
Fターム[4F202AG20]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 多孔質・細胞質 (661)
Fターム[4F202AG20]に分類される特許
201 - 220 / 661
金型内可視化装置
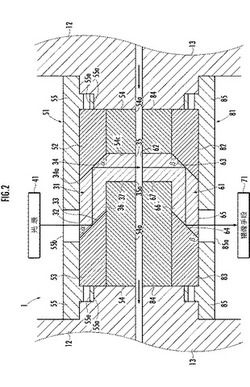
【課題】プリズムを長寿命化することができる金型内可視化装置を提供する。
【解決手段】金型内可視化装置1は、超臨界流体を含浸させた溶融樹脂が射出される1対の金型12,13にキャビティ14に露出して設けられた第1,2のプリズム31,61と、プリズム31を介してキャビティ14内の溶融樹脂に光を照射する光源41と、プリズム31を介して該溶融樹脂を撮像する撮像手段71と、各プリズム31,61を支持する第1,2の支持手段51,81とを備える。第1のプリズム31は、入射面32と、入射面32に対して0°<α<90°の角度を存して交差し、入射された光を反射する第1の反射面33と、反射された光を反射する第2の反射面34と、反射された光をキャビティ14に出射する出射面35とを備える。第1の支持手段51は、第1のプリズム31の第2の反射面34に密着して設けられ、プリズム31をキャビティ14内の圧力に抗して支持する。
(もっと読む)
弾性ローラの成形金型、および弾性ローラの成形方法

【課題】キャビティを形成する部材間の接触面への材料付着を低減でき、長期にわたりキャビティ内面の離型膜状態を維持できる弾性ローラの成形金型を提供する。
【解決手段】内面に離型膜を有するキャビティ5が形成された、弾性ローラの成形金型1において、中空の円筒状に形成されたパイプ金型2と、パイプ金型2の上端部を閉鎖するように設けられた上駒3と、上端部が開口した円筒状に形成され、パイプ金型2の下端部に設けられた下駒4とを有し、キャビティ5が、パイプ金型2と上駒3と下駒4とにより形成され、パイプ金型2の上端部内周面と上駒の外周面との間、およびパイプ金型の下端部外周面と下駒の上端部内周面との間には、それぞれ気密な接触面6a、6bが形成され、各接触面6a、6bに沿って各接触面6a、6bに隣接する領域には、キャビティ5に開口し、内面に離型膜を有する空間7a、7bが形成されていることを特徴とする。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
異硬度パッドの成形方法及びその成形に用いる発泡成形型
【課題】気性ブロックを用いて異硬度パッドを成形する方法であって、設備費用及び資材費用等が嵩むことなく、通気性ブロックの周囲にガス溜りが形成されない異硬度パッドの成形方法、及び、その成形方法に用いられる発泡成形型を提供する。
【解決手段】ブロック55、補強材53及び連接材13を、発泡成形型の中型60のキャビティ面61に配置した。そして、ブロック55内と補強材53とを、連接材13を介してガスの移動が許容される状態に連結した。一方、ブロック55の側面55aに対向する側面55bにシールド板11が当接するようにした。そのシールド板11により側面55bからガスが放出されないようにした。
(もっと読む)
成形金型
【課題】 本発明は、金型に設けられたゲートを均一に冷却し、成形製品の表面に生じる欠陥を無くすことができる成形金型を実現する。
【解決手段】本発明に係る成形金型は、樹脂成形のために溶融樹脂を供給する射出機40が連接される固定側金型30と、固定側金型30に型締めされて溶融樹脂が充填されるキャビティCを形成する可動側金型20と、固定側金型30に設けられ、キャビティに溶融樹脂を供給するゲート51と、可動側金型30内のゲート51に対向する位置に設けられ、ゲート51の内部に充填された溶融樹脂を冷却する冷却部23と、を備えることを特徴とする。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】発泡樹脂材料の発泡のためのキャビティ拡大に起因して樹脂発泡成形品が形状ダレを生じる問題を解決することのできる表皮付き樹脂発泡成形品の製造方法を提供する。
【解決手段】表皮16の内側に発泡層を有する樹脂発泡成形品を製造するに際し、第2分割型34の少なくとも一方の側面成形面38を突成形部44を有するものとなし、第1キャビティ36の拡大時に突成形部44にて突形状部の表皮16-2Aを保持してこれを型開き方向に相対移動させるようになすとともに、第2分割型34の第2摺動面54を側面成形面38に連続して形成し、第1キャビティ36の拡大時に第2摺動面54に沿って、型締状態で形成された表皮16-2Aに連続した新たな表皮16-2Bを形成するようになす。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
