
Fターム[4F202AD18]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 構造材(←芯材) (457)
Fターム[4F202AD18]に分類される特許
61 - 80 / 457
ウォームホイールとその製造方法
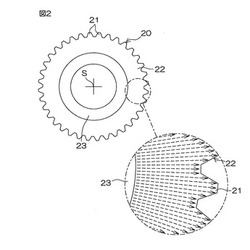
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
成形金型及び保持治具の製造方法

【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
射出成形方法及び装置
【課題】適切な型締め荷重で基板をクランプすることにより、基板にダメージを与えずにモールド成形する。
【解決手段】成形型100と型締め機構110と射出機構120とを有し、成形型の分割面間に、電子部品7を搭載した基板10を挿入し、成形型を閉じて型締めした際の型締め荷重F0により基板10をクランプし、成形型100の分割面間に形成されたキャビティ17に成形用樹脂2を射出することにより、基板10に搭載された電子部品7を樹脂モールドする装置であり、型締め荷重測定器13と、成形型を型締めしてキャビティ内に成形用樹脂を射出した際の成形型に作用する射出圧力に応じた型締め荷重F0と反対向きの射出荷重F2を測定する射出荷重測定器5と、型締め荷重測定器13の測定データと射出荷重測定器5の測定データとに基づいて型締め荷重F0を許容範囲に制御する制御手段と、を具備する。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
ラグ付きタイヤの製造方法及びタイヤ
【課題】加硫によって、タイヤ表面に現れる凹凸やカーカスプライ等のウエーブを効果的に軽減する、新規なラグ付きタイヤの製造方法を提供する。
【解決手段】本発明のラグ付きタイヤを製造する方法は、タイヤのトレッドに、タイヤの回転する向きに沿って間隔をおいて形成した複数のラグ3を備えるラグ付きタイヤ1を製造するに当たり、ラグ3に相当する加硫済みラグ部材3´をあらかじめ加硫金型4に配置し、次いでタイヤ本体部2となる生ケース2´を加硫金型4に装填し、引き続きラグ部材3´と生ケース2´とをともに加硫して相互に結合させることを特徴とする。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法
【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。貫通孔16の周縁部に沿って、クリップ本体11の外周面から該クリップ本体11の外方へ張り出した張出部17が設けられている。
(もっと読む)
樹脂内装パネル
【課題】外観見栄えを悪化させることなく、かつ成形サイクルが短くスキン層が薄くて触感の良いパッドを備えた樹脂内装パネルを提供する。
【解決手段】側面部7の延出端に基材9が外側に向かって一体に延出する基材延出部分からなる断面略L字状のフランジ部19を基材9を露出させて形成し、フランジ部19に、側面部7延出方向に凹み、パッド13成形時に基材9とパット側成形型105との間のキャビティ114に第二樹脂R2を導入する凹状溝部21をパッド13成形時のパッド側成形型105後退量D2よりも深く形成する。
(もっと読む)
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
インサート部品及びこれを用いた樹脂成形品
【課題】樹脂成形時に電子部品の損傷を防ぐことが可能なインサート部品及びこれを用いた樹脂成形品の提供を目的とする。
【解決手段】少なくとも、センサ素子17と、センサ素子17に接続される端子14と、センサ素子17及び端子14の端部を樹脂により一体的に樹脂モールドすることにより形成されるパッケージ樹脂部13とを有する電子部品12と、端子14により電子部品12と接続される回路基板15と、回路基板15が設置される基台16と、を有し、基台16には、少なくともパッケージ樹脂部13から端子14が出ている側の面13aの反対側の面13bが当接する壁部16aが設けられていることを特徴とするインサート部品11を提供するものである。
(もっと読む)
燃料電池用ガスケット成形金型
【課題】燃料電池の構成部材と燃料電池用ガスケットとを一体成形する際に、金型内におけるガスケット材料の望ましくない浸入を抑制する。
【解決手段】燃料電池構成部材に対してガスケットを一体で成形するための燃料電池用ガスケット成形金型であって、ガスケットに対応する形状であって、ガスケットの成形材料を投入可能なキャビティ80と、キャビティ80と連通して設けられ、キャビティに対して過剰に投入された成形材料をキャビティ外に導く通路であるベント部82と、が形成されており、金型内に配置された燃料電池構成部材と金型の内壁面との間に生じる空隙81に対する、ベント部82からの成形材料の流入を抑制するように、金型の内壁面に設けられた流入抑制部75を備える。
(もっと読む)
射出成形品及びその製造方法
【課題】本発明は、優れる耐摩性及び高強度を有する射出成形品及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る射出成形品は、第一表皮材、中間層及び第二表皮材を備える。前記第一表皮材は軟質層であり、前記中間層はプラスチック層であり、前記第二表皮材は硬質層である。前記第一表皮材及び前記第二表皮材は、一次射出成形によって前記中間層の対向する両面にそれぞれ結合される。
(もっと読む)
ローラ成形型
【課題】成形後におけるエア抜き用通路内の発泡体の除去が容易であって、かつ、型内の圧力保持効果を確実に得ることができるローラ成形型を提供する。
【解決手段】シャフトと、その外周に担持された発泡体層とを備えるローラの成形に用いられ、円筒状の型本体1と、型本体1の上端を閉塞する上部キャップ2と、型本体1の下端を閉塞する下部キャップとを備えるローラ成形型である。上部キャップ2の周面上に、ローラ軸方向に延びる少なくとも1本の溝3が形成され、かつ、溝3が、成形型1の内部および外部に開口するとともに、少なくとも1箇所に絞り部4を有する。
(もっと読む)
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
61 - 80 / 457
[ Back to top ]