
Fターム[4F202AB03]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 架橋剤・加硫剤・硬化剤 (374)
Fターム[4F202AB03]に分類される特許
21 - 40 / 374
空気入りタイヤの製造方法
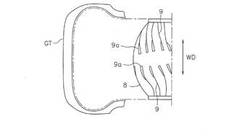
【課題】乗心地性能を損なうことなく、空洞共鳴によるロードノイズを低減できる空気入りタイヤの製造方法を提供すること。
【解決手段】タイヤ幅方向に沿って延在する複数本の細溝9がタイヤ周方向に間隔を置いて形成されたブラダー8をグリーンタイヤGTに挿入する。グリーンタイヤGTを加硫成形する際に、膨張させたブラダー8をグリーンタイヤGTの内面に押し当てて、細溝9を局部的に深く且つ幅広にしてなる凹所9aにゴムを入り込ませて、トレッド部に埋設されたベルト層の端部よりもタイヤ幅方向内側となる領域に複数の突起を形成する。その複数の突起は、タイヤ内面から突出しつつタイヤ幅方向に延在し且つタイヤ周方向に間隔を置いて形成される。
(もっと読む)
タイヤの製造方法

【課題】中子本体を濡らすことなく該中子本体と加硫タイヤとを迅速に冷却する。
【解決手段】加硫金型から取り出された加硫タイヤ付きの剛性中子を冷却する冷却工程とを具える。この冷却工程は、水の微細ミストを、加硫タイヤの外表面に噴霧するタイヤ噴霧と、前記中子本体の露出面に噴霧する中子噴霧とからなる。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
剛性中子
【課題】剛性中子を、ボルトを用いることなく高精度かつ安定して効率よく組み立て、分解する。
【解決手段】タイヤ周方向に分割された複数の中子セグメントからなる中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され、内側面間で前記中子本体を挟んで保持することにより各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。コアの外周面に第1の蟻継ぎ部が形成され、かつ各中子セグメントの内周面に、第1の蟻継ぎ部に係合する第2の蟻継ぎ部が形成される。一方側の側板は、コアの一方側の端部が固定され、他方側の側板とコアとはボールロック機構を有する連結手段により着脱自在に取り付く。
(もっと読む)
熱硬化性樹脂複合体の製造方法及び製造用金型
【課題】複数の熱硬化性樹脂成型体を鉛直方向に沿って延びる複合面で複合させた熱硬化性樹脂複合体であっても、複合面に変形や亀裂が生じにくく、複合面を成形する複合面成形金型の取り外しが容易な熱硬化性樹脂複合体の製造方法及び製造用金型を提供する。
【解決手段】複数の熱硬化性樹脂成型体1,2を鉛直方向に沿って延びる複合面3で複合させた熱硬化性樹脂複合体Cの製造方法であって、第1金型10の第1キャビティ14に第1樹脂原料液を注入し、加熱硬化させて第1成型体1を成形する工程と、複合面成形金型131,132を、第1樹脂原料液のタックフリータイム経過後、複合面3に対して平行以外の方向に取り外す工程と、複合面3との間に第2キャビティ21が形成されるように第2金型20を配置する工程と、第2キャビティ21に第2樹脂原料液を注入し、加熱硬化させて第2成型体2を成形すると同時に第1成型体1と複合させる工程とを備える。
(もっと読む)
剛性中子
【課題】中子本体による内側加熱を、熱流体の漏れを確実に防止しつつ、金型投入時、各チャンバー室への熱流体の接続作業を不要として剛性中子の加硫金型内への装着を容易とする剛性中子の提供。
【解決手段】タイヤ周方向に分割された複数の中子セグメント9からなる中子本体3と、中子本体3の中心孔に内挿される円筒状のコア5と、前記中子本体3の軸心方向両側に配される一対の側壁体6L、6Uとを具える。コアの外周面に第1の蟻継ぎ部16が形成され、かつ各中子セグメント9の内周面に第2の蟻継ぎ部17が形成される。各前記中子セグメント9の内部に気密なチャンバー室が形成され、かつ中子セグメント9の軸心方向一方側の側面に、前記チャンバー室に導通する中子側コネクタの接続口を開口させる。
(もっと読む)
剛性中子
【課題】剛性中子を、ボルトを用いることなく高精度かつ安定して効率よく組み立て、分解する。