複合成形品の製造方法
【課題】第1成形品が第1成形面から離間することを防ぐことで第1成形品にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】本発明は、表皮材60(第1成形品)と基材70(第2成形品)とを一体成形してなる車両用内装材50の製造方法であって、凹状をなす第1成形面21と凸状をなす第2成形面31との間で表皮材60を成形する第1成形工程と、第1成形面21に保持された表皮材60と第3成形面41との間で基材70を発泡成形する第2成形工程とを備え、表皮材60は、第1成形面21に沿って成形される本体部61と、本体部61の外周に設けられた外壁部61Aを外周側に折り返した形態をなし、外壁部61Aとの間で第1成形面21の開口縁部23を挟み付ける突起62Bとを備えて構成されるところに特徴を有する。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を溶着用ボスの締結加工により接合一体化する際、両者の締結位置を安定化させることで組み付け精度が向上した接合構造を提供する。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムアッパー20の取付孔23の内壁に微小凹凸面24を形成するとともに、取付孔23の周縁に環状リブ25を突設し、トリムロア30における溶着用ボス31周囲の補強リブ32面に環状リブ25を突当てることで、トリムアッパー20とトリムロア30の締結位置を安定化させることにより、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】従来の製造装置に特別な装置を付加しなくても樹脂発泡成形品の成形のサイクルタイムを短くし得て、生産効率を高めることができる樹脂発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型48とで形成される第1キャビティ50に、発泡樹脂材料55を射出して充填し、その後第1分割型40を後退移動させて第1キャビティ50を拡大し、発泡樹脂材料55を発泡させて、表皮とその内側の発泡層を芯材12に一体に積層して成る樹脂発泡成形品を製造するに際し、第1分割型40に芯材12を貫通する複数の凸型部46を設けておいて、これら凸型部46にて発泡層を冷却し、脱型までの時間を短縮化する。
(もっと読む)
微細発泡成形品の射出成形システム及びその方法
【課題】発泡成形品の外観上の欠陥をなくし、過量の原料液注入による問題を回避できる、微細発泡成形品の射出成形システム及びその方法を提供すること。
【解決手段】金型の型閉じを行った後、キャビティに対して継続して第一負圧を加え、成形機で原料液を注入し、液状樹脂中に高圧気体を注入して微小気泡を形成し、続いて第一負圧を停止してキャビティに対し正圧パルスを加える。
(もっと読む)
型物成型機
【課題】全体的な形状を単純化させた型物成型機の提供。
【解決手段】本発明の型物成型機は、フレーム枠の上端及び下端に設けられているガイドレールに沿って左右方向に移動可能なように配置されている圧着板と、圧着板の左右直進運動に従って雌型に選択的に結合されるように、圧着板の先端面に装着された雄型と、フレーム枠に固定されたベース本体と、ベース本体の右側に搭載された逆転可能な電動モーターの駆動力によって回転する駆動軸と、ベース本体に対して回転可能なようにベース本体の中央に装着された貫通ナット部と、貫通ナット部には複数のボールを介在し左右方向に移動可能なように貫通してガイドレールと平行の方向に伸びており、圧着板が固定されたスクリュー棒と、貫通ナット部と共に回転するようになっている従動ギアおよび従動ギアと駆動軸に固定的に外接した駆動ギアを連動させるチェーンを含む。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】金型の摺動面の隙間から発泡樹脂材料が漏出する問題を解決することのできる発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型46とに分割された金型の第1キャビティ50に、硬質の樹脂製の芯材12をセットした状態で、発泡樹脂材料を射出して表皮と発泡層を成形及び芯材12に一体化するに際し、第1キャビティ50の拡大のための第1分割型40の後退移動時に、第2分割型46の第2摺動面52,54を第1分割型40に対し金属接触させることなく、芯材12の側端面22,折曲げ部28の外面56を第1摺動面として摺動させ、第1キャビティ50を閉鎖状態に維持するようになす。
(もっと読む)
発泡樹脂製パッド成形装置
【課題】 製品パッドの周縁部にバリを残存させることなく原型パッドを切断することができる発泡樹脂製パッド成形装置を提供すること。
