
Fターム[4F202AB02]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 発泡剤・膨張剤 (448)
Fターム[4F202AB02]に分類される特許
81 - 100 / 448
工具保持具、及びその製造方法
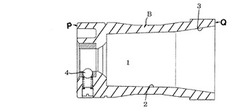
【課題】リサイクル性に優れたものとする為に工具保持具を熱可塑性樹脂製のものとし、この時、工具保持具の成形時に生ずるヒケが小さく、工具保持具の寸法精度は高く、工具保持具の工具装入部(保持部)の真円度は高く、収納された工具のガタツキ度合いが小さな工具保持具を提供することである。
【解決手段】工具挿入部を有する発泡繊維強化熱可塑性樹脂製の工具保持具の製造方法であって、繊維強化熱可塑性樹脂を含有する材料を射出する射出工程と、前記材料を発泡させる発泡工程とを具備してなり、
前記射出工程における前記材料の射出ゲート位置が前記工具保持具の工具挿入部開口側とは反対側の位置である。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
成形用金型、成形方法及び該方法を用いて成形された成形品

【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
発泡成形体の成形方法
【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
架橋ポリオレフィン系樹脂発泡体の製造方法及び成形金型
【課題】側面にテーパーの無い架橋ポリオレフィン系樹脂発泡体を容易、安価に製造する。
【解決手段】ベース体11上に第1〜第4分割スライド体21〜24をスライド可能に設け、第1〜第4分割スライド体21〜24を枠形状に組み合わせて第1〜第4分割スライド体21〜24内に発泡性樹脂組成物48を充填し、上蓋体で第1〜第4分割スライド体21〜24に蓋をして加熱、加圧することにより発泡性樹脂組成物の発泡剤の分解及び架橋反応を進行させ、その後に第1〜第4分割スライド体21〜24から上蓋体を離すと共に、第1〜第4分割スライド体21〜24を分離させて枠形状の外方へスライドさせることにより、膨張した架橋ポリオレフィン系樹脂発泡体を成形金型から取り出す。
(もっと読む)
インストルメントパネル部材及び成形型
【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
コアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品
【課題】型製作費を抑えつつ容器状発泡成形品の側壁の先端面に玉縁を設けることが可能なコアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品を提供する。
【解決手段】本発明に係るコアバック式発泡樹脂成形型21は、側壁52の先端縁(先端厚肉部53)を成形するための厚肉成形部24Bと、側壁52の先端縁以外の部分(側壁主体部54)を成形するための側壁主体成形部24Bとをキャビティ24に備えている。このキャビティ24に溶融樹脂を充填して成形型21をコアバックさせると、厚肉成形部24Bにて成形された先端厚肉部53の端面が隆起して玉縁55が形成される。即ち、成形型21に玉縁用の溝を形成しなくても玉縁55を形成することができ、成形型21の型製作費を抑えることができる。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】煩雑な手作業を解消し、容易に製造することが可能な樹脂成形品および樹脂成形品の製造方法を提供することである。
【解決手段】樹脂40で成形された表面層4と裏面層5を有し、表面層4と裏面層5が一体に成形された樹脂成形品1において、裏面層5は木粉混入ポリウレタン樹脂発泡体60からなる。表面層4を成形する表面層成形工程と、裏面層5を成形する裏面層成形工程を有し、上型と下型からなる成形型に樹脂40を注入して、表面層4と裏面層5を一体に成形する樹脂成形品1の製造方法において、裏面層成形工程に用いる樹脂40は、木粉混入ポリウレタン樹脂50である。
(もっと読む)
シート用パッドの製造方法およびシート用パッド
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