【解決手段】タイヤ周方向に分割された複数の中子セグメントからなる中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され、内側面間で前記中子本体を挟んで保持することにより各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。コアの外周面に第1の蟻継ぎ部が形成され、かつ各中子セグメントの内周面に、第1の蟻継ぎ部に係合する第2の蟻継ぎ部が形成される。一方側の側板は、コアの一方側の端部が固定され、かつ他方側の側板は、前記コアの中心孔に設ける内ネジ部に螺入しうるボス部を突設する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 エアシール性を十分に確保しながらリム組み作業性を改善することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のビード部3のヒールに面取り部4を形成し、該面取り部4の深さをタイヤ周方向に沿って徐々に変化させる。
(もっと読む)
空気入りタイヤ及び空気入りタイヤの製造方法
【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】空気入りタイヤ1は、円筒形状かつ金属であって、少なくとも径方向の外側面が粗面である環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に向かって設けられてトレッド部となるトレッドゴム層11と、ゴムで被覆された繊維を有し、環状構造体10とトレッドゴム層11とを含む円筒形状の構造体2の中心軸(Y軸)と平行な方向における両側2Sに少なくとも設けられるカーカス部12と、を含む。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの加硫工程において、インナーライナーを損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行なうとともに、エアーイン、屈曲亀裂性調整、転がり抵抗、および操縦安定性において優れた性能を示す空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、複数のベントラインを備えるタイヤ加硫用ブラダーを用いるものであって、該空気入りタイヤは、インナーライナーを内面に備え、該インナーライナーは、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層を含み、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントラインと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントラインとを含むことを特徴とする。
(もっと読む)
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
空気入りタイヤの製造方法
【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】円筒形状の環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に沿って設けられてトレッド部となる未加硫のゴム層11Gと、ゴムで被覆された繊維を有し、環状構造体10と未加硫のゴム層11Gとを含む円筒形状の構造体2の幅方向両側に少なくとも設けられるカーカス部12と、を含む空気入りタイヤのグリーンタイヤ1Gを、加硫金型20の内部に配置する。加硫金型20は、環状構造体の幅方向内側の位置でサイドプレート20Sa、20Sbとセクター20Cとが分割されている。次に、サイドプレート20Sa、20Sbを閉じた後、セクター20Cを閉じる前に、グリーンタイヤ1Gの内部のブラダー21を昇圧させる。そして、セクター20Cを閉じて加硫を開始する。
(もっと読む)
成形金型及びローラ製造方法
【課題】振れ精度の高いローラを高い歩留まりで製造できる成形金型及びローラの製造方法を提供すること。
【解決手段】軸体が内部に配置される管状金型11と、管状金型11の両端部それぞれに装着され、軸体を保持する保持穴34及び44を有する端部金型13及び14とを備え、保持穴34及び44は、その底部に、軸体の端部に形成された面取り部の面取り形状と同種の面取り形状を有し、内径が徐々に小さくなる環状先細面39及び45が配置されている成形金型1、並びに、両端部それぞれに面取り部を有する軸体の外周面に弾性層を備えたローラを製造する製造方法であって前記面取り部をその面取り形状と同種の面取り形状を有し、面取り部に向かって内径が徐々に大きくなる環状先細面39及び45で保持する工程を有するローラの製造方法。
