
Fターム[4F202AB03]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 架橋剤・加硫剤・硬化剤 (374)
Fターム[4F202AB03]に分類される特許
61 - 80 / 374
空気入りタイヤ及びその加硫用金型
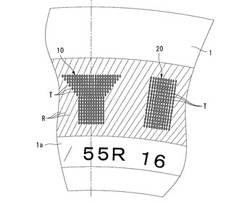
【課題】サイドウォールの外表面に設ける標章やサイズ表示や装飾のための文字又は図形を目立たせることのできる空気入りタイヤ及びその加硫用金型を提供する。
【解決手段】各文字10や各図形20がサイドウォール1の外表面1aから突出している複数の凸部Tの集合によって形成され、各文字10や各図形20内で複数の凸部Tが複数列に並ぶように配置され、各列内でその並設方向における各凸部Tの寸法Lが、「Y」の字を構成する文字骨格線BLに向かって徐々に大きくなるように構成されていたり、各図形20の幅方向外側から内側に向かって徐々に大きくなるように構成されていたりするので、各凸部Tのサイドウォール1の外表面1aからの高さ寸法が互いに同等である場合でも、並設方向寸法Lの大きい凸部Tが並設方向寸法Lの小さい凸部Tよりも手前側に見える視覚的効果を生ずる。
(もっと読む)
タイヤ加硫用ブラダー

【課題】材料コストの上昇や生産効率の低下を招くことなく、タイヤの外観品質を向上させる。
【解決手段】ゴム状弾性体からなり、かつ未加硫タイヤの内腔内で膨張することにより、該未加硫タイヤを加硫金型の金型面に押し付けて加硫成形するためのタイヤ加硫用ブラダーであって、膨張可能な筒状のブラダー本体と、そのタイヤ軸方向両外側に配される両端部とからなり、かつ少なくとも前記ブラダー本体は、内圧が充填される側の内層部と、未加硫タイヤの内腔面に接する側の外層部とからなるとともに、前記内層部のゴム硬度Hsiを、前記外層部のゴム硬度Hsoよりも大とした。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
タイヤ加硫用ブラダー
【課題】従来よりも、タイヤの成形性に優れ、かつ、エア入り等の不具合を改善することができるタイヤ加硫用ブラダーを提供する。
【解決手段】タイヤを金型との間に挟み込み、膨張することでタイヤを金型に押圧するタイヤ加硫用ブラダーである。タイヤ加硫用ブラダー1のトレッドセンター部に当接する部分に凹部2を有し、かつ、タイヤ加硫用ブラダー1のブラダー幅方向長さをWとしたとき、凹部2のブラダー幅方向の長さWaが0.6W〜0.9Wである。
(もっと読む)
空気入りタイヤの成形方法および装置
【課題】成形ユニットを用いてグリーンタイヤを成形する際に、ターンアップした部材を強固に圧着できる空気入りタイヤの成形方法および装置を提供する。
【解決手段】外周面にグリーンタイヤを装着したまま加硫用モールドの中に配置される成形ユニット3の成形ブラダ4を収縮させた状態にして、バンド部材11を外嵌するように配置し、バンド部材11の外周側所定位置に規制リング7を少なくとも3つ配置して成形ブラダ4を膨張させつつ、一対のブラダ保持部5の間隔を小さくして、すべての規制リング7でバンド部材11の膨出量を規制して、バンド部材11の両端部をターンアップした後、両端側の規制リング7を退避させて、残りの規制リング7だけでターンアップを行なって形成した中間グリーンタイヤG1に外嵌するように配置したベルト部材を、成形ブラダ4を膨張させて中間グリーンタイヤG1の外周面に貼り合わせる。
(もっと読む)
超軟質発泡体の製造方法
【課題】液状樹脂をモールド型に注入して、このモールド型を加熱することで発泡体原料を硬化、あるいは発泡硬化させることによる超軟質発泡体の製造方法に関し、通気性に優れ、且つ成形時に金型内での収縮が抑制されることで外観の優れた超軟質発泡体を簡便に製造する方法を提供する。