【解決手段】 遮断プレート10が原型パッド20と雌型6の平坦面部6aとの間に介在することによって、切断カッター15は、雌型6の凹面部6bを横切り始めるときに、初めて原型パッド20と接触して原型パッド20を切断し始める。このため、切断カッター15が雌型6の凹面部6bに達するまでの過程で、切断カッター15の動きが雌型6の平坦面部6aにはみ出た原型パッド20の部分に邪魔されることもなく、切断カッター15の切断時の軌道が振れ動くこともなくなる。よって、切断カッター15による切り口がガタつかずに、周縁部にバリが残存することのない高品質の製品パッド50を製造できる。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を巻き出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に本溝内に反応性樹脂原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びに同時により多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
パッド付きインストルメントパネル及びその製造方法
【課題】発泡樹脂原料をキャビティ内の基材と表皮材との間の隅々にまで行き渡らせる。
【解決手段】基材3の車体後方端縁の中途部にパネル嵌合箇所に対応して形成された凹状湾曲部に、成形時に発泡樹脂原料を注入する注入口29dを有する原料注入枠部29を一体に延設し、原料注入枠部29を表皮材19と当接させて当接箇所をシールするとともに、表皮材19との間に原料注入通路35を形成する。原料注入枠部29対応箇所を除く凹状湾曲部に、原料注入枠部29対応箇所が切欠き状となるように庇状突起部を車体後方に一体に突設する。庇状突起部の基端に、表皮材19の端末が当接して当接箇所をシールする縦壁部を下方に連続して一体に形成する。基材3と表皮材19との間に、注入口29dから原料注入通路35を経て注入された発泡樹脂原料により発泡体21を一体に成形し、表皮材19と発泡体21とからなるパッド5を基材3の表面に一体に成形する。
(もっと読む)
サンドイッチ成形品及びその製造方法
【課題】孔あけ加工を別に施すことなくビスを容易に捻じ込んで締結ができるサンドイッチ成形品及びその製造方法を提供する。
【解決手段】発泡性の合成樹脂1aからなるコア層1と、コア層1を覆う合成樹脂2aからなるスキン層2とで構成されるサンドイッチ成形品3である。スキン層2の表面の一部と、コア層1を挟んで前記一部と対向するスキン層2の反対側の表面の一部とにそれぞれ、スキン層2の合成樹脂2aを押し退けてコア層1の合成樹脂1aが位置し表面に露出するコア層露出部4を設ける。
(もっと読む)
防音カバーおよびその製造方法
【課題】製造設備および金型の構造が簡単で、製造工程が簡単で、吸音部材の裏面の凸部に欠肉部が発生しにくい防音カバーの製造方法を提供することを課題とする。
【解決手段】防音カバー1は、本体側基準面200を有する裏面20を有するカバー本体2と、吸音部材側基準面300を有する表面30と凸部310、311を有する裏面31とを有しカバー本体2の裏側に配置される樹脂発泡体製の吸音部材3と、を備える。吸音部材3の表面30は、さらに、凸部310、311の表側に配置される凹部301を有する。防音カバー1の製造方法は、吸音部材側基準面300に対応する基準面成形面500と凹部301に対応する凹部成形部501とを有する第一型面50を有する第一型5と、凸部310、311に対応する凸部成形部600、601を有する第二型面60を有する第二型6と、を備える金型4のキャビティ71に、発泡樹脂原料Pを注入する注入工程を有する。
(もっと読む)
ポリウレタンフォーム成形品及びその製造方法
【課題】振動吸収特性に優れたポリウレタンフォーム成形品及びその製造方法とを提供する。
【解決手段】上型1及び下型2のキャビティ面に、合成樹脂フィルム3,4、又は水溶性離型剤が設けられている。下型2内にウレタン原液を供給した後、上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させてポリウレタンフォーム成形品とする。この成形品は、表面の少なくとも一部が表面粗さ2〜20μmの平滑部となっており、該平滑部の通気度が内部の通気度よりも低い。この平滑部には、セル膜が残留している。これにより、自動車用シートパッドの表面の通気度が内部の通気度よりも小さくなり、自動車用シートパッドの内部と外部との間の空気の出入りが制限され、エアダンピング効果が強くなり、シートパッドとして好適な振動吸収特性を有したものとなる。
(もっと読む)
201 - 220 / 661
[ Back to top ]