
Fターム[4F202AE10]の内容
プラスチック等の成形用の型 (108,678) | 機能物品 (283) | その他の機能 (64)
Fターム[4F202AE10]に分類される特許
21 - 40 / 64
インサート成形金型およびインサート成形装置並びにインサート成形方法
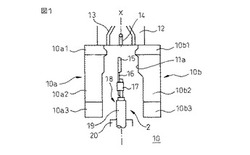
【課題】インサート成形金型およびインサート成形装置並びにインサート成形方法を提供する。
【解決手段】軸線Xに沿って配置されるインサート成形すべきインサート部品2に対し、軸線X側方から、型締め可能に配置される一対の型10a、10bを有する。
これら型10a、10bは、それぞれ、独立的に型締め動作可能に分割した、第1の分割型10a1、10b1と、第2の分割型10a2、10b2と、第3の分割型10a3、10b3とを備える。
(もっと読む)
ポリアミド樹脂組成物
【課題】温水やエチレングリコールやプロピレングリコール等の多価アルコールを不凍液として含む水溶液との接触下において良好な耐久性と、強度、耐熱性を兼ね備えたポリアミド樹脂組成物を提供する。
【解決手段】(a)と(b)の合計を100重量%として、(a)粘度数が80ml/g以上120ml/g未満かつアミノ末端基量が1.0〜5.0×10−5mol/gであるポリアミド610樹脂および/またはポリアミド612樹脂50〜95重量%、(b)数平均繊維長が0.2〜1.0mmのガラス繊維5〜50重量%を配合してなる(c)ポリアミド樹脂組成物であって、流動直角方向の130℃引張強度が43MPa以上であり、かつ130℃、750時間の条件でロングライフクーラント(LLC)50%水溶液にて処理した後の流動直角方向の引張強度が55MPa以上であるポリアミド樹脂組成物。
(もっと読む)
成膜成形体およびその製造方法、製造装置

【課題】表面に基礎成膜10が施された基礎基材9から電気回路が形成された基板1を簡単に製造する。
【解決手段】基礎基材9を射出成形した後、該基礎基材9の表面に成膜装置8によって基礎成膜10を施し、次いで前記基礎基材9を成形するための射出用型面6a、7aに設けた金型(子金型)6c、7bを出没させ、これによって基礎基材9に、基礎成膜10が分断された段差面部2cを介するようにして成膜3、4を有する二段の凹面部2a、凸面部2bを形成してそれぞれの上面に電気回路を有する基板1を製造するようにした。
(もっと読む)
空気入りタイヤの製造方法
【課題】軽量かつ優れた空気透過防止性能を有するインナー層を有し、ユニフォミティに優れた空気入りタイヤを効率よく製造することができる製造方法を提供する。
【解決手段】複数の分割体2から構成される円筒状の剛性内型1の外周面の全周に配置した熱可塑性樹脂または熱可塑性エラストマー組成物からなるフィルム12の上に、カーカス層13等のタイヤ構成部材を積層してグリーンタイヤGを成形し、グリーンタイヤGを剛性内型1とともに加硫金型の内部に配置した後、所定温度に加熱し、フィルム12を内周側から与圧してインフレートさせてグリーンタイヤGを加硫することにより、タイヤ構成部材の未加硫ゴムが加硫金型の内周面に向かって押圧されて周方向に流動するので、タイヤ構成部材のボリュームの偏りが是正され、ブラダーとして機能したフィルム12はタイヤ内周面に密着接合してタイヤのインナー層になる。
(もっと読む)
浴室床材
【課題】本発明は、洗い場表面が石鹸水により濡れた状態となった場合でも、水単独で存在する場合と同様に、滑りにくさを発揮でき、また、使用者の足裏に触れる残水量を低減し、特に冬季において使用者の感じる冷たさを低減できる浴室床材を提供するものである。
【解決手段】本発明は、表面に多数の小突起と、前記小突起と小突起との間に排水路となる溝を有する浴室床材において、前記小突起は、頂部、側部、底部を備え、前記側部が頂部から底部に向かって広がるように形成され、前記側部が複数の側面と、前記側面と隣接する側面の境界に稜線を有し、前記頂部がこの頂部と一体的に形成された微小突起を有する浴室床材である。
(もっと読む)
射出成形されたPTCセラミック
射出成形体は、含まれる金属不純物が10ppm未満であり、正の温度係数を有するセラミック材料を含む。射出成形体を生産する方法は、含まれる金属不純物が10ppm未満である、射出成形のための原料を供給することと、原料を型に射出することと、結合材を取り除くことと、成形体を焼結することと、成形体を冷却することと、からなる。 (もっと読む)
金型の製造方法および当該方法によって得られた金型を用いた防眩フィルムの製造方法
【課題】高い防眩機能を示す防眩フィルムの製作に有用な、表面に微細な凹凸形状を有する金型の製造方法を提供し、その金型を用いて、優れた防眩機能を示しながら、白ちゃけによる視認性の低下が十分に防止され、高精細の画像表示装置の表面に配置したときにギラツキの発生しない防眩フィルムを製造する方法を提供する。