(もっと読む)
タイヤ加硫装置及びタイヤ製造方法
【課題】未加硫タイヤを加硫するときに、加硫モールドと加硫リングの間に隙間が生じるのを防止する。
【解決手段】加硫リング21は、未加硫タイヤ90のビード部91に装着される。加硫モールド10は、未加硫タイヤ90と加硫リング21を収容する。嵌合部15は、加硫モールド10の内周に設けられて加硫リング21が嵌合する。嵌合部15は、加硫モールド10内に向かって次第に拡がる環状の傾斜面15Aを有する。加硫リング21は、嵌合部15よりも温度が低いときに、傾斜面15Aに隙間なく嵌合する傾斜した外周面21Aを有する。加硫リング21は、温度の上昇に伴う熱膨張により傾斜面15Aに沿って変位する。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも充填材と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がセラミック系材料またはフッ素系材料から構成され、特定の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
金型製造方法及び金型
【課題】小型で高品質のレンズや当該レンズを成形可能なレプリカ型等を、高精度に成形することが可能となる金型の製造方法、及びその金型を提供すること。
【解決手段】本技術に係る金型製造方法は、ベースに孔を形成することを含む。前記ベースの孔に、第1の部材が有する孔が所定の位置となるように、前記第1の部材が所定の回転位置で挿入される。前記第1の部材の孔に、第2の部材が有する成形領域が所定の位置となるように、前記第2の部材が所定の回転位置で挿入される。
(もっと読む)
テンプレート、テンプレートの表面処理方法、テンプレート表面処理装置及びパターン形成方法
【課題】生産性の高いパターン形成方法を実現するテンプレート、テンプレートの表面処理方法、テンプレートの表面処理装置及びパターン形成方法を提供する。
【解決手段】実施形態によれば、凹凸パターンが設けられた転写面を有し、前記凹凸パターンの凹部に、光によって硬化する前の状態の光硬化性樹脂液を充填し、前記光によって前記光硬化性樹脂液を硬化させて形成される樹脂の表面に前記凹凸パターンを反映した形状を形成するためのテンプレートが提供される。前記テンプレートは、基材と、表面層と、を備える。前記基材は、凹凸が設けられた主面を有し、前記光硬化性樹脂液が硬化する光に対して透過性である。前記表面層は、前記基材の前記凹凸を覆い、前記凹凸の形状を反映した前記凹凸パターンを形成する。前記表面層の、前記光によって硬化する前の状態の前記光硬化性樹脂液に対する接触角は30度以下である。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、間にスリット28を形成しつつ並列された複数の板状ピース13、14を有するブロック6と、ブロック6が嵌合されうる凹所21を有するホルダ5と、凹所21に嵌合されたブロック6を凹所21に対して着脱可能に固定する固定部材とを備えており、この固定部材が、ホルダ5を貫通してブロック6のピン穴19に係合しうる固定ピン20であり、固定ピン20を緩めることにより、ブロック6のホルダ5への嵌合及び取り外しが可能となる。
(もっと読む)
ブレード部材の製造方法及び製造装置
【課題】電子写真装置用ブレードのポリウレタン樹脂製のブレード部材を個別に間欠的に製造する方法を提供する。
【解決手段】少なくとも一つの成型溝を形成した成型ドラム、それに当接したエンドレスベルトを用いたブレード部材の製造装置を用い、該成型溝は、成型されるブレード部材の大きさ形状を有しており、かつ、成型ドラム回転方向に対して平行又は直交して設けられており、ポリウレタン樹脂原料はエンドレスベルト上にブレード部材相当量が間欠的に吐出され、成型ドラムの回転に伴い、該原料が成型溝とエンドレスベルトに挟まれ、さらにそこで加熱硬化されてブレード部材となり、さらに、成型ドラムが回転し、ブレード部材の脱型位置で脱型手段により取り出される。なお、ポリウレタン樹脂原料の吐出及びブレード部材の脱型は成型溝の位置を検出して行われる。
(もっと読む)
21 - 40 / 374
[ Back to top ]