
Fターム[4F202AB03]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 架橋剤・加硫剤・硬化剤 (374)
Fターム[4F202AB03]に分類される特許
121 - 140 / 374
樹脂注入成形品
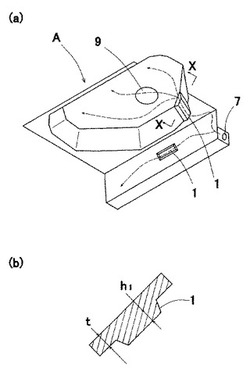
【課題】ボイドの発生を防いで優れた外観性を有し、作業効率よくかつ安定して製造可能な樹脂注入成形品を提供する。
【解決手段】上下金型によって製造される樹脂注入成形品であって、該上下金型には成形品の裏面側に細長形態の厚肉部1が隆起するようにキャビティ加工されるとともに、上記キャビティの細長厚肉部形成部の基端は樹脂注入口7に向けて設けられ、他端は注入口7からの距離dが遠い末端部に向けて設けられ、上記上下金型を用いて加圧注入方式により製造されてなる樹脂注入成形品A。
(もっと読む)
加硫機および加硫体の製造方法

【課題】予備加熱工程時のガスの熱膨張による体積膨張分を、特別な操作を行わず簡便に吸収する。
【解決手段】未加硫体が収容される加硫モールド11と、加硫モールド11内にガスを供給する第1供給経路12と、第1供給経路12に接続されるとともに加熱手段13が配設され、第1供給経路12に供給される前のガスを流通させて加熱する加熱経路14と、第1供給経路12と加熱経路14とを連通、遮断する第1開閉バルブ15と、加熱経路14とガス供給源16とを接続する第2供給経路17と、加熱経路14とガス供給源16とを連通、遮断する第2開閉バルブ18と、を備え、第1開閉バルブ15を閉じ、かつ第2開閉バルブ18を開いた状態で、加熱経路14内でガスを流通させることにより、該ガスを第1供給経路12に供給する前に予め加熱する。
(もっと読む)
円環状部材の製造装置及び製造方法
【課題】加硫後の円環状部材を剛体コアから破損させずに容易に取り外す。
【解決手段】剛体コア30の円環状をなす外周の一部に、拡径方向に変位する変位部材33を設ける。剛体コア30の外周に円環状の未加硫ゴム部材を配置し、剛体コア30に配置された未加硫ゴム部材を加硫して円環状部材を製造する。剛体コア30の外周から変位部材33を拡径方向に変位させて、円環状部材が配置された剛体コア30の外周の一部を拡径させ、剛体コア30から円環状部材を剥離させて、円環状部材を剛体コア30の外周から取り外す。
(もっと読む)
電動シリンダ、及び、その電動シリンダを備えたタイヤ加硫機の中心機構
【課題】ネジ軸に対するナット部材の回り止めを容易に行なう。
【解決手段】電動シリンダは、円筒形状の内周面を有するチューブ77と、チューブ77内に配置され、内周面の中心軸線C1と平行で且つ当該中心軸線C1に対して偏心した位置に配置される回転軸線C2を有するネジ軸と、ネジ軸に螺合され、ネジ軸の回転により回転軸の軸方向(Z方向)に沿って移動するナット部材74bと、ナット部材74bの移動に伴って軸方向に沿って移動するピストンロッド76と、ナット部材74bと一体的に軸方向に沿って移動し、少なくともチューブ77の内周面において回転軸線C2から最も遠い部分に対して摺接する偏心ブッシュ75とを備えている。
(もっと読む)
タイヤ成型金型の製造方法
【課題】タイヤ成型金型の各部曲率を制御して寸法精度を高めることのできるタイヤ成型金型の製造方法を提供する。
【解決手段】成型するタイヤの踏面及び側面を形成する踏面部1a及び側面部1bを有するタイヤ成型金型用鋳物1の側面部1bより外方の鋳型端面に冷し金2を配設し、この冷し金2の予熱温度及び鋳造するタイヤ成型金型用鋳物に対する接触面積率の一方又は双方を制御して、タイヤ成型金型の踏面部における周方向の曲率半径R1を制御する。
(もっと読む)
円筒ゴム用成形型及び円筒ゴム成形方法
【課題】分割型による高い加工精度や高コストで設置スペースが嵩み、不良品発生のおそれや外観が悪化し易い等の従来の不都合を解消し、構造の簡素化や廉価化、並びに不良率低減や外観向上が可能となる改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、下端部13が縮径され、かつ、下端が径外側に折り返されるアンダーカット面3bを有して下端窄まり筒形の成形面Mを持つ円筒ゴム用成形型にて、下端部13を形成するための下型4と、アンダーカット面3bより若干下から上端を外囲する上型1及び中型2と、アンダーカット面3bを備えるリング状のアンダーカット型3とを有して成り、アンダーカット型3の最小径部分の内径が、中型2の最大径部分の円筒ゴムDが弾性縮小変形可能な最小の外径以上の寸法に設定されている。