【解決手段】金型用基材の表面に銅めっきまたはニッケルめっきを施す第1めっき工程と、第1めっき工程によってめっきが施された表面を研磨する研磨工程と、研磨された面に第一の微粒子をぶつけて凹凸を形成する凹凸形成工程と、第一の微粒子とは異なる大きさの第二の微粒子をぶつけて先に形成された凹凸形状を調整する凹凸調整工程と、第二の微粒子により調整された後の凹凸形状を鈍らせる加工を施す鈍化工程と、鈍らせた凹凸面にクロムめっきを施す第2めっき工程とを含む金型の製造方法、ならびにそれを用いた防眩フィルムの製造方法。
(もっと読む)
インサートパネル埋設ウェザーストリップおよびその製造方法
【課題】インサートパネルを埋設した部分に、型成形時の位置決めピンによって形成されたピン穴を有する自動車用のウェザーストリップにおいて、そのピン穴に侵入した水が車内へ侵入することのない製品を提供する。
【解決手段】ゴム成形材からなる本体部2と、本体部2の型成形部に埋設されたインサートパネル3とを備え、本体部2のインサートパネル3を埋設した部分に、型成形時にインサートパネル3を固定して位置決めする位置決めピンが挿入されるとともに、前記本体部2の表面からインサートパネル3に達する深さのピン穴2aを有する自動車用のウェザーストリップであって、インサートパネル3の表面に、本体部2と密着する性質の樹脂層4を設けてなる。
(もっと読む)
微小針の製造方法
【課題】生体分解性樹脂を用いて、微小針の先端部に欠損のない、品質の安定したマイクロアレイを大量に製造すること。更には、そのための金属母型を精度良く作製すること。
【解決手段】所望の微小針に対応する貫通孔を有するPDMS製の鋳型を品質良く大量に作成し、生体分解性樹脂の遷移点から融点までの高温で転写加工を行い、遷移点近傍で樹脂を離型させ、それによって樹脂製の微小針を製造する方法を提供する。更に、良質なPDMS製の鋳型を大量に作製するための金属製母型の製造方法を提供する。これらにより、製品規格的に信頼性の高い微小針が効率的に製造できることとなった。
(もっと読む)
エアバッグカバー及びその製造方法
【課題】凹溝成形部を凹溝の長さ方向に沿ってスライドさせて成形する構成であっても、成形型の構造を簡便にでき、かつ、外観意匠の良好なエアバッグカバーを製造可能なエアバッグカバー及びその製造方法の提供。
【解決手段】本発明のエアバッグカバー10は、軟質合成樹脂製として、裏面側を凹ませた凹溝18を有した破断予定部を備える。裏面側に配設される割型のスライドコア39が、凹溝18を成形可能な凹溝成形部40を有して、型開き時に、凹溝18に沿った平面上で、スライドする構成とされる。凹溝18の幅方向の周縁に、スライドコア39のスライド方向に沿って傾斜する傾斜面20aを備える離型用突起20が、形成される。傾斜面20aが、スライドコア39のスライド時に、離型用突起20を成形した型面41aにより、離型用突起20をエアバッグカバー10の表面側に向かって押し出すように傾斜している。
(もっと読む)
成形型
【課題】入れ子型に内嵌されたシールリングを交換する際の作業性の向上を図ることができる成形型を提供すること。
【解決手段】シールリング50は、内周面に内周胴部54と内周拡径部55とを備えると共に、その内周拡径部55の内径を内周胴部54の内径よりも大きくすることで、内周拡径部55と内周胴部54との間に内周段部56を位置させる構成であるので、シールリング50を入れ子型22から抜き取る場合には、内周段部56を利用して(例えば、内周段部56に抜き取り治具を係合させ)、シールリング50を上方へ押し上げることで、容易に嵌合孔部22bから抜き取ることができる。よって、定期的に必要なシールリング50の交換作業において、その作業性の向上を図ることができる。
(もっと読む)
シール材成形用金型及びそれを用いたシール材の製造方法
【課題】シール材用樹脂組成物に活性エネルギー線を均一に照射することが出来て、シール材のシール特性を向上し得るシール材成形用金型及びそれを用いたシール材の製造方法を提供する。
【解決手段】コア型10とキャビティ型20とを具備するシール材成形用金型1であって、該シール材断面の高さhと該コア型内面での線幅Wとの比h/Wが0.8〜2となるようにキャビティが形成され、且つ該コア型内面11と対向する該キャビティ型内面から外面に亘る該キャビティ型部分が透明体40であることを特徴とするシール材成形用金型。
(もっと読む)
金型および樹脂成形品
【課題】簡単な構成で、樹脂成形品の意匠面に形成した微小な凹凸を変形させたり潰すことなく形開きすることができる金型を提供する。
