
Fターム[4F202AE03]の内容
プラスチック等の成形用の型 (108,678) | 機能物品 (283) | 導電性・電磁遮蔽・電波吸収 (64)
Fターム[4F202AE03]に分類される特許
1 - 20 / 64
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
成膜方法
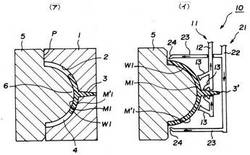
【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
樹脂成形品

【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
複合成形品およびその製造方法
【課題】板状部材に貫通穴などを設けることなく射出成形金型にインサートすることができ、自由に熱可塑性樹脂を一体化することができる複合成形品の製造方法を提供する。
【解決手段】強化繊維を含む樹脂組成物からなる板状部材を製造し、射出成形金型のキャビティ内に位置決め固定した後、分散した強化繊維で強化された熱可塑性樹脂組成物からなる樹脂部材を射出成形により一体化させた複合成形品の製造方法であって、前記板状部材に突起部材を予め凸設し、前記突起部材を前記キャビティの内面に設けられた凹形状部に嵌め込んで位置決めを行った後、射出成形することを特徴とする複合成形品の製造方法。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】この発明に係るカーボン粉粒複合樹脂の成形方法は、鍋状成形品の底面中央外壁の相当部分に設けられ、ロッドを内在してゲート1を配した吐出管4を備えた成形金型10を用いて、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形するカーボン粉粒複合樹脂の成形方法において、射出直後に成形金型の保持圧を一時的に解放した後、直ちにロッドを降下させるとともに成形金型の保持圧を回復させるようにしたものである。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、内在するロッドの上死点近傍外壁の接点位置にゲート1を設けた吐出管4を、鍋状成形品の底面中央外壁の相当部分に配した金型10を用い、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形方法であって、射出直後にロッドを降下させて加圧させた後、圧力を解放、さらに回復させるようにしたことを特徴とする。
(もっと読む)
固定部材の埋設構造
【課題】固定部材に対して樹脂の射出による圧力を低減し、固定部材の保持力を向上することができる固定部材の埋設構造を提供する。
【解決手段】ブロック本体20の埋設部22に、アンカー部51、251とネジ軸部52、252からなる第2インサートボルト50、250を埋設する固定部材の埋設構造であって、ブロック本体20を形成する金型内26へ樹脂を充填するゲート部21から流通して第2インサートボルト50、250に当接する樹脂の応力を緩和する樹脂圧緩和手段(長溝53、山形形状のアンカー部251、凹部281、流れ方向変更部材291)を第2埋設部24及び第2インサートボルト50、250の少なくとも一方に設けた。
(もっと読む)
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
筒状金型の製造方法
【課題】低コストでしかも高精度な内面を有する筒状金型の製造方法を提供する。
【解決手段】筒状金型を形成するに際し、鋳鉄製パイプ8の内面8bを機械加工したあと、鋳鉄製パイプ8の内面8bにメッキを施し、その後、研削加工する。
(もっと読む)
導電性ローラ成形用金型の製造方法
【課題】低コストでしかも高精度な内面を有する導電性ローラ用金型の製造方法を提供する。
【解決手段】仕上がり径より小さい径の中空部を有するパイプ20を準備し、この中空部を軸方向に走行するワイヤ1とパイプ20との間に電位差を付加し、金型の軸方向外側でワイヤ1を案内するそれぞれのワイヤガイド2をパイプ20の円周方向に移動させながらワイヤ1とパイプ内面との間に生じる放電によりパイプ内面を加工する。
(もっと読む)
回路基板がインサートされた成形品の製造方法
【課題】線幅の狭い回路がインサートされた成型品を高い生産効率で生産する。
【解決手段】ロール版に導電性ペーストを塗布して印刷用パターンを形成し、ロール版に形成された印刷用パターンをフィルム3に転写して回路パターン4を形成する第1工程と、相対的に接近離間する一対の成形型14a,14bの内部に、回路パターン4が可動型14bの成形面に対面するように、回路パターン4が形成されたフィルム3をセットする第2工程と、成形型14a,14bによって形成されるキャビティC内部に溶融樹脂を射出する第3工程と、を有する製造方法。
