳型空洞を形成するように対応する雌部分と接触して位置決めするステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビードを鋳型空洞内に加えるステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビード発泡がラベルの貼られた容器を形成するのを達成させるために、鋳型空洞に十分な長さの時間十分な量の熱を加えるステップと、ラベルの貼られた容器を冷却するステップと、ラベルの貼られた容器を鋳型空洞から取り外すステップとを含む。ラベルの貼られた容器の外壁上のラベルは、平滑な円周表面を示す。 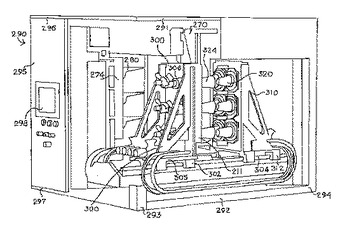 (もっと読む)
(もっと読む)
発泡合成樹脂シート製容器の製造方法及び金型
【課題】 この発明は、発泡合成樹脂シート製の容器において、打ち抜き時に発泡樹脂粉末の発生を防止することを第一の課題とし、フランジ端縁部の鋭利性を減殺することを第二の課題とするものである。
【解決手段】 発泡合成樹脂シートを多面取り金型によって加熱成形した後に個々の容器毎に打ち抜くシート成形容器の製造方法において、前記加熱成形時に、発泡合成樹脂シート製容器Aのフランジ3の周縁部を、内方から打ち抜き予定位置5に向けて次第に強く加圧し、その後前記打ち抜き予定位置を切断することを特徴とするものである。
前記金型は下型Bと上型Cとで構成し、上型と下型との対向間隔は容器のフランジ周縁部対応位置から打ち抜き予定位置に向けて次第に狭く構成する。
(もっと読む)
141 - 160 / 192
[ Back to top ]