
Fターム[4F202AB02]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 発泡剤・膨張剤 (448)
Fターム[4F202AB02]に分類される特許
121 - 140 / 448
シートクッション成形型およびシートクッションの製造方法
【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
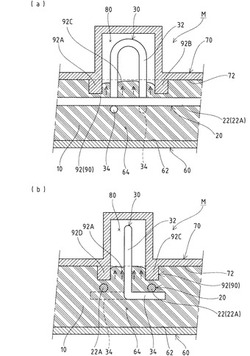
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
表皮付き自動車内装成形品の表皮シール構造および表皮付き自動車内装成形品

【課題】表皮付き自動車内装部品の表皮の積層成形において、表皮の成形材料のキャビティからの洩れを防止するための省スペースとしたシール構造を提供するとともに、該シール構造を他の部品との組み付け構造に利用して、シール部および組み付けに必要な部位を小さくして、省スペース化した組み付け部を具備する自動車内装部品を提供すること。
【解決手段】金型に基材を配置し、他方の金型により型閉めした後、表皮材料を注入して表皮層を形成する表皮付き成形品の製造方法において、該基材の少なくとも一部の端縁部には形成する表皮層表面側に対して略レの字状に間隔を隔てつつそれに被さる延長部を有し、前記他方の金型は前記基材の延長部の該略レの字状の間隔に対応する形状を具備し、該金型の該形状面と基材端縁部との間の前記略レの字の斜面部位において表皮成形材料をシールするシール構造を形成する表皮付き成形品の製造方法、およびその成形品。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】発泡樹脂成形品の成形方法並びに成形装置に係り、製品板厚を自由に設定できるとともに、シルバーストリーク、発泡ムラ、凹凸不良等の成形不良を解消した外観性能に優れた発泡樹脂成形品の成形方法並びに成形装置を提供する。
【解決手段】キャビティ型51、コア型52とからなる成形金型50の上方に押し出しユニット60及びダイス61を設定し、ダイス61から下方向に向けて発泡樹脂シートSを押し出し、型開き状態にあるキャビティ型51、コア型52内に垂下状態で供給した後、成形金型50を型締めして、発泡樹脂基材31を所要形状にプレス成形するとともに、コア型52に連設した射出ユニット53から溶融樹脂Mを樹脂通路521を通じてコア型52の型面に設けた凹部522内に射出充填することで、機能性樹脂部材32,33を発泡樹脂基材31の裏面所定位置に融着一体化する。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を誘起させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品R形状部分の形状出しを精度良く行なうことで、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】トリムロア(発泡樹脂成形品)30の縦壁部33の内側コーナー部35よりやや中央寄りに変形規制用リブ36を設定する。従って、可動側金型50の後退操作時、縦壁部33は、フロート機構80により型開方向に押圧されるが、変形規制用リブ36が固定側金型60の凹溝65内で支持されることで、縦壁部33の内側コーナー部35の屈曲変形が解消され、結果的に縦壁部33のコーナー部34においてシャープでかつ精度の良い形状出しが可能になる。
(もっと読む)
発泡成形用金型
【課題】インサート材の位置決めを容易に且つ精度良く行うことが可能であり、且つ発泡成形時に該インサート材の開口に発泡原料が入り込むことが防止される発泡成形用金型を提供する。
【解決手段】成形品40は、本体部41と、該本体部41から突設された取付部42と、該取付部42を貫通した貫通孔43とを有している。成形品40には、取付部42を補強するための取付部補強片44cを有したインサート材44が埋設されている。取付部補強片44cには、貫通孔43に重なる開口45が設けられている。上型23から貫通孔形成用の第1の凸部25が突設され、これと対峙するように下型22から第2の凸部26が突設されている。第2の凸部26は弾性的に退動可能となっている。第2の凸部26の先端面から開口45に挿入可能な突出部27が突設されている。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】アイソタクティックプロピレン重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、アイソタクティックプロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、シンジオタクティックプロピレン重合体(C)を、前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して1〜20質量部、及び、有機ポリマービーズ(D)を前記アイソタクティックプロピレン重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して0.1〜20質量部含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形することにより得られる。
(もっと読む)
成形品の製造方法とその製造装置及び成形品を用いた自動車用内装材
【課題】キャビティ全体にわたって密度が均一になるような液状原料の充填が可能となり、しかも、外観不良がなく且つ部位間での強度や触感の差異がない成形品の製造方法とその製造装置及び成形品を用いた自動車用内装材を提供する。