【解決手段】キャビティー内面に発泡体との接着性が強い剥離型4a,4bの開口部5a,5bと、発泡体の離型性が強い面2、3を有し、且つ、この接着性が強い剥離型4a,4bと離型性が強い面2,3を分離することが可能な構造を持つモールド型1を使用する。
(もっと読む)
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
レンズの製造方法及び製造装置、該製造方法により製造されたレンズ、該レンズを備えるレンズユニット
【課題】エネルギー硬化性の樹脂をレンズに成形する成形型の隙間に樹脂が浸入するのを防止し、隙間への樹脂の浸入に起因する種々の不都合を解消する。
【解決手段】上型51及び下型52、並びに前記上型51及び前記下型52の周囲を囲む胴型53を含む成形型を用い、エネルギー硬化性の樹脂Mでレンズ20を製造する方法であって、前記供給工程で供給される前記樹脂Mは、前記成形工程で所定の間隔とされた前記上型51の成形面と前記下型52の成形面と前記胴型53の内周面とで囲まれるキャビティの容積未満の量であり、硬化エネルギーの一部を供給して半硬化状態にする。
(もっと読む)
更生タイヤ製造方法
【課題】タイヤサイドに乱流発生用凹凸部を有する更生グリーンタイヤを、乱流発生用凹凸部の変形を抑制しつつ更生して更生タイヤを製造する更生タイヤ製造方法を提供する。
【解決手段】本発明に係る更生タイヤ製造方法は、タイヤサイドに乱流発生用凹凸部を有し、かつ突部の高さをHa、ピッチをPa、幅をWaとしたときに、1.0≦Pa/Ha≦50.0、且つ1.0≦(Pa−Wa)/Wa≦100.0の関係を満足する更生グリーンタイヤを、突部が挿入される凹み部を備える更生用モールドを使用して更生タイヤを製造する方法であって、更生用モールドの凹み部の深さをHb、ピッチをPb、幅をWbとしたときに、Hb>=1.3Ha、Wb>=1.3Wa、Pb=Paの関係を満足する更生用モールドを使用する加硫工程を含む。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】基板に表面実装した半導体素子を樹脂封止した成形品を、金型から離型する際に生じ得る基板の破損を防止し、歩留まりの高い樹脂封止金型装置および樹脂封止方法を提供する。
【解決手段】キャビティブロック63の上面に設けたキャビティ部68に樹脂封止材料を注入するとともに、プリント基板1に表面実装した半導体素子を投入して樹脂封止する樹脂封止装置である。特に、前記キャビティブロック63と保持装置90の下面に設けた当接部材98とで挟持した前記プリント基板1を、前記キャビティブロック63からトランスファーピン66で突き出し、離型する。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
空気入りタイヤ及びその加硫用金型
【課題】サイドウォールの外表面に生ずる凹凸を目立たなくすることができ、さらにタイヤの装飾性を向上することのできる空気入りタイヤを提供する。
【解決手段】この空気入りタイヤは、サイドウォール1の外表面にタイヤ周方向に帯状に延びる装飾部2に第1及び第2リッジグループ10,20が設けられ、各リッジグループ10,20がそれぞれリッジRの束から成るとともに、各リッジグループ10,20がそれぞれ全体としてタイヤ周方向に延びる波形状に形成され、各リッジグループ10,20が互いにタイヤ周方向の複数箇所で交差しているので、タイヤ径方向に延びる複数のリッジ30が装飾部2の全面に亘って設けられて各リッジ30がタイヤ周方向に規則正しく等間隔に配置されている場合等と比較し、装飾部2が目立ち、タイヤの装飾性を向上することができる。
(もっと読む)
原版、及びそれを用いた物品の製造方法
【課題】目標とする形状に変形させるのに有利な原版を提供する。
【解決手段】転写されるパターンを有する原版であって、この原版は、負の実効ポアソン比を有する。又は、この原版は、石英板の実効ポアソン比より小さい実効ポアソン比を有する。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