(もっと読む)
燃料電位用セパレータ及びその製造方法
【課題】機械的特性や電気抵抗率、寸法精度にばらつきがなく、高い寸法精度を併せ持つ燃料電池用セパレータを効率良く製造する。
【解決手段】導電性材料(膨張黒鉛を除く)と、樹脂とを、重量比で樹脂:導電性材料=20:80〜60:40の割合で含む成形材料を、ゲート面積が、得られる燃料電池用セパレータ10の最も肉厚の部分のゲートと平行な断面の面積の20〜100%である成形金型を用いて射出成形することを特徴とする燃料電池用セパレータの製造方法。
(もっと読む)
内部半導電層、内部半導電層を用いた絶縁チューブユニット、および内部半導電層成形用の成形型
【課題】電界が高い部分である両端部にはパーティングラインが生じることなく、電気破壊の発生を抑えることができ、表面の凹凸部分の研磨作業時間を短縮できる内部半導電層、内部半導電層を用いた常温収縮型絶縁チューブユニット、および内部半導電層成形用の成形型を提供する。
【解決手段】内部半導電層30は、電力ケーブルの導体部同士の接続部を覆う常温収縮型絶縁チューブユニット10内に配置され、成形により筒状に作られ、成形の際に形成されるパーティングライン180が内部半導電層30の中央部において内部半導電層30の軸方向CLと交差する方向に沿って配置されている。
(もっと読む)
弾性体ローラの成形金型及びその製造方法
【課題】本発明の目的は、従来の成形金型と同程度に加工し易く、さらに、金型本体と駒の接触部における耐久性を有する成形金型を提供することである。
【解決手段】本発明に係る弾性体ローラの成形金型は、略円柱状のキャビティを有し両端に開口部を有する金型本体と、該金型本体の開口部に取り付けられる駒と、を有する弾性体ローラの成形金型であって、前記金型本体と前記駒との接触領域に、焼入処理された金属材料からなる接触面構成部を前記金型本体と前記駒にそれぞれ有する。
(もっと読む)
Si含有炭素膜およびこれを用いた型
【課題】従来に比べ、離型性、耐久性に優れた皮膜を提供すること。離型性、耐久性に優れた型を提供すること。
【解決手段】膜表面10aでF濃度が最大であり、膜裏面10bでF濃度が最小であるSi含有炭素膜10とする。F濃度は、膜表面から膜裏面にかけて傾斜していることが好ましい。膜表面は、接着材料および/または粘着材料と接触させて好適に使用することができる。また、型表面にSi含有炭素膜10が積層された型とする。
(もっと読む)
樹脂成形品の製造方法、及び成形型
【課題】電気的な接続信頼性の低下が抑制された樹脂成形品の製造方法、及び該樹脂成形品を形成する成形型を提供する。
【解決手段】電気的な接続機能を有する配線部材の一部が樹脂成形部材から露出された樹脂成形品の製造方法であって、配線部材におけるボンディングワイヤとの接続部位を含む一面との接触面に、該接触面から外面までを貫通する貫通孔が形成された成形型を用い、接触面に一面を当接させて、配線部材を成形型の内部に配置する配置工程と、成形型の内部に溶融樹脂を注入し、溶融樹脂を冷却固化することで、樹脂成形部材を形成する形成工程と、を有する。
(もっと読む)
樹脂成形体の製造方法
【課題】金属微粒子について、樹脂の溶融温度において熱分解し難く、且つ、高圧二酸化炭素に対して高い溶解度が得られるようにして樹脂へ導入し、この樹脂を用いて成形する樹脂の成形体の製造方法を提供する。
【解決手段】樹脂成形体の製造方法は、フッ素含有金属錯体およびそれを溶解できるフッ素系溶液を高圧二酸化炭素に溶解させて、高圧流体を生成することと、加熱溶融した樹脂に高圧流体を導入することと、高圧流体を導入した樹脂を成形して、成形体を成形することとを含む。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のないシートが所定の形状・位置に維持されながら埋設された樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型であるキャビティ型21と、キャビティ型21との分割面25が形成されると共に可動型であるコア型22と、コア型22内を型締め方向に前進後退可能なスライドコア型23とを備えている。キャビティ型21には第1型面27が形成され、第1型面27のほぼ中央には、椅子10の第1樹脂部14を形成する第1樹脂35が射出される第1ゲート30が設定されている。コア型22には、第3型面56が形成され、第3型面56の中央に、椅子10の第2樹脂部15を形成する第2樹脂45が射出される第2ゲート40が設定されている。スライドコア型23には、第2型面28が形成されている。
(もっと読む)
1 - 20 / 64
[ Back to top ]