成形体の製造方法
【課題】歪が小さい成形体の製造方法を提供する。
【解決手段】第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接する非発泡層13とを有する積層体1を加熱し(工程(1))、加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型4内に配置し(工程(2))、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面410との間に空隙を生ずるように、成形型を密閉し(工程(3))、次いで、キャビティ41内を減圧状態とし、積層体を膨張させ(工程(4))、次いで、以下の(i)、(ii)、(iii)、(iv)のいずれかの温度条件で膨張させた積層体にプレス操作を開始し、所定の形状となるまでプレスし(工程(5))、前記プレスされた積層体が固化した後、成形型を開いて成形体3を取り出して(工程(6))、成形体を製造する。
(もっと読む)
成形金型及び樹脂成形品
【課題】 凹状部B1が成形空間A内に位置するように開口部5に嵌挿部材Bが嵌挿された状態であっても、凹状部B1に成形材料が入り込むのを防止することができ、成形品を離型させる際に、成形品が損傷するのを防止することができる成形金型を提供することを課題とする。
【解決手段】 成形材料が充填される成形空間Aを形成する成形壁部4を備え、該成形壁部4には、成形壁部4を貫通して前記成形空間Aに連通する開口部5が形成され、該開口部5は、前記成形空間Aで成形される成形品の離型方向に対して交差する方向に開口する凹状部B1が形成された嵌挿部材Bを嵌挿可能に構成されている成形金型1において、前記凹状部B1の少なくとも一部が成形壁部4よりも成形空間側に位置するように前記嵌挿部材Bが開口部5に嵌挿された状態で、成形空間A側に位置する凹状部B1を閉塞する閉塞部4aが成形壁部4の成形空間A側の開口端部から突出するように形成されていることを特徴とする。
(もっと読む)
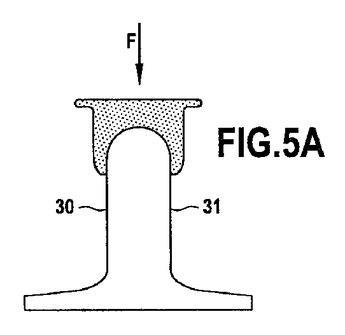
フック部を有するオーバーモールド部材および、台座部を含む型とのアセンブリ
第1に、オーバーモールドして成形品にするようデザインされ、フック部を有するオーバーモールド部材であって、2つの先端側壁部および底部によって規定される開口内部空間を形成し、部材から出ているフック部が底部から突出するオーバーモールド部材と、第2に、内部ボリュームを規定する内壁部を有する型であって、内部ボリュームが型の中でモールディングによって形成する物品と同じ形状をしており、少なくとも1つの台座部が内壁部から内部ボリュームの中へと突出しており、オーバーモールド部材が、成形用発泡体を成形している間、台座部と接触し、台座部が、2つの対向する外側面を有するレール形状部分を含む型とを備えるアセンブリであって、発泡体を成形している間、先端側壁部と外側面の間にフック部が介在することなく、オーバーモールド部材のそれぞれの先端側壁部が、それぞれの対向する外側面と接触しする、アセンブリ。
 (もっと読む)
(もっと読む)
金型装置
【課題】よりシンプルな構成によって、発泡成形体をスムーズに取外すことにある。
【解決手段】第二型22に、発泡成形体6Pを保持可能な保持部40を設けて、キャビティ24内で発泡成形体6Pを成形したのち、発泡成形体6Pを第二型22に保持しつつ、第一型21から第二型22を離すとともに、発泡成形体6Pが、その自重により、保持部40の配置位置(22f)とは異なる第二型22の部位(22s)から離間する構成とした。
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
金型装置
【課題】比較的シンプルな構成によって、キャビティ内のガスを逃すことにある。
【解決手段】第一型21と第二型22の少なくとも一方が、キャビティ24を密閉可能な密閉部材30を有するとともに、密閉部材30が、第一空間部41と第二空間部42の少なくとも一方を有し、第一型21と第二型22を型閉じした状態で、第一空間部41が、密閉部材30のキャビティ24を臨む一側に形成されてキャビティ24に通じ、第二空間部42が、密閉部材30内に形成されてキャビティ24に通じる構成である。
(もっと読む)
81 - 100 / 448
[ Back to top ]