
Fターム[4F202AB02]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 発泡剤・膨張剤 (448)
Fターム[4F202AB02]に分類される特許
61 - 80 / 448
発泡樹脂成形品の成形方法
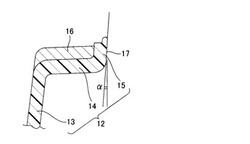
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
発泡樹脂成形型および発泡樹脂成形品

【課題】成形用キャビティ内に従来のものよりもさらに均一に蒸気を送り込むことができるようにした発泡樹脂成形型を提供する。
【解決手段】第1の成形面3には原料フィーダー10が備えられ、第1と第2の成形面4には複数の蒸気穴8が形成されていて、成形用キャビティ6に原料フィーダー10から発泡性樹脂粒子を充填し、複数の蒸気穴8を介して充填した発泡性樹脂粒子に蒸気を接触させることで発泡樹脂成形品を成形するようにした発泡樹脂成形型において、第1の成形面3に原料フィーダー10を配置する場合、第2の成形面4における原料フィーダー10の原料投入口11に対面する場所には、必ず蒸気穴8が存在するように設計する。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
キャビティとコア交換式の発泡フォーム成形金型
【課題】キャビティとコア交換式の発泡フォーム金型を提供すること。
【解決手段】本発明は、固定金型と、前記固定金型方向に水平移送され、型合せされる移動金型とからなり、成形機に着脱する金型において、前記移動金型の前記固定金型に対向する一側面に着脱可能に結合する一つ以上のキャビティと、前記固定金型の前記移動金型に対向する一側面に着脱可能に結合する一つ以上のコアと、前記移動金型に設けられ、前記移動金型と前記固定金型が型合せされる際、前記キャビティと前記コアの間に形成される成形空間に成形品の原料を供給する原料注入器と、前記移動金型に設けられ、前記成形空間で成形された成形品を前記キャビティから分離するための取り出し手段とを含む。
(もっと読む)
拡張成形方法およびトグル式型締装置
【課題】装置の温度変化による熱膨張や熱収縮による影響を受けることがなく、寸法精度の高い発泡成形品を得る拡張成形方法を提供する。
【解決手段】トグル式型締装置(1)において、タイバー(6)に型締力センサ(29)を設け、型締工程において型締力を監視する。金型(15、16)がタッチすると型締力が検出されるので、このときの可動盤(8)の位置を基準型盤位置とする。型締された金型(15、16)内のキャビティ(C)に発泡剤が添加された溶融樹脂を射出後、可動盤(8)を基準型盤位置から相対的な移動量だけ駆動して所定の型開量だけ型開する。溶融樹脂内で気泡が発泡して発泡成形品が得られる。
(もっと読む)
発泡成形体の製造方法
【課題】発泡成形体の重量のばらつきが小さく、かつ、発泡均一性に優れる発泡成形体を提供する。
【解決手段】内部にスクリュを備える成形機のバレル内で前記スクリュ位置を変動させてバレル内の溶融状熱可塑性樹脂の量を所定量計量する計量工程と、前記スクリュを、前記計量工程で計量された射出ストロークの95%以上100%以下となるまで前進させ、前記計量工程で計量された溶融状熱可塑性樹脂を金型キャビティ内に充填する充填工程と、前記充填工程で前進させた前記スクリュの位置を、0.1秒以上2秒以下の間固定又は前進させるスクリュ固定工程と、前記金型キャビティの容積を拡大して充填された溶融情熱可塑性樹脂を発泡させる発泡工程と、を有する。
(もっと読む)
樹脂内装パネル
【課題】外観見栄えを悪化させることなく、かつ成形サイクルが短くスキン層が薄くて触感の良いパッドを備えた樹脂内装パネルを提供する。
【解決手段】側面部7の延出端に基材9が外側に向かって一体に延出する基材延出部分からなる断面略L字状のフランジ部19を基材9を露出させて形成し、フランジ部19に、側面部7延出方向に凹み、パッド13成形時に基材9とパット側成形型105との間のキャビティ114に第二樹脂R2を導入する凹状溝部21をパッド13成形時のパッド側成形型105後退量D2よりも深く形成する。
(もっと読む)
成形型装置
【課題】上型の型抜き方向を容易に変更することができる成形型装置を提供する。
【解決手段】本実施形態の成形型装置10は、基台11と、基台11上に設けられた下型14と、下型14に対して移動可能な上型15と、上型15の移動を行う型抜き機構部13とを備えている。型抜き機構部13は、基台11上に設けられた第一支持壁16と、第一支持壁16に着脱可能に設けられ、直線状に延びている型抜き用長孔26aが形成された第二支持壁17と、伸縮可能なロッド18bを有する駆動シリンダ18と、型抜き用長孔26aに沿って移動可能に設けられ、ロッド18bの先端部および上型15に連結され、ロッド18bの伸縮移動により上型15とともに移動する移動部19と、型抜き用長孔26aの延びている方向と型抜き方向とが一致して配置された第二支持壁17を第一支持壁16に固定する第二支持壁用孔部27および固定ピン28とを有している。
(もっと読む)
シートクッション用成形型、及びその成形型を用いたシートクッションの製造方法
【課題】裏面材の外側に発泡材料が漏れ出すことを抑制できるシートクッション用成形型を提供する。