(もっと読む)
半導体パッケージ製造装置及び半導体パッケージの製造方法
【課題】半導体パッケージの製造プロセスにおける静電破壊を防止することが必要とされている。
【解決手段】半導体パッケージ製造装置は、半導体チップを搭載した基板50を吸引固定する金型20と、金型10とを具備する。基板50は、半導体チップの内部回路と導通する導通部分を備える。金型20は、電気的に接地された導電性端子31を備える。金型10及び金型20に基板50が挟まれた状態で、半導体チップを封入するモールド樹脂70が金型10により成型される。金型10及び金型20を相対的に遠ざけてモールド樹脂70を金型10から離型する間、導電性端子31は基板50の導通部分に接触し続ける。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
タイヤ成型金型の加工方法
【課題】段取り工数を少なくし、かつ、分割される意匠面においてパターンずれがなく、加工精度の良いタイヤ成型金型の加工方法を提供する。
【解決手段】切削具によりタイヤ成型用金型の金型ピースを加工する方法であって、回転テーブルの回転中心を中心とする同心円上に設けられ、回転テーブル上において回転する複数の保持具に金型ピースを固定する保持工程と、回転テーブルを回転させて固定された複数の金型ピースの上面を加工する上面加工工程と、上面加工後の複数の金型ピースの背面を加工する背面加工工程と、背面加工後に保持具を回転テーブル上において回転させ、タイヤ成型用金型を構成する他の金型ピースと当接する角度面を加工する角度面加工工程とを含むようにした。
(もっと読む)
タイヤ用モールド
【課題】ベアーが生じにくいタイヤ用モールド2の提供。
【解決手段】このモールド2は、その内面がキャビティ面14を形成するブロック12を備える。ブロック12は、ベース20と、このベース20に固定されたコア22とを備える。コア22の背面は、ベース20に当接している。コア22は、ユニット24を含んでいる。ユニット24は、並列された複数のピース26と、隣接する2つのピース26に挟まれた第一シム32とを備える。第一シム32によって隣接する2つのピース26の間に、軸方向に延在する第一スリット42が形成される。好ましくは、このモールド2では、上記コア22は軸方向に並列された複数のユニット24と、隣接する2つのユニット24に挟まれた第二シムとを備えている。この第二シムによって隣接する2つのユニット24の間に、周方向に延在する第二スリットが形成される。
(もっと読む)
インプリント用モールドおよび該モールドを用いたパターン形成方法
【課題】インプリントにおいて、モールドと被加工基板上の樹脂とを離型するに際して、離型速度を制御して離型時の欠陥発生を低減したモールドおよびそのモールドを用いたパターン形成方法を提供する。
【解決手段】凹凸のパターンを形成したモールドを被加工基板上の樹脂に押し付け、前記樹脂を硬化させるとともに前記樹脂に前記パターンを転写した後、前記モールドを前記樹脂から離型するインプリント法に用いるインプリント用モールドであって、前記モールド上の前記パターンが、転写すべき主パターンと、離型する際の離型力調節用のダミーパターンとを有することを特徴とする。
(もっと読む)
タイヤ成形金型用プラグ、タイヤ成形金型及びタイヤ
【課題】使用寿命を延長することができるタイヤ成形金型用プラグ、それによりメンテナンスの省力化を図ることができるタイヤ成形金型、及び外観形状の劣化を防止することができるタイヤを提供する。
【解決手段】タイヤ成形金型2の排気孔3に嵌合する筒状のプラグ1に、プラグ1の端部9から離間するようにタイヤ成形金型2の内側へ向けて常時付勢される弁部材5を取り付けて、タイヤ19の接触圧により弁部材5がプラグ1の端部9に当接するようにしたタイヤ成形金型用プラグ1において、弁部材5の上面14に凸部15を形成する。
(もっと読む)
不活性ガスの製造方法、およびタイヤの製造方法
【課題】可燃ガスの使用量を低減しても、不活性ガス中に含まれる酸素の濃度が高くなるのを抑制する。
【解決手段】酸素を含む混合ガス、および可燃ガスKからなる混合体Wに、脱酸・脱硝処理を施して不活性ガスAを製造する不活性ガスの製造方法であって、前記混合ガスはボイラー排ガスGとされるとともに、混合体Wは、複数の燃焼触媒部12〜15を通過して複数回脱酸・脱硝処理される。
(もっと読む)
モールド金型
