
Fターム[4F202AB02]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 発泡剤・膨張剤 (448)
Fターム[4F202AB02]に分類される特許
41 - 60 / 448
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
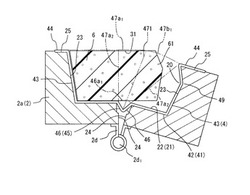
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
電子部品実装部品

【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】発泡成形体を低コストで形成すること。
【解決手段】発泡成形体の製造装置20は、互いに対向する金型面21a、22a間にキャビティ23が形成された上型21および下型22を備え、下型22の金型面22aには発泡原料が供給されるとともに、上型21の金型面21aには硬質材3が着脱可能に配置され、上型21の金型面21aに硬質材3を配置した状態で、キャビティ23内で発泡原料を発泡させ、発泡体を形成するとともに硬質材3のうち、突出部分11以外の部分を該発泡体に固着させることにより、該発泡体から突出部分11が突出されてなる発泡成形体を形成し、上型21の金型面21aには、下型22側に向けて開口し、かつ突出部分11が配置される配置凹部28が形成されるとともに、該金型面21aに沿う方向に延在する回動軸26回りに回動することにより、配置凹部28を下型22側から開閉する回動型27が設けられている。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
ポリウレタン発泡体成形装置
【課題】成形型からのポリウレタン樹脂の漏出を防止しながらも、表面凹みやパンクの発生が十分に防止された発泡成形体を生産性よく、かつ簡便に製造する発泡体成形装置を提供すること。
【解決手段】上型11および下型12を有する成形型10;下型を支持し、空気の注入または排出により下型を上下方向で移動させるエアバッグ20;およびエアバッグ内部の空気圧力を低減させ、発泡成形時に型開けと型締めとを瞬間的に起こす減圧機構50を有することを特徴とする発泡体成形装置。
(もっと読む)
ウレタン発泡シートの製造方法
【課題】厚みが薄い場合においても低密度且つ高発泡倍率で柔らかいウレタン発泡シートを、厚み精度よく製造することが可能なウレタン発泡シートの製造方法を提供すること。
【解決手段】分子末端にNCO基を有するウレタンプレポリマーを含有する組成物を基材上に塗布してシート状の塗膜2を形成すること、前記塗膜に穴あき離型性基材1を接触させること、前記穴あき離型基材1が接触した状態で前記塗膜2を水蒸気に晒すことにより、前記塗膜2を発泡及び硬化させることを含むウレタン発泡シートの製造方法。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
検出装置の製造方法及び検出装置付き部品並びにスロットル制御装置
【課題】金型のキャビティに対する充填樹脂量のばらつきを防止する。
【解決手段】磁気検出部材をインサートして発泡樹脂でモールドすることにより回転角検出装置を成形する金型60に、キャビティ63に連通されかつキャビティ63を流動する溶融した発泡樹脂52の先端部を受入れ可能な捨てキャビティ80が設けられる。金型60を用いて、キャビティ63に溶融した発泡樹脂52を射出、充填し、その発泡樹脂52を発泡させてキャビティ63に充満させるとともに、余剰分の発泡樹脂84を捨てキャビティ80にオーバーフローさせる。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】被成形面にノッチ部を備えた発泡樹脂成形品を製造する場合において、生産性の向上を図りつつ、良好な品質、外観および均一性を備えた成形品を得る。
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
(もっと読む)
発泡成形用金型及び発泡成形品
【課題】発泡成形品の薄肉化された端部に白化傷が発生することを防止できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型に囲まれて発泡成形用のキャビティ14と、このキャビティに順次連続するゲート15及びランナー16等とが形成され、これらのランナー及びゲートを経てキャビティ14内に溶融樹脂1を充填した後、可動型12を固定型11から離反させることで溶融樹脂1を発泡させて発泡成形品4を得る発泡成形用金型10において、キャビティ14を形成する固定型11と可動型12の少なくとも一方には、発泡成形品4の端部5が薄肉となるようにキャビティ14における端部5の成形部分が狭隘部として形成されると共に、端部5におけるゲート15の近傍に対応する位置にリブ6が成形されるようリブ用凹部23が形成されたものである。
(もっと読む)
発泡樹脂成形用金型、発泡樹脂成形品の製造方法及び発泡樹脂成形品
【課題】部分的なコアバックによって発泡樹脂成形を行うに当たり、
外観や部品精度が低下することを抑制し、またコアバックしない部分を型から取り出した際に膨れが生じることを抑制することが可能となる発泡樹脂成形用金型等を提供する。
【解決手段】型内での発泡を促進するコアバック成形に用いる発泡樹脂成形用金型であって、