防振ゴムの製造方法
【課題】防振ゴムの製造方法において、外筒体の筒軸方向両端面へのゴムの侵入を抑え、且つ、ゴム弾性体の耐久性を向上させる。
【解決手段】第1パイプ部材23及び第1外筒体13と、これらの間に成形された第1ゴム弾性体33とを備えたトルクロッド1の製造方法である。第1ゴム弾性体33を加硫成形する際、下型71及び上型81に形成された、第1外筒体13の筒軸方向の端面13cと非平行な押圧部81aを、当該第1外筒体13の開口部の内周エッジに押し当てて、当該内周エッジを面取りすることにより、当該第1外筒体13の筒軸方向の端面13cへのゴムの侵入を抑え、且つ、第1外筒体13の筒軸方向の端面13cと第1ゴム弾性体33の外周縁における筒軸方向端53bとの間に段差を設ける。
(もっと読む)
トレッド製造装置
【課題】所定長さのトレッドを複数段重畳して同時に加硫成型するときに、トレッドの踏面と非踏面との加硫の進行に差を生じさせ、かつ、重畳する全てのトレッドの加硫の進行を均一にすることができるトレッド製造装置を提供する。
【解決手段】トレッドの踏面を成型する成型面を有する踏面金型、及び、トレッドの踏面と反対側の非踏面を成型する非踏面金型により閉塞された成型空間を有するモールドと、踏面金型を加熱する第1加熱手段と、非踏面金型を加熱する第2加熱手段とを備え、成型空間内に配置される未加硫トレッドを加硫成型するトレッド製造装置であって、第1加熱手段により加熱される踏面の温度が、第2加熱手段により加熱される非踏面の温度とは異なるように設定されるようにした。
(もっと読む)
スタッダブルタイヤの製造方法及びタイヤモールド
【課題】スタッド保持性能を確保しつつ穴割れを抑制することのできるスタッダブルタイヤの製造方法とスタッダブルタイヤの加硫処理に用いられるタイヤモールドを提供する。
【解決手段】タイヤトレッドにスタッド穴が形成されたスタッダブルタイヤを製造する際に、タイヤモールド10として、周方向端部側に径が一定の円柱状のモールドピンであるストレート型のモールドピン14Aが配置され、中心側に胴部14aの先端側に設けられる径が胴部14aの径よりも大きなフランジ部14bを有するフラスコ型のモールドピン14Bが配置された複数のセクターモールド12を備えたタイヤモールド10を用いて生タイヤ20を加硫成形した。
(もっと読む)
タイヤ加硫用金型
【課題】エア排気のための隙間の補修作業を、隙間量のバラツキを生ずることなく、少ない工程で高効率かつ容易に行うことが可能なタイヤ加硫用金型を提供する。
【解決手段】タイヤ周方向に複数個のピース1が配列されてなる分割金型を複数個備えるピース式のタイヤ加硫用金型である。ピース1のタイヤ周方向端面に、シム2が貼り付けられている。ピース1のタイヤ周方向端面のうちタイヤ幅方向の少なくとも一部において、シム2が貼り付けられていない部分が存在し、シム2の貼り付けられていない部分により、ピース1と隣接するピース1との間でエア排気経路4が形成されていることが好ましい。
(もっと読む)
空気入りタイヤの製造方法及び成形装置
【課題】中子及びビードリングの形状を改善することにより、ユニフォミティに優れた空気入りタイヤの製造方法を提供する。
【解決手段】少なくともビード部4のタイヤ内腔面4iを成形するビード内腔成形面9cを有する中子Nと、この中子Nにタイヤ軸方向外側から装着されかつビード部4の底面4sを成形するビード底成形面10aを有するビードリングM3とを含む成形装置を用いて加硫工程が行われる。中子Nは、ビード内腔成形面9cのタイヤ半径方向の内縁9ceからタイヤ軸方向内側に曲がってのびることによりタイヤ半径方向内側を向く内向き面14を有した凹部17を具える。ビードリングM3は、ビード底成形面10aのタイヤ軸方向の内側に連なりかつ凹部17に挿入される突起18を具える。
(もっと読む)
61 - 80 / 374
[ Back to top ]