【課題】金型ランナゲートの形態を工夫することで、成形品質の向上が期待できるモールド金型を提供する。
【解決手段】基板実装された複数の半導体素子10を一括してモールドする金型キャビティ8が形成された当該金型キャビティエリア内にキャビティ内ランナゲート12が刻設されており、当該キャビティ内ランナゲート12は金型カル11側から金型キャビティ8の反対側の対向辺8aに向かうにしたがって段階的に溝深さが金型キャビティ8の深さに近づくように刻設されている。
(もっと読む)
眼用レンズ成形型を分離する方法及びそれに用いる装置
【課題】本発明の目的は、成形型内の眼用レンズを、素材に負担のない処理によって迅速かつ選択的に特定の側の型に残して分離することができる方法を提供することである。
【解決手段】凸面型と凹面型を有する眼用レンズ用成形型内で重合性モノマー組成物を重合した後、凸面型と凹面型とを分離する方法であって、凸面型の周辺を固定し、凸成形面の背面より押圧して曲率を一時的に大きくする力を加える第一工程の後、凹面型の周辺を固定し、凹成形面の背面より押圧して曲率を一時的に小さくする力を加える第二工程を行うこと、を特徴とする成形型を分離する方法。
(もっと読む)
タイヤ加硫金型およびこれを用いたタイヤの製造方法
【課題】サイプの間隔を狭くすることができ、かつ、加硫時の金型内のエアーの滞留を完璧に防止することができるタイヤ成型用金型およびそれを用いた空気入りタイヤの製造方法を提供する。
【解決手段】ベントホール3を、サイプブレード2で区画されたブロック形成面1a、1b、1c、1d、1eのうち最外側の面1a、1eだけに設け、1つのサイプブレード2に形成された貫通穴4相互の間隔を5〜10mmとし、貫通穴4のサイプブレード高さ方向の寸法Hを0.5〜1.0mmとし、貫通穴4のサイプブレード長さ方向の寸法Wを0.5〜1.0mmとし、かつ、貫通穴4の高さHを長さWより大きくした。
(もっと読む)
シェーピングフォーマ
【課題】拡径状態において、ブラダーを用いることなく、生タイヤ基体内を気密に保持する。
【解決手段】ビードロック手段12は、周方向に交互に配されかつ、拡縮手段21によって縮径状態Yrと拡径状態Yeとの間を移動するロックセグメント20を具える。前記拡縮手段21は、ガイドケース11内を軸心方向内外に移動できかつ軸心方向内端部にテーパ面部26を有するコーン状のスライドリング24と、前記テーパ面部26と係合する係合部32を有しスライドリング24の軸心方向内方移動によってロックセグメント20を半径方向外方に移動させる複数の半径方向移動片25と具える。拡径状態Yeにおいて、ロックセグメント20は、周方向に横並びしかつ周方向端面22、23同士を気密に突き合わせてシールする。スライドリング24は、拡径状態Yeの各ロックセグメント20の軸心方向外側面と接してこの外側面との間をシールするシールリング34を具える。
(もっと読む)
エラストマー製品の製造装置及びエラストマー製品の製造方法
【課題】加硫原料の廃棄物量が低減されるリング形の加硫エラストマー製品の製造のための装置および方法を提供する。
【解決手段】リング形の加硫エラストマー製品2の製造方法において、製造するエラストマー製品2の原料が少なくとも1つのノズルユニット5を介して成形金型3の少なくとも1つのキャビティ4に供給される方法であって、ノズルユニット5がキャビティ4内への原料の供給の終了後に熱的に成形金型3から分離されることを特徴とする。
(もっと読む)
インプリントリソグラフィ
【課題】インプリントテンプレートアライメントマークを改善する。
【解決手段】アライメントマークを備えたインプリントリソグラフィテンプレートが提供される。アライメントマークは、インプリントリソグラフィテンプレートの屈折率とは異なる屈折率を有する誘電体材料から形成され、誘電体材料は、誘電体材料を通過したアライメント放射と誘電体材料を通過しなかったアライメント放射との間に位相差を生じるような厚さを有する。
(もっと読む)
ウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部からなるウェハレベルレンズアレイを樹脂で一体に成形するための成形型であって、
該成形型は、前記樹脂を挟み込んでエネルギーを付加することにより該樹脂を成形し硬化させる一対の型部材からなり、該一対の型部材の少なくとも一方の型部材の前記樹脂と接する型面に、成形時に前記型面と前記樹脂との界面に存在する空気を外部に排出するエア抜き孔が設けられている。
(もっと読む)
121 - 140 / 374
[ Back to top ]