前記発泡樹脂成形用金型が、少なくとも、コアが移動しない不動コアとコアバック作動する可動コアとで構成され、
前記不動コアと前記可動コアとの境界に、該不動コア側から該可動コア側へ向かって前記型内の容積をなだらかに連続して変化させる領域による容積変化形状部が形成されている。
(もっと読む)
ポリアミド樹脂発泡成形体および自動車用樹脂成形品
【課題】耐熱性に優れかつ充分に軽量で高い耐荷重性を持ち、高い断熱性と耐振動性を発揮しうるポリアミド樹脂発泡成形体を提供する。
【解決手段】ポリアミド樹脂組成物を溶融状態とし、型締めされた複数の金型で形成されるキャビティ内に化学発泡剤および/または超臨界状態の不活性ガスとともに射出充填し、表層に厚み100〜800μmの非発泡スキン層が形成された段階で少なくとも一つの金型を型開き方向へ移動してキャビティの容積を拡大させることにより得られる発泡成形体であり、ポリアミド樹脂組成物が、結晶性ポリアミド樹脂(A)と、非結晶性ポリアミド樹脂(B)と、グリシジル基を1分子あたり2個以上含有し、重量平均分子量4000〜25000であり、かつエポキシ価が400〜2500当量/1×106gであるグリシジル基含有スチレン系共重合体(C)と、無機強化材(D)とを所定の割合で含有する。
(もっと読む)
ダクト入りシートパッドの製造方法及びこれに用いる発泡型
【課題】ダクト経路にエア導入口とエア噴出口がある配風用ダクトを埋設してシートパッドを一体発泡成形する際、発泡原料がエア導入口やエア噴出口からダクト内に侵入するのを阻止できるようにしたダクト入りシートパッド用発泡型を提供する。
【解決手段】一対の分割型からなり、ダクト経路にエア導入口eとエア噴出口64とを有する配風用ダクト6がセットされ、発泡原料mの注入及び型閉じを経て、ダクト6を埋設してシートパッド1を発泡成形するダクト入りシートパッド用発泡型7であって、一の前記分割型の型面76で、エア導入口e又はエア噴出口64に対応する部位に半球状の突部75が設けられ、両分割型の型閉じにより、型内にセットされたダクト6に係るエア導入口e内又はエア噴出口64内へ突部75が入り込んで、そのエア導入口e又はエア噴出口64を塞ぐ。
(もっと読む)
成形用金型の製造方法
【課題】模型の抜き取り時に凹凸模様形成部材が模型の表面から剥がれることがない成形用金型の製造方法を提供する。
【解決手段】本発明は、模型30の表面31の全面又は所定範囲に凹凸模様形成部材40を貼り付け、該模型30から反転型50、該反転型50から成形用金型10,20を製造するにあたり、凹凸模様形成部材40として、凹凸模様を有する原版(例えば、金網)Dの上に敷かれた合成樹脂シート40’を平滑な表面を有するプレス板Bを用いてプレスしたものを用い、該凹凸模様形成部材40を凹凸模様が転写された凹凸面41と反対の平滑面44側で模型30の表面31に貼り付けるようにする。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法を提供する。
【解決手段】成形型を構成する固定型12と可動型13とで囲まれたキャビティ15’に結晶性高分子樹脂の融液A’が充填され、該融液に、物理発泡剤と、発生ガスの積算量が経時的に増加する第2の発泡剤とが混入され、該融液の温度が融点以下、結晶化温度以上である状態で、前記可動型を前記固定型から離間する方向にコアバックさせて前記キャビティの容積を増大させ該キャビティ内の前記高分子樹脂を前記物理発泡剤と前記第2の発泡剤とにより発泡させながら成形すると共に、その成形時に、前記融液に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせて、該融液を配向融液の状態にし、その状態を維持して結晶化させることで、樹脂成形品を製造する。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
超軟質発泡体の製造方法
【課題】液状樹脂をモールド型に注入して、このモールド型を加熱することで発泡体原料を硬化、あるいは発泡硬化させることによる超軟質発泡体の製造方法に関し、通気性に優れ、且つ成形時に金型内での収縮が抑制されることで外観の優れた超軟質発泡体を簡便に製造する方法を提供する。
【解決手段】キャビティー内面に発泡体との接着性が強い剥離型4a,4bの開口部5a,5bと、発泡体の離型性が強い面2、3を有し、且つ、この接着性が強い剥離型4a,4bと離型性が強い面2,3を分離することが可能な構造を持つモールド型1を使用する。
(もっと読む)
発泡成形用金型
【課題】穴形状を利用した発泡成形用金型を適用することにより、金型内の意匠面のエアを効率良く吸引して金型外に排気することができるようにする。
【解決手段】本発明の発泡成形用金型は、可動型3を有する開閉可能な金型に発泡成形用のキャビティ14を形成し、このキャビティ14内に意匠面を設定して、カウンタープレッシャ法を適用することにより溶融樹脂をキャビティ14に供給し、溶融樹脂の発泡成形を行なうものである。発泡成形用金型は、キャビティ14内を意匠面まで貫通する突出し用金型ピン8を設け、この金型ピン8の先端に多孔質金属部材10をキャビティ14内に露出可能に設け、可動型3のコアバック時に、多孔質金属部材10が露出し、意匠面側キャビティ14a内に残る気体を多孔質金属部材10から金型ピン8内を通して金型1外に排気して溶融樹脂を発泡成形し、発泡成形品に穴形状を形成する構成としたものである。
(もっと読む)
41 - 60 / 448
[ Back to top ]