【解決手段】意匠面Faに微小な凹凸を有する樹脂成形品Fを成形する金型であって、樹脂成形品Fの意匠面Faを成形する第一の金型M1と、樹脂成形品Fの裏側面Fbを成形する第二の金型M2とを有しており、樹脂成形品Fの裏側面Fbに係止部Kを形成してこの係止部Kを係止する係止部形成部位Jが第二の金型M2に設けられている。そして、係止部形成部位Jは、樹脂成形品Fの固化時の収縮方向Dに対して直交する方向に延びるようにして形成されており、また、複数が設けられており、しかも、凹設されている。
(もっと読む)
ガスバリア性射出形成容器及びその製造方法
ガスバリア性、耐熱性、機械的強度に優れるガスバリア性射出形成容器およびその製造方法を提供する。
【課題】ガスバリア性ラベルを装着したキャビティーにポリオレフィン系樹脂を射出成形して容器側部を形成し、前記ポリオレフィン系樹脂とガスバリア性樹脂とを共射出成形して、平均厚(T)が0.5〜1.0mmであり、外層から内層に向かってポリオレフィン系樹脂層、ガスバリア性樹脂層およびポリオレフィン系樹脂層とからなり、前記ポリオレフィン系樹脂外層はポリオレフィン系樹脂内層よりも厚い容器底部を形成してなる、ガスバリア性射出形成容器である。
(もっと読む)
ポリ乳酸樹脂成形体の製造方法
【課題】 金型温度を低くしても十分な結晶化度を有し、優れた耐熱性、耐衝撃性及び柔軟性を有するポリ乳酸樹脂成形体を得ることができる製造方法の提供。
【解決手段】 光学純度99%以上のポリ乳酸樹脂及び可塑剤を含有するポリ乳酸樹脂組成物を、溶融混練後、得られた溶融物を70℃以下の金型内に充填して成形する、相対結晶化度60%以上のポリ乳酸樹脂成形体の製造方法。
(もっと読む)
合成樹脂成形部品の組み付け構造
【課題】合成樹脂成形部品の先端部に対し係合突起の突出方向である左右方向に動かす力が加わっても、係合孔に対する係合突起の係合状態を維持させることができる合成樹脂成形部品の組み付け構造の提供。
【解決手段】エアガイド2側の第1固定手段3が所定間隔hを空けて突出併設配置された2本の係合片31、31で構成される一方、ラジエータコアサポートサイド13側の第2固定手段4は、係合片31、31を挿通可能な縦長長方形状の係合孔41で構成され、2本の係合片31、31の先端部には互いに逆方向へ向けて突出されていて係合孔41を貫通させることにより、該係合孔41の開口縁部に弾性的に係合する山形の係合突起31a、31aが形成され、両係合片31、31の両側に、係合孔41に嵌合することにより係合孔41に対する係合突起31a、31a方向へのエアガイド2の動き阻止する嵌合片32、32がエアガイド2に一体に突出形成されている。
(もっと読む)
軸受用シール、軸受及び成形金型
【課題】軸受側のシール溝等の加工の出来映えに関わらずにシールによる防塵性・防水性を従来品よりも向上できる軸受用シール、このシールを用いた軸受及びこのシールを成形するための成形金型を提供する。
【解決手段】この軸受用シール10は、軸受の外輪と内輪との間に配置されるものであって、円周状のシール端部から同心円状に突き出た突起12を備える。
(もっと読む)
反応成形品の製造方法
【課題】傾斜した特性の分布をもつ反応成形品を製造する。
【解決手段】複数種の液状原料をキャビティ内で反応させて固化する成形方法において、少なくとも一種の液状原料は磁力又は電力によって誘導可能な機能性流体であり、反応成形時にキャビティ外から磁力又は電力を印加して機能性流体を誘導し、機能性流体によって付与される反応特性を反応成形品内で傾斜分布させる。
(もっと読む)
衝撃吸収機能を有する樹脂成形品並びにその成形方法
【課題】衝撃吸収機能を有する樹脂成形品並びにその成形方法であって、エジェクタピンの設定箇所に左右されることなく、衝撃吸収機能を付与する凹溝を造形上、自由に設定できるとともに、エジェクタピンの加工コストを低減でき、しかも脱型操作を円滑に行なうことを目的とする。
【解決手段】衝撃吸収機能を付与するためにアームレスト芯材40の裏面には、車両の長手方向に沿って延びる複数列の凹溝41が形成されており、アームレスト芯材40を成形金型60で成形した後、複数のエジェクタピン64で突き上げる際、このエジェクタピン64の当接部分がどこにあっても、凹溝41を自由に設定できるように、両者が干渉する場合には、凹溝41とエジェクタピン64の先端64aを収容できる円形凹部42Aとを連通構造とすることで、凹溝41の分断を回避して良好な衝撃吸収機能を確保する。
(もっと読む)
電子機器類のケース製造方法
【課題】 堅牢でデザインを容易に変更可能な電子機器ケース製造方法。
【解決手段】加熱成形可能なパネル材10を透明で高硬度の外材層13、印刷法などによりデザインされた図柄層12、内面層11を重ね合わせて構成し、成形金型内で溶融した発泡性材料などからなる基材20を充填して一体に成形する。
最外層の外材層は、高硬度で内部の図柄層を保護し、図柄層を変更することにより容易にデザインを変更可能であり、基材層によりケース内の機器類を衝撃から保護することができる。
(もっと読む)
21 - 40 / 64
[ Back to top ]