【解決手段】成形型22のキャビティ28内に液状原料32を供給し、キャビティ28内で流動させる液状原料32をゲル化し、前記ゲル化後に離型して成形品60を得る。このとき、液状原料32の供給開始時から該液状原料32のゲル化に要する時間の52%に相当する時間の経過時までの間に、液状原料32の流動方向に対して垂直方向に設けられた起伏部38に液状原料32を充填するように液状原料32を供給する。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
シートパッド
【課題】軟質発泡樹脂よりなるシートパッド本体と、該シートパッド本体の裏面側に配設する別部材とを備えるシートパッドであって、別部材とシートフレーム等との摺接で異音が発生せず、シートパッド本体と別部材との固定を従来よりも確実にしたシートパッドを提供する。
【解決手段】軟質発泡樹脂よりなるシートパッド本体と、該シートパッド本体の裏面側に配設する別部材と、を備えてなるシートパッドにおいて、前記別部材の外周面の少なくとも一部に、前記軟質発泡樹脂に対して浸透性を有する布状介装材を貼り付け、該布状介装材が貼り付けられた別部材の少なくとも一部およびシートパッド本体の裏面側の少なくとも一部をサポータ材で覆う。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
発泡樹脂成形品の成形方法および成形装置
【課題】溶融発泡性樹脂により発泡樹脂成形品を形成する際に、発泡セルの肥大化に起因して発泡樹脂成形品に局所的な強度低下が生じるのを効果的に防止する。
【解決手段】成形型2に形成されたキャビティ1内に溶融発泡性樹脂3を射出して供給する供給工程と、この溶融発泡性樹脂3を流動させてキャビティ1内に略充填する流動工程と、キャビティ1内に略充填された溶融発泡性樹脂3を発泡および硬化させて発泡樹脂成形品を形成する成形工程と、上記キャビティ1内で複数の溶融発泡性樹脂流が合流するウェルド部分13の生成部を、少なくとも上記成形工程中に他の部位よりも低温に冷却する冷却工程とを備えた発泡樹脂成形品の成形方法および成形装置。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】発泡樹脂材料の射出充填工程と発泡成形工程とで成形金型の型クリアランスを可変させる成形工法を使用した発泡樹脂成形品の成形方法であって、縦壁部における反り変形を可及的に防止する。
【解決手段】ラゲージサイドトリム10におけるトリムアッパー(発泡樹脂成形品)20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2内に発泡樹脂材料Mを射出充填した後、可動側金型50を型開操作し、発泡スペースSを確保して、発泡反応を行なわせる。その際、縦壁部用キャビティC2に臨む固定側金型60の外側壁面60aに変形抑制用深模様64を刻設しておき、可動側金型50の型開時、可動側金型50の絞模様52と固定側金型60の変形抑制用絞模様64の双方の吸着作用により、トリムアッパー20の縦壁部24に反り変形の原因となる歪み応力が加わることを防止する。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
車両用ラゲッジボックスの製造方法
【課題】 薄肉であって軽量化が図られ、しかも所要の強度を有するラゲッジボックスを成形する車両用ラゲッジボックスの製造方法を提供する。
【解決手段】 熱可塑性発泡樹脂シート16は、MFRが8.0〜0.1g/10minの熱可塑性樹脂の組成物でなる。ラゲッジボックスを成形する一対の分割金型2,3は、その一方の金型2にラゲッジボックスの収納室、この収納室内の仕切壁をなす凸状リブおよび開口周囲に張り出すフランジを成形する凸形キャビティ5を有している。一対の分割金型2,3間に配置した熱可塑性発泡樹脂シート16と一方の凸形キャビティ5間を閉じてその凸形キャビティ面から真空吸引して、凸形キャビティ5に吸着された熱可塑性発泡樹脂シート16により、上面が開口した収納室、開口周囲に張り出したフランジおよびこのフランジと同高の平坦部を有する仕切壁をなす凹状リブを一体に有するラゲッジボックスを成形する。
(もっと読む)
クッションパッド成形型およびその成形型を用いたクッションパッドの製造方法
【課題】製造コストの上昇を招くことなくクッションパッドの成形不良を十分に改善することができ、しかも抜型の際の作業性が向上するクッションパッドが得られるクッションパッド成形型を提供する。
【解決手段】発泡樹脂製のクッションパッドの上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、前記上辺縁部から後方へ延設された連結部と、前記連結部に繋がる厚肉部と、前記延設部先端側の薄肉部とを有し、少なくとも前記厚肉部の内側で発泡樹脂と、その発泡樹脂を覆う補強布材とが一体に成形され、下型14と中子型13と上型12とを具え、中子型13が、その中子型の表面から弾性力で突出して前記補強布材を押圧し、前記厚肉部内に前記補強布材を膨出させるとともに、前記発泡樹脂が前記厚肉部内に充填されると前記補強布材で押圧されて後退する弾性押圧部15を有することを特徴とするものである。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】樹脂成形品と発泡樹脂成形品をボスの締結加工により接合一体化する際、発泡樹脂成形品の締結位置を安定化させることで組み付け精度を向上させる。
【解決手段】トリムアッパー(樹脂成形品)20とトリムロア(発泡樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムロア30の取付孔33の周縁に複数の環状リブ34,35を突設し、トリムアッパー20における溶着用ボス21周囲の補強リブ22面に複数の環状リブ34,35を突当てる支持構造を採用することにより、トリムアッパー20とトリムロア30の締結位置を安定化させ、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
121 - 140 / 448
[ Back to top ]