【解決手段】裏面材10が一体化されたシートクッションを製造するためのシートクッション用成形型のキャビティを形成する型内面には、裏面材10を型内面に取り付けるための複数の取付部3が設けられている。取付部3は型内面から突出するセットピン4と、セットピン4の基端部4aを囲む環状の磁気吸着領域を型内面に形成する磁性部5、6とを備える。
(もっと読む)
ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】低射出率下でも表面外観に優れ、衝撃強度および射出発泡成形性が良好で、大幅な軽量化可能で、リサイクル性も優れたポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法の提供。
【解決手段】特定のMFR値,ダイスウェル比,伸張粘度,第1法線応力差とせん断応力との比を有する直鎖状プロピレン・エチレンブロック共重合体とプロピレン系重合体からなるポリプロピレン系樹脂と、特定の重合方法,MFR,融解ピーク温度Mw/Mn,tanδ曲線が0℃以下にピークを有するプロピレン−エチレンブロック共重合体と、エチレン系エラストマーと、発泡剤を含有するポリプロピレン系樹脂組成物。
(もっと読む)
発泡樹脂成形金型およびこれを用いる発泡樹脂成形法
【課題】複雑な輪郭形状を有する製品についても、スワールマークおよびあばたなどの成形不良を発生させることなく、カウンタープレッシャー法により良好な発泡樹脂成形製品を与える。
【解決手段】互いに当接させた可動型と固定型間に形成されたキャビティに発泡剤を含む溶融樹脂を射出し、当接位置から金型を後退させた中間位置で樹脂を発泡させた後、樹脂を硬化させる発泡樹脂成形金型において、キャビティの外周面およびその延長方向とは異なる位置に可動型と固定型の相対摺動界面を設け、該相対摺動界面に弾性シール部材を設けたことを特徴とする発泡樹脂成形金型。この金型を用いて発泡後の真空吸引を伴うカウンタープレッシャー法による発泡樹脂成形を行う。
(もっと読む)
スキンレスフォームローラ、その製造方法およびその成形金型
【課題】スキンレスフォームローラの表面に良好な開口性を付与し開口性を持続して与えるに足る複合皮膜層を有した成形金型、ならびにその成形金型を用いた画像不良の発生を長期に抑制できるスキンレスフォームローラおよび効率の良いその製造方法を提供すること。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
(もっと読む)
ローラ成形型
【課題】成形後におけるエア抜き用通路内の発泡体の除去が容易であって、かつ、型内の圧力保持効果を確実に得ることができるローラ成形型を提供する。
【解決手段】シャフトと、その外周に担持された発泡体層とを備えるローラの成形に用いられ、円筒状の型本体1と、型本体1の上端を閉塞する上部キャップ2と、型本体1の下端を閉塞する下部キャップとを備えるローラ成形型である。上部キャップ2の周面上に、ローラ軸方向に延びる少なくとも1本の溝3が形成され、かつ、溝3が、成形型1の内部および外部に開口するとともに、少なくとも1箇所に絞り部4を有する。
(もっと読む)
シール構造
【課題】例えば発泡樹脂成形におけるように、シール部の形成前後において、弾性シール部材の大なる変形が要求される場合にも、弾性シール部材の耐久性の低下あるいはシール性の低下を緩和ないし防止できるようにしたシール構造を与える。
【解決手段】それぞれの当接面を介して互いに当接されることによりシール部を形成する一対の金型部材の少なくとも一方の当接面に弾性シール部材の収容溝を形成し、且つ該収容溝の側縁に、より浅い付加収容溝を設けることにより、前記一対の金型部材の当接位置ならびに該当接位置より後退した中間位置においてもなおシール部を形成するように構成したことを特徴とする発泡樹脂成形金型用シール構造。
(もっと読む)
発泡性樹脂組成物及びこれを用いた射出発泡成形品の成形方法
【課題】 本発明は、射出発泡成形、特にコアバック法によって剛性及び耐衝撃性に優れた射出発泡成形品を得ることができる発泡性樹脂組成物及びこれを用いた射出発泡成形品の成形方法を提供する。
【解決手段】 本発明の発泡性樹脂組成物は、ポリプロピレン系樹脂100重量部、エチレン−エチレン/ブチレン−エチレンブロック共重合体5〜10重量部及び発泡剤を含有することを特徴とするので、射出発泡成形時に発泡に適した溶融粘度を発現し、得られる射出発泡成形品は、優れた外観を有していると共に、耐衝撃性及び剛性に優れ、特に厚みが薄くても、優れた耐衝撃性及び剛性を維持し優れた軽量性をも有している。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
合成樹脂発泡成形品の製造方法及び成形金型
【課題】 合成樹脂発泡成形品の製造において、欠肉等の充填不良の発生を可及的に防止して、複雑な形状の成形品であっても、効率的かつ安定した製造を可能にする合成樹脂発泡成形品の製造方法及び該製造方法を実施するための成形金型を提供する。
【解決手段】 合成樹脂発泡材料を金型内に注入し発泡硬化させて、所定形状の合成樹脂発泡成形品を得るに際し、上記金型のキャビティと連通する発泡ガス収容空間部を設けると共に、更にこの発泡ガス収容空間部に内圧が所定圧を超えた時に容積を拡大する圧力制御手段を付設し、上記発泡材料の発泡中に発生するガスを上記発泡ガス収容空間部に排出収容すると共に、該発泡ガス収容空間部の内圧が所定圧を超えた時に上記圧力制御手段により該発泡ガス収容空間部の容積を拡大し、金型キャビティ内の充填不良の発生を防止することを特徴とする合成樹脂発泡成形品の製造方法。
(もっと読む)
61 - 80 / 448
[ Back to top ]